Включение станка с ЧПУ
• 1.Включить энергосистему станка

Включение станка с ЧПУ
• 2.Включить стойку

Включение станка с ЧПУ
• Дождаться загрузки системы ЧПУ

Особенности наладки станка с ЧПУ

Особенности наладки станка с ЧПУ
•1. Теоретические аспекты наладки станков с ЧПУ
•2. Установка значения смещения нуля заготовки
•3. Привязка инструмента

Теоретические аспекты наладки станков с ЧПУ
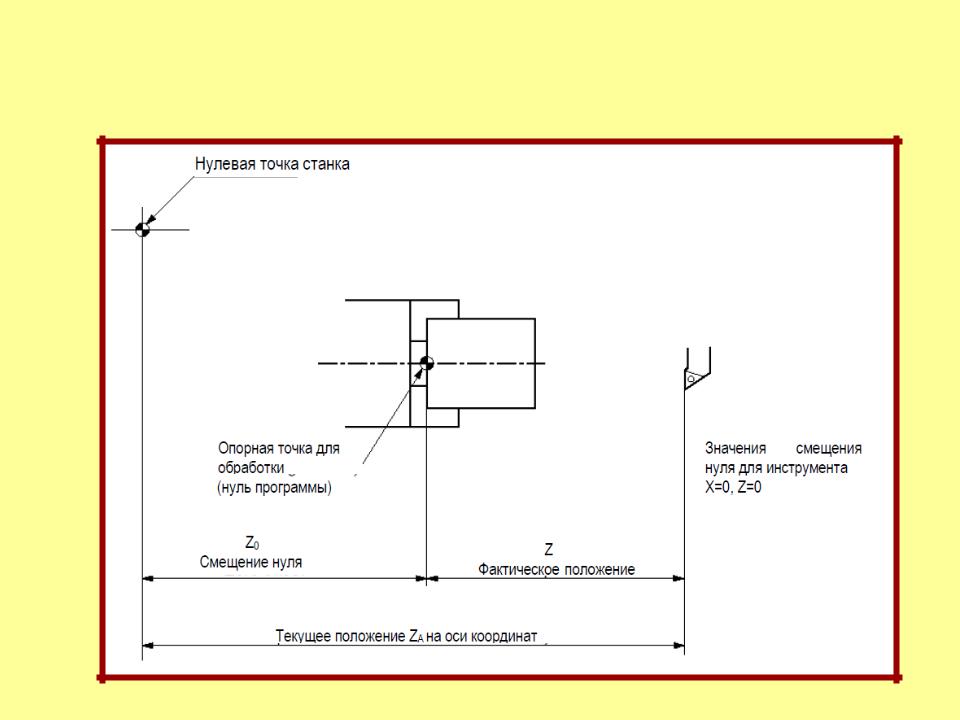
•Общее положение координат, из которого выполняется готовая программа для отдельного компонента, имеет термин "начало координат " или нуль программы
•Нуль программы имеет постоянное положение (в центре шпинделя) на оси X. Как правило, нуль программы на оси Z будет меняться в зависимости от настройки (зажимный патрон, кулачки).
•Оператор может устанавливать опорную точку для обработки (нулевая точка программы), вводя X' и Z' через клавиатуру, измеренные от фиксированной точки начала координат станка. "X' и Z'" называются значениями смещения нуля.

|
Ось Х |
Револьверная головка |
|
|
|
|
|
|
Величина смещения нулевой точки |
Ноль |
|
|
|
заготовки |
инструмента |
|
Ноль |
|
Ноль |
|
|
заготовки |
|
|
станка |
|
|
|
|
Ось Z |
|
|
|
|
|
Шпиндель |
Патрон |
Заготовка |
|

Таким образом на станке настраиваются три
важныхДлинапараметра:1– См щение
инструмента по оси Х
1.Смещение нуля заготовки относительно нулевой точки станка
2.Длина 1 – Смещение инструмента по оси Х
3.Длина 2 – Смещение инструмента по оси Z
|
|
|
|
|
|
|
|
Длина 2 – Смещение |
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
инструмента по оси Z |
|
Смещение нуля заготовки |
|||||||
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|

Нуль программы и нуль станка Multus B300