

Структура строительной машины
Обязательными составными частями любой технологической, транспортирующей и грузоподъемной машины являются:
несущие металлоконструкции (корпус, рама, башня крана, стрела и т.п.);
привод, состоящий из силовой установки, передаточных устройств (трансмиссии) и системы управления;
рабочие органы (один или несколько);
ходовое устройство (шасси), соединенное с корпусом (рамой) машины.
Кроме перечисленных обязательных составных частей на машинах могут быть установлены дополнительные (вспомогательные) устройства, например, выносные опоры в конструкциях пневмоколесных кранов и экскаваторов и т. п.
1. Соединения деталей строительных машин
Сборку деталей машин, в том числе и их металлоконструкций, осуществляют с помощью разъёмных или неразъёмных соединений.
Наиболее распространёнными неразъёмными соединениями являются сварные соединения.
Среди разъёмных соединений основное применение нашли резьбовые соединения, выполняемые с помощью деталей с резьбовыми поверхностями.
1.1. Сварные соединения
Сварное соединение относится к неразъемным соединениям деталей, выполняемых с помощью сварных швов. Сварка широко используется в строительных машинах для изготовления их металлоконструкций (корпусов, рам, стрел, мостов и башен кранов и т.п.).
Сварка деталей основана на использовании сил молекулярного сцепления, которое достигается за счет нагрева материала соединяемых деталей и присадочного материала в зоне сварки до плавления.
Сварка может осуществляться:
плавлением:
– газовая сварка,
– электродуговая сварка;
с разогревом стыка деталей и с применением давления:
– кузнечная сварка,
– сварка трением,
– индукционная сварка,
– электроконтактная сварка.
В настоящее время, освоена сварка всех конструкционных сталей, включая высоколегированные стали, цветных сплавов и пластмасс.
Сварные конструкции дают значительную экономию металла по сравнению с заклепочными и литыми конструкциями.
Наибольшее распространение в строительстве получила ручная электродуговая сварка, а в машиностроении – полуавтоматическая и автоматическая электродуговая сварка в защитной среде (под слоем флюса или в среде углекислого газа).
Электродуговую ручную сварку применяют для соединения труб диаметром до 150 мм и металлических воздуховодов с толщиной листов до 1,5 мм, для сварки металлоконструкций из листового и фасонного профиля толщиной до 20 мм.
Полуавтоматическую и автоматическую сварку применяют для сварки металлоконструкций из листового проката толщиной до 100 мм, трубопроводов диаметром до 1000 мм и более, воздуховодов из алюминия и его сплавов.
Газовая сварка применяется для соединения труб диаметром до 150 мм с их толщиной до 4,5 мм. Температура ацетиленокислородного пламени достигает 3150°С.
Сущность электродуговой сварки состоит в том, что между электродом и соединяемыми деталями возникает электрическая дуга, температура которой достигает 6000…7000°С. При этом оплавляются кромки соединяемых деталей и электрод. Расплавленный металл заполняет шов и после остывания набирает прочность, как правило, не меньшую, чем имеет материал соединяемых деталей.
Расплав металла в шве может окисляться кислородом воздуха. Поэтому для защиты от окисления электрод покрывают защитным слоем - обмазкой, которая, расплавляясь, закрывает место сварки слоем шлака. Такой же эффект получается при сварке деталей под слоем флюса или в среде углекислого газа. Сварка в среде углекислого газа широко используется при соединении оцинкованных труб.
Для осуществления электродуговой сварки применяются передвижные сварочные агрегаты, подсоединяемые к электросети переменного или постоянного тока напряжением 220 или 380 В.
Сварочный трансформатор или сварочный генератор служит для понижения напряжения до 60...80 В (при сварке переменным током) или до 25...27 В (при сварке постоянным током).
При использовании газовой сварки необходимы кислород, ацетилен и сварочная горелка.
По взаимному расположению соединяемых элементов сварные соединения разделяются на следующие группы:
– соединения стыковые,
– соединения нахлесточные (внахлёст),
– соединения тавровые (впритык),
– соединения угловые.
Соединения, свариваемые электродуговой или газовой сваркой, выполняются при помощи стыковых или угловых швов (валиковый шов).
а б
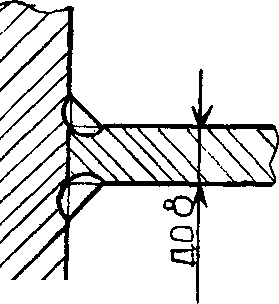

Тавровые соединения
а) без подготовки кромок (угловые швы);
б) с подготовкой кромок (стыковой шов)

Угловой шов