

КВК ПР 2011 2-й семестр / КВК №15 / макет
.pdfГлава 1 Загальні поняття про офсетний плоский друк
1.3. ФОРМИ ОФСЕТНОГО ПЛОСКОГО ДРУКУ
Наприкінці 70-х — початку 80-х років XIX ст. розробляється принципово новий вид плоского друку — офсетний. На відміну від літографії, в ОПД зображення з формної поверхні переноситься на задруковуваний матеріал (ЗМ) через проміжну еластичну (гумову) поверхню.
Розвиток ОПД проходив шляхом заміни літографського каменю металевими пластинами (спочатку цинковими, а потім алюмінієвими та сталевими). ОПД дав змогу значно підвищити продуктивність праці та якість друкованої продукції.
Для ФОПД характерними є такі особливості: друкуючі та пробільні елементи їх лежать в одній площині; поверхня друкуючих елементів гідрофобна (утримує фарбу і відштовхує воду та водяні розчини), а пробільних — гідрофільна (утримує воду та водяні розчини і відштовхує фарбу); розміри друкуючих елементів різні, вони більші на ділянках, які відповідають темним ділянкам відбитка (як і у високому друці), а пробільних — навпаки.
Обладнання для виготовлення ФОПД у сучасній поліграфічній промисловості посідає одне з провідних місць за кількістю виконуваних технологічних операцій і за своєю номенклатурою. Друкарські форми виготовляються фотомеханічними, лазерними та електрографічними способами як на окремих установках, так і на потокових лініях. Ці способи постійно вдосконалюються, що зумовлює подальший розвиток обладнання для виготовлення фотографічних і друкарських форм. Спостерігається тенденція створення обладнання за модульним принципом побудови в поєднанні з пристроями обчислювальної техніки, яка забезпечує автоматизацію технологічних процесів.
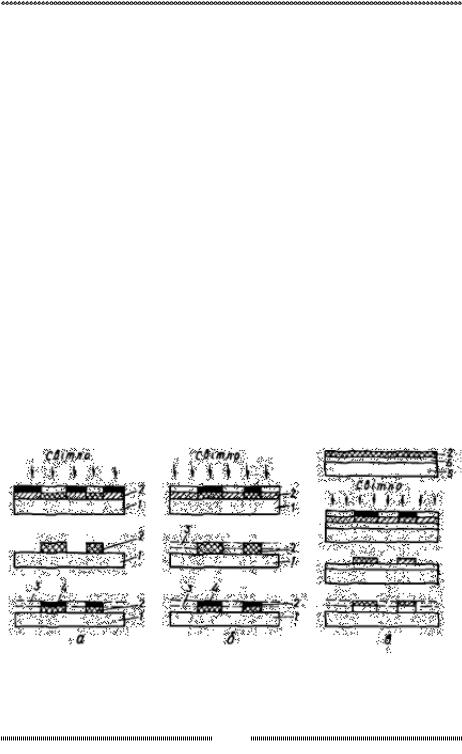
На пробільних і друкарських ділянках ФОПД мають різні фізикохімічні властивості щодо друкарської фарби та зволожувального засобу. У плоскому друці використовується відомий ефект системи жир—вода, який полягає в тому, що вода не здатна змочувати жири. Завдяки цій властивості на формі плоского друку утворюються гідрофільні (олеофобні) поверхні, які сприймають вологість, і гідрофобні (олеофільні), які сприймають друкарську фарбу (рис. 1.3). Ці ділянки створюються зміною властивостей поверхні нанесенням на неї покриття або впливом на структуру її матеріалу.
ФОПД залежно від кількості використовуваних металів (один чи кілька) для створення пробільних і друкуючих елементів можна поділити на дві основні групи: монота поліметалеві. Найчастіше застосовуються формні основи з алюмінію (або його сплаву), вуглецевої чи нержавіючої сталі. Поверхня алюмінієвої або сталевої пластини монометалевих форм залишається без змін, а в поліметалевих формах на неї нарощують шар міді (на ньому далі створюються друкуючі елементи), а зверху нього — шар хрому або нікелю (для створення пробільних елементів).
11
Розділ 1 Традиційні технології та обладнання додрукарських процесів
Вобох випадках на формну пластину наносять копіювальний шар
—негативний (наприклад, хромований полівініловий спирт ПВС або діазосмолу) чи позитивний (похідні ортонафтохінондіазідів) залежно від способу копіювання. На цей шар контактним способом копіюють растрову або штрихову фотоформу: негатив чи діапозитив.
Позитивний спосіб виготовлення ФОПД забезпечує велику точність передачі зображення та стійкість друкуючих елементів у процесі друкування.
1.4. ОФСЕТНІ ФОРМНІ ПЛАСТИНИ
Для виготовлення ФОПД використовуються алюміній, магнієвий сплав алюмінію, вуглецева та нержавіюча сталі. Показники міцності цих металів наведено в табл. 1.1.
Із механічних властивостей металів, найбільш відповідальних за експлуатаційну надійність у процесі друкування, можна виділити міцність, пластичність, опір утомлюваності та зносостійкість. Міцність металу характеризується максимальним умовним напруженням, яке витримує метал при розтягу до руйнування; пластичність визначається як відносне видовження при розтягу. Опір утомлюваності характеризується макси¬мальним напруженням, яке витримує матеріал, не руйнуючись при повторно-змін- них навантаженнях. Зносостійкість металу може оцінюватися за об’ємом зішліфованого металу з урахуванням умов витирання. В табл. 1.1 значення зносостійкості сталі та сплаву алюмінію наведено відносно зносостійкості чистого алюмінію.
Рис. 1.3. Схеми виготовлення офсетних друкарських форм: монометалевої негативним (а) та позитивним (б) копіюваннями, а також поліметалевої травленням металу на пробільних елементах (в): 1 — алюмінієва пластина; 2 — копіювальний шар; 3 — гідрофільна плівка; 4 — фарба; 5 — сталь; 6 — мідь
12

Глава 1 Загальні поняття про офсетний плоский друк
Таблиця 1.1. Показники міцності металів, що застосовуються як основа офсетних форм
|
Механічні властовості |
Кількість |
|
||
Металева |
|
|
перетинів |
Відносна |
|
|
|
||||
Тимчасовий опір |
Відносне |
на трубках |
зносостій- |
||
основа |
|||||
|
розриву, МПа |
видовження, % |
діаметром |
кість |
|
|
|
|
2 мм |
|
|
Алюміній АДІН (0,3 мм) |
135...195 |
4 |
3...8 |
1 |
|
|
|
|
|
|
|
Алюмомагнієвий сплав, АМГ2 |
255...335 |
2 |
6 |
1,2 |
|
(0,3 мм) |
|||||
|
|
|
|
||
Сталь вуглецева 08 КП (0,3 |
315...365 |
34 |
30 |
9,8 |
|
мм) |
|||||
|
|
|
|
||
|
|
|
|
|
|
Крім названих металів, при виготовленні офсетних форм використовуються мідь, нікель і хром у вигляді електролітичних осадів завтовшки
1...8 мкм.
Поверхня офсетних формних пластин має відповідати таким вимогам: бути дуже твердою та зносостійкою для забезпечення тиражостінкості пробільних елементів форми; мати певну мікрогеометрію, шорсткість для забезпечення високої адгезії друкуючих елементів форми; добре змочуватися копіювальним шаром для забезпечення високої адгезії між шаром і поверхнею пластини. Форми, в яких друкуючі елементи створюються на міді, а пробільні на якому-небудь іншому металі (хромі, нікелі, алюмінії, нержавіючій сталі), традиційно називаються біметалевими.
На вітчизняних поліграфічних підприємствах до появи попередньо сенсибілізованих пластин використовувалися шість різних варіантів конструкцій металевих форм. На основу (вуглецеву сталь, алюміній) наносили гальванопокриття: спочатку нікелю (4 мкм), потім міді (10 мкм), хрому (1 мкм) або нікелю (4 мкм). Здобуті поліметалеві пластини служили основою при виготовленні біметалевих друкарських форм способом хімічного або електрохімічного (анодного) травлення верхнього покриття на друкуючих елементах до шару міді.
Таким чином, за конструкцією поліметалевих пластин, які застосовувалися для нанесення копіювального шару, до останнього часу існували такі варіанти їх виготовлення:
1)вуглецева сталь — (нікель) — мідь — хром;
2)вуглецева сталь — (нікель) — мідь — нікель;
3)алюміній — (нікель) — мідь — хром;
4)алюміній — (нікель) — мідь — нікель;
5)алюміній — (нікель) — мідь;
6)нержавіюча сталь — (нікель) — мідь.
У дужках зазначено гальванічне покриття нікелю, яке називається підшаром і наноситься для поліпшення зчеплення міді з вуглецевою сталлю та алюмінієм. Крім підшару нікелю, на поверхню алюмінію наноситься ще один підшар — хімічно осадженого цинку, який сприяє міцному його зчепленню з наступним гальванічним покриттям.
13

Розділ 1 Традиційні технології та обладнання додрукарських процесів
До початку 90-х років у колишньому СРСР у формних процесах використовувалися в основному офсетні форми на біметалевих попередньо сенсибілізованих пластинах. Процес виробництва цього типу пластин був досить складним. Нарощування гальванічним способом на стальну основу шарів міді та хрому, які в процесі виготовлення форм ставали відповідно друкуючими і пробільними елементами, необхідно було контролювати особливо ретельно. Будь-яка похибка могла призвести до явного браку, який міг визначитися лише на стадії виготовлення форм або навіть друкування. Неякісне декопіювання сталевої основи могло призвести до відшарування від неї робочих шарів хрому та міді.
Порушення в рецептурі електролітів або режимів подачі електричного струму могли призвести до такого дефекту, як м’який або пористий хром, що в подальшому впливало на стійкість пробільних елементів друкарської форми. Склад і рівномірність нанесення світлочутливого шару також невпинно слід контролювати. Процеси виготовлення форм на цих пластинах були не менш складними. Задублювання та травлення потребували точного співвідношення робочих розчинів і підтримання постійних концентрацій основних речовин, щоденного коригування. Проте всі ці складнощі та незручності, значна матеріалета енергомісткість були виправдані лише однією обставиною. Тиражостійкість форм, виготовлених на біметалевих пластинах, перевищувала 1 млн. відбитків. Тиражі тодішніх центральних газет і журналів, книг і брошур непорівнянні з теперішніми. Проте навіть у ті роки друкарні оперативної поліграфії, оснащені малоформатними офсетними друкарськими машинами, мали достатній досвід у роботі на монометалі. Лиственицький монометал важко назвати монометалом у сучасному розумінні цього терміна. Чеський «Rominal» вважався панацеєю від усіх бід. Технологічні інструкції про процеси офсетного друку донині базуються на процесах виготовлення форм на цих пластинах, хоча якісний високолініатурний кольоровий друк під час роботи з ними недоступний.
В Україні досі немає свого виробництва попередньо сенсибілізованих офсетних пластин, але ведуться роботи щодо його створення. У зв’язку з цим поліграфічні підприємства можуть скористатися пропозиціями різних фірм-виробників попередньо сенсибілізованих пластин, асортимент яких на світовому ринку постійно збільшується. Понад 50 фірм світу виготовляють сьогодні попередньо сенсибілізовані пластини негативного та позитивного копіювання, монота поліметалеві завтовшки 0,1...0,5 мм, форматом від 370x450 до 1420x1680 мм для друкування малих, середніх і великих тиражів на паперовій, плівковій та металевій основах.
Нині на ринках країн СНД активно працюють такі виробники пластин,
як «Agfa», «Рolychrome», «Du Pont», «Lastra», «Pluri Metal», «Horsell»
та ін. Усі вони працюють через вузьке коло дилерів та дистриб’юторів, які здійснюють поставки від фірм-виробників на різних умовах — згідно з довгостроковими угодами з великими друкарнями або дрібними парті¬ями зі складу.
14

Глава 1 Загальні поняття про офсетний плоский друк
Усі провідні фірми-виробники мають у своєму асортименті декілька різних типів пластин, що різняться за призначенням, типом копіювання (позитивні чи негативні), тиражостійкістю (пробний і малотиражний друк, для високотиражних робіт), способом експонування (традиційний в ультрафіолетових променях, проекційний, лазером за технологією «computer-tо-рlatе» та іншими характеристиками).
Ми зосередимо свою увагу на пластинах, які найчастіше зустрічаються на нашому поліграфічному ринку. Кожна з фірм-виробників представлена у нас одною-двома марками офсетних пластин, які є найуніверсальнішими. Як правило, це пластини позитивного копіювання, що експонуються в ультрафіолетовому (УФ) випромінюванні з довжиною хвилі 400...430 нм, з електрохімічним зернінням поверхні алюмінію. Вони можуть використовуватися як на аркушевих, так і на рулонних машинах, їхня тиражостійкість лежить у межах 100 ... 200 тис. фарбовідбитків. Вартість цих матеріалів практично однакова. До них можна віднести такі най-
відоміші марки: «Оzasol Р5S (Аgfа)», «Virage (Роlуchromе)», «Spartan (Du Роnt)», «Libra Gold (Ноrsell)», «Futura Оrо (Lastrа)», «Місropos (Рluri Меtаl)».
Декілька слів про виготовлення пластин. Перш за все слід відзначити високі вимоги, які ставляться до алюмінію. Кількість домішок інших металів не повинна перевищувати 0,5 %, особливі вимоги — до твердості та опору на розрив. Нерівності поверхні не повинні перевищувати 3 мкм. Алюмінієве полотно, розмотуване з ролів масою в кілька тонн, залежно від його ширини проходить декілька стадій. Початково воно очищується в лужному середовищі. Потім надходить у ванни, де відбувається електрохімічне зерніння поверхні. Раніше при виробництві офсетних пластин зерніння проводили механічним способом. Зараз практично відмовились від цього способу зерніння (одними із винятків є пластини «SPLХ4» фірми «Рlurі Меtаl»), оскільки він не дає потрібної рівномірності. Також завжди треба було пам’ятати про напрямки руху щіток, що впливало на поведінку зволожувального розчину на пластині при друкуванні.
Для чого ж необхідне зерніння? Поверхня алюмінію, що проходить обробку зернінням, може вбирати кількість води в декілька десятків разів більше, ніж гладка поверхня. Висока капілярність поверхні необхідна для досягнення потрібного балансу фарба—зволожувальний розчин при офсетному способі друкування. Для рулонних друкарських машин, що працюють на високих швидкостях, потрібна буде більш розвинута поверхня формного матеріалу, ніж при роботі на аркушевих машинах. Пластини з вищим ступенем зернистості найпридатніші для роботи в регіонах, де спостерігаються значні коливання температур. Також ступінь зернистості впливає на роздільну здатність форм.
Електрохімічне зерніння проводиться в кислоті, як правило, азотній або соляній (залежно від необхідного ступеня розвитку поверхні). Значення напруги електричного струму, що проходить через кислоту, сягає декілька десятків тисяч вольтів. Зокрема, пластини «Оzasol Р5S» зер-
15

Розділ 1 Традиційні технології та обладнання додрукарських процесів
няться в азотній кислоті і різняться більш розвинутою дрібнопористою структурою поверхні алюмінію, на відміну від пластин Р51 цього самого виробника, оброблення яких відбувається в соляній кислоті. Поверхня Р51 має більшу структуру.
Офсетні формні пластини фірми «Аgfа». Одними з найпопулярні-
ших виробників монометалевих офсетних пластин професіонали вважають підприємства «Каllе-Аlbert», що належали донедавна німецькому хімікофармакологічному концерну «Hoechst» (м. Вісбаден).
Тут уперше (ще в 1946 р.) були розроблені попередньо сенсибілізовані пластини марки «Оzasol» негативного і позитивного копіюваннь. Технологічні розробки, виконані півстоліття тому у Вісбадені, ще й сьогодні не втратили своєї наукової та практичної цінності. Концерн «Ноеchst» — відомий виробник хімікатів і різноманітних плівкових матеріалів, зокрема для сухої кольоропроби. Промислове виготовлення пластин «Оzasol» є підсумком тривалих досліджень у галузі оброблення поверхні алюмінію, а також наукових пошуків на теренах фотохімії і технології. Багаторічна праця фахівців дала прекрасний результат — пластини виявилися простими і надійними у використанні. Вони забезпечують високу якість друкарської продукції.
Всесвітньо відома фірма «Аgfа» завжди інвестувала великі кошти як у розробки досконалої технології, так і в розширення свого бізнесу. Важливим фактором, що вплинув на подальший розвиток і розширення ринку формних пластин «Оzasol», стало придбання в 1995 р. бельгійською корпорацією «Аgfа-Gevaert N. V.» у концерну «Ноеchst» права на виробництво пластин. У 1997 р. фірма «Аgfа» придбала аналогічні права у компанії «Du Pont». У результаті корпорація «Аgfа-Gevaert» стала основним виробником офсетних пластин у західній півкулі. Право продажу офсетних пластин «Оzasol» на ринку нашої країни з 1998 р. офіційно надано компанії «МасНоusе», одному з найавторитетніших постачальників електронних додрукарських систем, дистрибутору корпорації «АgfаGevaert» в Україні. Пластини «Оzasol» випускаються під торговельними марками Р (позитивні) та N (негативні). їхній асортимент дуже великий. Він включає індексовані цифрами та літерами матеріали різного призначення — пробного, мало- і багатосерійного виробництв, різних рівнів відтворення інформації, для аркушевого та рулонного, газетного і комерційного, пробного друку, для книжкової продукції, використання в лазерних рекодерах.
Універсальними (придатними для використання в рулонних й аркушевих машинах) вважаються пластини позитивного копіювання Р55, які також призначені для друкування середніх та великих тиражів і рекомендуються для друку методом стохастичного растрування Аgfа CristalRaster. Вони набули визнання в усьому світі, оскільки відтворюють широкий діапазон образотворчої інформації та дрібні штрихові елементи, забезпечують стабільність формних і друкарських процесів за оптимальних ); мов друкарського контакту (ДК).
16

Глава 1 Загальні поняття про офсетний плоский друк
Форми, виготовлені з використанням пластин Р53, відповідають жорстким вимогам щодо якості друку, забезпечують високу тиражостійкість, низьку енергоємність (нетривале експонування — від 40 с). їх застосування є економічно вигідним й екологічно прийнятним (витрати слаболужного проявника — 100... 120 г на їм2 площі пластини). Високий рівень показників забезпечується технологічними особливостями підготовки поверхні основи пластин й оптимальним складом світлочутливої копмозиції. На пластинах «Оzasol» будь-якого типу зображення формується гідрофобним копіювальним шаром. Він активно відштовхує воду і прекрасно сприймає друкарську фарбу. Гідрофільні ділянки пробільних елементів формуються на спеціальному шарі, створеному на алюмінієвій основі пластини. Копіювальний шар є композицією на основі водонерозчинних плівкоутворювальних смол з діазосполуками або фотополімеризаційною композицією. Містить також мікропігментні частинки, що полегшують візуальний контроль і, виступаючи над поверхнею (дисперсійність абразивного пігменту — близько 4 мкм), забезпечують виняткові умови для швидкого досягнення вакууму в копіювальній рамі та створення відмінного контакту між формою і світлочутливим шаром під час експонування. Щільне рівномірне притиснення в момент нарощення вакууму забезпечується завдяки виходу повітря своєрідними «коридорами» між пігментними частинками.
Використовуючи пластини «Оzasol», застосовують різні способи експонування: традиційними УФ променями в копіювальних рамах через негатив або позитив (виготовлені класичними методами або за техноло-
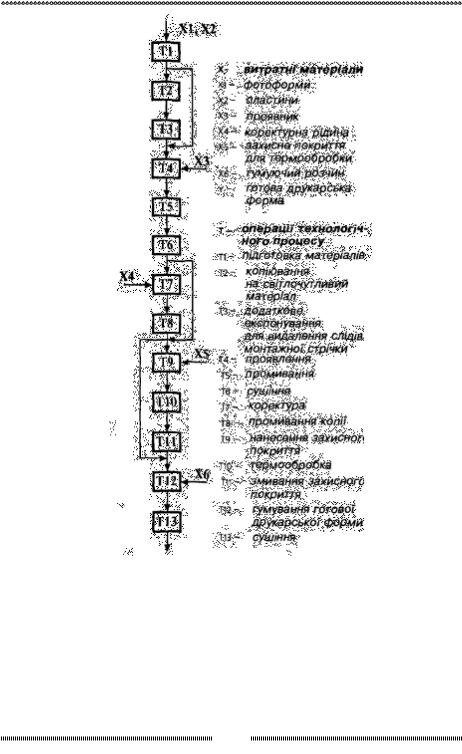
гією «соmputer-tо-film»), лазером (за технологією «computer-to-р1аtе» чи «соmputer-tо-рrеss»). Монометалеві офсетні формні пластини (Р) із світлочутливою композицією на основі ортонафтохінондіазидів є позитивнопрацюючими, тобто розрахованими на копіювання монтажів позитивів (рис. 1.4.). Під час експонування (Т2) (пік спектральної чутливості розташовується в зоні 370 нм) променевий потік ініціює фотохімічну реакцію на опромінених ділянках копіювального шару. Діазосполука розкладається. Поверхня проекспонованих ділянок копіювального шару набуває гідрофільності, що посилюється під час проявлення (Т4) у водних розчинах фосфатів або силікатів.
Рештки зруйнованого копіювального шару видаляються з пробілів під час промивання (Т5). Помічені на поверхні пробільних ділянок плями, сліди від липкої стрічки, зайві позначки видаляють розчином для коректури копій (Т7). Якщо необхідно забезпечити тиражостійкість друкарських форм для тиражу, більшого за 100 тис. відбитків, то рекомендується виконати термообробку (Т9—Т11). Нетривале нагрівання (до 6 хв.) за температури 250 0С у кілька разів підвищує міцність та зносостійкість основи друкуючих елементів. Заключні операції з виготовлення офсетних друкарських форм на основі пластин «Оzasol» — нанесенім тонкого захисного шару (гумування) і сушіння (ТІ2, Т13). Технічні характеристики стандартних універсальних пластин позитивного копіювання Р53 наведено в табл. 1.2.
17
Розділ 1 Традиційні технології та обладнання додрукарських процесів
Рис. 1.4. Технологічна схема виготовлення монометалевих офсетних друкарських форм
Світлочутливий шар пластин негативного копіювання є компо¬зиція на основі діазосполук або фотополімерів. Відповідно, крім світлочутливої діазосполуки, до композиції входять зв’язувальний (смола) і контрастний (барвник) агенти. Фотополімерний копіювальний шар містить ініціюючу систему, чутливу до УФ світла, що складається з фотоініціатора, чутливого агента та мономерів, які здатні утворювати полімери під впливом полімеризації.
18

Глава 1 Загальні поняття про офсетний плоский друк
Таблиця 1.2. Технічні характеристики монометалевих офсетних форм на основі алюмінієвих пластин «ОZASOL Р5S»
Показник |
Позначення |
Номінальне |
|
значення |
|||
|
|
||
Мінімальний розмір растрових точок (для образо- |
S, % |
2 |
|
творчої продукції) |
|
|
|
Різнотовщинність форм одного комплекту для |
мм |
0,01 |
|
пластин завтовшки 0,15...0,3 мм |
|
|
|
Роздільна здатність |
R, мм |
12 |
|
Видільна здатність |
L, мкм |
4...10 |
|
Тиражостійкість: |
тис. відбитків, min |
|
|
без термообробки |
|
100...200 |
|
з термообробкою |
Rп, мкм |
До 500 |
|
Шорсткість поверхні |
0,4 |
||
Відхилення у передаванні тональності |
S, % |
7 |
|
Повнота проявлення копії |
Повністю проявлені поля з |
||
Dшк = 0,30...0,75 Б |
|||
|
|||
Спотворення розмірів штрихів при їхній ширині: |
% |
|
|
< 1 мм |
|
8 |
|
> 1 мм |
|
2,5 |
|
Під час експонування (Т2) шару на основі діазосполуки ініціюється ланцюгова реакція, яка приводить до утворення макромолекул. Світлочутливий компонент фотополімерного шару абсорбує енергію опромінення і передає її фотоініціатору, зумовлюючи утворення радикалів, що приводить до початку полімеризації. Таким чином, на експонованих ділянках копіювального шару формується структура просторовозшитого полімеру. Непроекспоновані частини копіювального шару розчиняються і вимиваються проявником (Т4).
Офсетні монометалеві пластини фірми «Роlуchromе-Роаr». Міжна-
родна компанія «Коdак-Роlуchrome Grafiks» — всесвітньо відомий постачальник офсетних формних пластин. Вона на науковому рівні досліджує формні процеси та постійно впроваджує у цій галузі нові розробки, щоб задовольнити будь-які технологічні та виробничі вимоги. В асортименті фірми —широкий спектр офсетних формних пластин різноманітних напрямів застосування і технологічних можливостей щодо призначення та номенклатури друкарського обладнання, що обслуговує процеси книжкового, газетно-журнального, бланкового виробництв; випуск багатофарбової рекламної та пакувальної продукції.
«Роlуchromе-Роаr» — це підрозділ компанії «Коdак-Роlychromе Grafiks» на Балканах, де виготовляються офсетні пластини на такому самому обладнанні з використанням тієї самої технології, що й на головному підприємстві в Німеччині. Спільне українсько-болгарське підприємство «СКС-Україна» є офіційним дистрибутором фірми «Роlychromе-Роаr», яка випускає попередньо сенсибілізовані алюмінієві офсетні пластини РР- 1, що успішно використовуються на підприємствах України.
19

Розділ 1 Традиційні технології та обладнання додрукарських процесів
Алюмінієві попередньо сенсибілізовані офсетні пластини типу РР-1 призначені для виготовлення високоякісних офсетних форм методом позитивного копіювання для аркушевих і рулонних машин. Підготовка поверхні основи включає електрохімічне зерніння з оксидуванням та наповненням оксидної плівки, створення спеціального гідрофільного підшару. Цим забезпечуються висока тиражостійкість та стабільність гідрофільних якостей пробільних елементів.
Середнє значення мікронерівностей поверхні алюмінію (показник шорсткості) становить 0,4...0,7 мкм, алюмінієвий прокат містить 99,5% алюмінію. Оптимальна маса 1 м2 анодованої плівки становить 2,7 г із допустимими відхиленнями ± 15%. Оптимальна маса 1 м2 копіювального шару дорівнює 1,9...2,1 г. Пластини мають високу роздільну здатність, що дає змогу відтворювати розмір штриха на копії завширшки 10... 12 мкм; 2- та 99%-ні растрові точки. Показник світлочутливості пластин РР- 1 у 1,5...2 рази вищий порівняно з пластинами УПА-1 (ДОЗАКЛ), що сприяє скороченню часу експонування. Кольоровий контраст між друкуючими та пробільними елементами більш помітний, ніж у пластинах УПА-1 та ROMINAL. До складу копіювального шару РР-1 входить яскрава синя фарба. Це значно полегшує коригування та контроль якості копій.
Пластини РР-1 мають спеціальний гідрофільний підшар. Вони не потребують традиційного оброблення гідрофілізуючим розчином, що містить ортофосфорну кислоту (травлення). Головне — правильно вибрати час експонування та забезпечити повне проявлення копіїї. Після експонування треба проявити п’яте поле напівтонової сенситометричної шкали СНШ-К. Виробничі випробування показали, що тиражостійкість пластин сягає 80... 100 тис. відбитків без термообробки. Для збільшення тиражостійкості пластин РР-1 у 2...2,5 рази можна застосовувати термообробку при температурі 220 °С протягом 7... 10 хв. У цьому разі після проявлення перед випалюванням на форму наноситься спеціальний розчин, який запобігає окисленню пробільних елементів.
Крім того, під час випробувань встановлено такі переваги пластин РР-1:
-добре утримання вологи на формах під час друкування;
-швидке створення оптимального балансу «фарба-вода»;
-простота і стандартність процесу виготовлення офсетних форм;
-стійкість копіювального шару до дії зволожувального розчину, що містить спирт.
Використання пластин фірми «Роlychromе-Роаr» дає змогу підвищити якість друкованої продукції, тиражостійкість, забезпечити стабільність копіювального та друкарского процесів, значно зменшити виробничі витрати. Тісне співробітництво із заводом «Ро1уchromeе-Роаr» дає змогу фірмі «СКС-Україна» мати на складі в м. Києві постійний запас пластин найпопулярніших форматів і досить швидко виконувати замовлення. Усім своїм клієнтам фірма «СКС-Україна» надає техніко-економічну інформацію про використання офсетних форм, у разі потреби проводить практич-
20