

Тольяттинский Государственный Университет
Кафедра автоматизации технологических процессов и производств
Отчет
Дисциплина: Технологические процессы дискретных автоматизированных производств.
На тему: Процессы токарной обработки
Работу выполнили: Веселова А. С.
Воробьева Д. В.
Гааг А. С.
Горбатюк Ю. А.
Группа: УКб - 1201
Преподаватель: Кандидат технических наук, доцент,
Плеханов В. М.
Тольятти 2015 г.
Содержание
Введение
1.Общие сведения о токарной обработки 2. Токарно-винторезный станок 2.1 Устройство и классификация 2.2 Устройство токарно-винторезного станка на примере модификации 16К20 2.3 Главный привод. Механизм подач. Коробка подач 2.4 Суппорт 2.5 Резцедержатель, фартук и разъемная гайка 2.6 Задняя бабка
3. Приспособления для закрепления заготовок.
Заключение
Список использованных источников
Контрольные вопросы по теме
Введение
Токарная обработка является одной из разновидностей обработки металловрезанием. Она осуществляется срезанием с поверхностей заготовки определенного слоя металла (припуска) резцами, сверлами и другими режущими инструментами.
Вращение заготовки, посредством которого совершается процесс резания, называется главным движением, а поступательное перемещение инструмента, обеспечивающее непрерывность этого процесса,— движением подачи. Благодаря определенному сочетанию этих движений на токарных станках можно обрабатывать цилиндрические, конические, фасонные, резьбовые и другие поверхности.
При токарной обработке измерительные инструменты применяются для определения размеров, формы и взаимного расположения отдельных поверхностей деталей как в процессе их изготовления, так и после окончательной обработки. В единичном и мелкосерийном производстве используются универсальные измерительные инструменты — штангенциркули, микрометры, нутромеры и др., а в крупносерийном и массовом — предельные калибры.
1. Общие сведения о токарной обработки
На
токарных станках обрабатываются
детали типа тел вращения: валы, зубчатые
колеса, шкивы, втулки, кольца, муфты,
гайки и т.д.
Основными
видами работ, выполняемых на токарных
станках,
являются: обработка цилиндрических,
конических, фасонных, торцовых
поверхностей, уступов; вытачивание
канавок; отрезание частей заготовки;
обработка отверстий сверлением,
растачиванием, зенкерованием,
развертыванием; нарезание резьбы;
накатывание (рис. 1).
Инструменты,
применяемые для выполнения этих
процессов, называются режущими. При
работе на токарных станках используются
различные режущие инструменты: резцы,
сверла, зенкеры, развертки, метчики,
плашки, резьбонарезные головки и
др.
Процесс
резания подобен процессу расклинивания,
а рабочая часть режущих инструментов
— клину (рис. 2).
При
действии усилия на резец его режущая
кромка врезается в заготовку, а передняя
поверхность, непрерывно сжимая лежащий
впереди слой металла и преодолевая силы
сцепления его частиц, отделяет их от
основной массы в виде стружки. Слой
металла, срезаемый при обработке,
называется припуском.
Все
способы обработки металлов, основанные
на удалении припуска и превращении его
в стружку, определяются понятием резание
металла. Для успешной работы необходимо,
чтобы процесс резания протекал непрерывно
и быстро. Форма обрабатываемой детали
обеспечивается, с одной стороны,
относительным движением заготовки и
инструмента, с другой, — геометрией
инструмента.
Процесс
резания возможен при наличии основных
движений: главного движения — вращения
заготовки и поступательного движения
резца, называемого движением подачи,
которое может совершаться вдоль или
поперек изделия, а также под постоянным
или изменяющимся углом к оси вращения
изделия.
 Рис.
1. Основные виды токарных работ:
а
- обработка наружных цилиндрических
поверхностей; б - обработка наружных
конических поверхностей; в - обработка
торцов и уступов; г — вытачивание
канавок, отрезка заготовки; д - обработка
внутренних цилиндрических и конических
поверхностей; е - сверление, зенкерование
и развертывание отверстий; ж - нарезание
наружной резьбы; з - нарезание внутренней
'резьбы; и — обработка фасонных
поверхностей; к - накатывание рифлений;
1 проходной прямой резец; 2 - проходной
упорный резец 3 - проходной отогнутый
резец; 4 - отрезной резец; 5 - канавочный
резец; б - расточной резец; 7 - сверло; 8 -
зенкер; 9 - развертка; 10 — резьбовой
резец; 11 - метчик; 12 - фасонный резец; 13 -
накатка (стрелками показаны направления
перемещения инструмента вращения
заготовки)
Рис.
1. Основные виды токарных работ:
а
- обработка наружных цилиндрических
поверхностей; б - обработка наружных
конических поверхностей; в - обработка
торцов и уступов; г — вытачивание
канавок, отрезка заготовки; д - обработка
внутренних цилиндрических и конических
поверхностей; е - сверление, зенкерование
и развертывание отверстий; ж - нарезание
наружной резьбы; з - нарезание внутренней
'резьбы; и — обработка фасонных
поверхностей; к - накатывание рифлений;
1 проходной прямой резец; 2 - проходной
упорный резец 3 - проходной отогнутый
резец; 4 - отрезной резец; 5 - канавочный
резец; б - расточной резец; 7 - сверло; 8 -
зенкер; 9 - развертка; 10 — резьбовой
резец; 11 - метчик; 12 - фасонный резец; 13 -
накатка (стрелками показаны направления
перемещения инструмента вращения
заготовки)
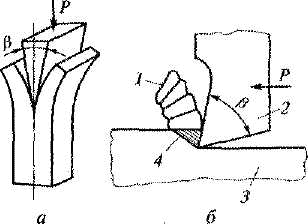 Рис.
2. Схемы работы клина (а) и резца (6):
1
— стружка; 2 — резец; 3 — заготовка; 4 —
снимаемый слой металла; Р сила, действующая
на резей и клин при работе; (5 — угол
заострения.)
Рис.
2. Схемы работы клина (а) и резца (6):
1
— стружка; 2 — резец; 3 — заготовка; 4 —
снимаемый слой металла; Р сила, действующая
на резей и клин при работе; (5 — угол
заострения.)
 Вращение
заготовки называется главным движением,
так как оно выполняется с большей
скоростью. На обрабатываемой заготовке
выделяются следующие поверхности;
обрабатываемая, обработанная и поверхность
резания. При срезании припуска образуется
элемент, называемый стружкой.
Выделяются
следующие виды стружки (рис. 3):
Вращение
заготовки называется главным движением,
так как оно выполняется с большей
скоростью. На обрабатываемой заготовке
выделяются следующие поверхности;
обрабатываемая, обработанная и поверхность
резания. При срезании припуска образуется
элемент, называемый стружкой.
Выделяются
следующие виды стружки (рис. 3):
элементная стружка (стружка скалывания) образуется при обработке твердых и маловязких материалов с низкой скоростью резания (например, при обработке твердых сталей). Отдельные элементы такой стружки слабо связаны между собой или совсем не связаны;
ступенчатая стружка образуется при обработке стали средней твердости, алюминия и его сплавов со средней скоростью резания. Она представляет собой ленту — гладкую со стороны резца и зазубренную с внутренней стороны;
слитая стружка образуется при обработке мягкой стали» меди, свинца, олова и некоторых пластмасс при высокой скорости резания. Эта стружка имеет вид спирали или длинной (часто путаной) ленты;
стружка надлома образуется при резании малопластичных материалов (чугуна, бронзы) и состоит из отдельных кусочков.
 Рис.
4. Токарные станки:
а
— токарно-винторезный, б —
токарно-револьверный, в — лоботокарный,
г — токарно-карусельный
Токарная
обработка выполняется на токарных
станках разных типов, различающихся по
назначению, компоновке, степени
автоматизации и другим признакам.
К
станкам токарной группы относятся:
токарно-винторезные, токарно-револьверные,
лоботокарные, токарно-карусельные (рис.
4), токарные автоматы и полуавтоматы,
токарные станки с программным управлением.
Рис.
4. Токарные станки:
а
— токарно-винторезный, б —
токарно-револьверный, в — лоботокарный,
г — токарно-карусельный
Токарная
обработка выполняется на токарных
станках разных типов, различающихся по
назначению, компоновке, степени
автоматизации и другим признакам.
К
станкам токарной группы относятся:
токарно-винторезные, токарно-револьверные,
лоботокарные, токарно-карусельные (рис.
4), токарные автоматы и полуавтоматы,
токарные станки с программным управлением.