

Определение усилия прессования.
По характеру силовых и деформационных условий процесс прессования можно разделить на четыре периода (Рисунок 38):

Типичный график усилия прессования.
распрессовка слитка в контейнере и заполнение металлом всего объема контейнера и очага деформации матрицы.
начальная стадия прессования.
течение основной массы металла из матрицы.
течение захоложенной части слитка.
Соответственно полное усилие пресса состоит из четырех составляющих, которые преодолевает гидроцилиндр:
![]()
где
![]() – усилие для осуществления деформации;
– усилие для осуществления деформации;
![]() – усилие для преодоления сил трения
слитка о боковые стенки контейнера;
– усилие для преодоления сил трения
слитка о боковые стенки контейнера;
![]() – усилие для преодоления сил трения в
боковых поверхностях очага деформации
в матрице;
– усилие для преодоления сил трения в
боковых поверхностях очага деформации
в матрице;
![]() – усилие для преодоления сил трения в
калибрующем пояске.
– усилие для преодоления сил трения в
калибрующем пояске.
Составляющие полного усилия определяются по формулам И.Л.Перлина:
а) для сплошного профиля:
 ,
,
где
![]() – вытяжка;
– вытяжка;
![]() – допустимая вытяжка;
– допустимая вытяжка;
![]() – угол наклона образующей матрицы к
ее оси (Рисунок 39);
– угол наклона образующей матрицы к
ее оси (Рисунок 39);
![]() – диаметр контейнера;
– диаметр контейнера;
![]() – сопротивление деформации.
– сопротивление деформации.
![]() ,
,
где
![]() – длина распрессованной заготовки;
– длина распрессованной заготовки;
![]() ,
,
где
![]() - площадь сечения контейнера;
- площадь сечения контейнера;
![]() - площадь сечения изделия.
- площадь сечения изделия.
 ,
,
где
![]() - поперечное сечение элемента контура;
- поперечное сечение элемента контура;
![]() - средняя толщина стенок элементов
профиля.
- средняя толщина стенок элементов
профиля.

Схема матрицы.
![]() ,
,
где
![]() – диаметр контейнера;
– диаметр контейнера;
![]() – высота очага деформации;
– высота очага деформации;
![]() – коэффициент трения в контейнере;
– коэффициент трения в контейнере;
![]() ;
;
где
![]() – коэффициент трения в матрице;
– коэффициент трения в матрице;
![]() ,
,
где
![]() – длина калибрующего пояска;
– длина калибрующего пояска;
![]() – площадь поверхности калибрующего
пояска.
– площадь поверхности калибрующего
пояска.
![]() – коэффициент трения пояска;
– коэффициент трения пояска;
б) для трубы
 ,
,
где
![]() – наружный диаметр трубы;
– наружный диаметр трубы;
![]() – внутренний диаметр трубы;
– внутренний диаметр трубы;
![]()
где
![]() – коэффициент трения матрицы;
– коэффициент трения матрицы;
![]() ,
,
где
![]() – коэффициент трения матрицы;
– коэффициент трения матрицы;
![]() ,
,
где
![]() – коэффициент трения пояска.
– коэффициент трения пояска.
Волочение металлов.
Обработка металлов волочением, т.е. протягиванием прутка через отверстие, размеры которого меньше, применяют для производства проволоки диаметром от 0,002÷10 мм, стальные пруткидо 500мм, трубыот 0,002400мм, фасонные профили и т.д. Волочение чаще всего выполняют при комнатной температуре, когда пластическая деформация сопровождается наклепом и наличием трения скольжения по всей контактной поверхности. В любом слое, находящемся на некотором расстоянии от центрального кроме деформации растяжения, происходит сдвиг и изгиб, причем чем дальше слой от оси протягиваемого прутка тем больше сдвиг и изгиб. За счет сил трения на поверхности прутка, создается задерживание поверхностных слоев, что приводит к разности скоростей частиц металла по сечению.
Возможность протягивания прутка через отверстие волоки ограничивается предельными условиями: усилие волочения не должно создавать напряжения в передней части прутка, превышающие предел текучести, что может привести к остаточным деформациям, разрыву. По этой причине волочение горячего металла практически не применяется.
Установлено, что до 80% общего усилия волочение расходуется на преодоление сил трения. Это ограничивает практическое значение единичной вытяжки до 1,5. Контактные силы трения повышают среднюю температуру проволоки до 250, а температуру контактной поверхности до 700. Это создает условия повышенного износа инструмента, налипания металла на контактную поверхность волоки, увеличивает обрывы проволоки.
Для уменьшения сил трения используют смазку. Для увеличения вытяжки прикладывают противонатяжение к заднему концу прутка, что снижает сопротивление металла деформированию, уменьшает влияние контактного трения.
Положительные влияния на силовые условия волочения показало приложение ультразвуковых колебаний и высокочастотных низковольтных импульсов к волочильному инструменту.
При волочении полых изделий наблюдается много общего с обработкой волочением цельных прутков.
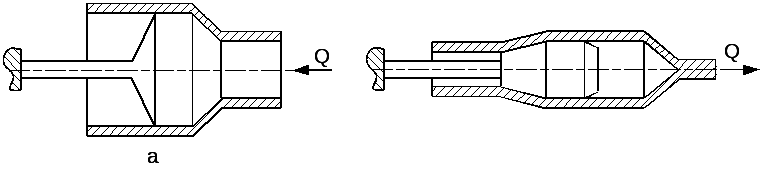
Волочение труб может выполняется четырьмя способами (Рисунок 40):
без оправки;
на короткой оправке;
на длиной оправке;
на плавающей оправке.

Способы волочения труб:а– на короткой оправке;б– без оправки;в– на длинной оправке;г– на плавающей оправке.
При волочении без оправки наблюдается уменьшение наружного и внутреннего диаметров трубы, при этом стенка трубы может сохраняться неизменной, утончаться или утолщаться в зависимости от формы очага деформации. При волочении на оправке всегда происходит уменьшение стенки трубы.
Волочение на плавающей оправке широко применяется при волочении медных труб на барабанных волочильных станах. В тех случаях, когда требуется увеличить диаметр трубы, применяют раздачу волочением (Рисунок 41) при осевом сжатии и осевом растяжении.
Способы раздачи труб.