

Лекция №7. Техническая диагностика машин и оборудования
Основные сведения о технической диагностике. Недостатком действующей системы планово-предупредительных ремонтов является слабая ориентация на техническое обслуживание оборудования, в том числе, и на его важную составляющую часть — диагностику. Например, в соответствии с системой планово-предупредительных ремонтов, нормы затрат труда на техническое обслуживание технологического оборудования, в среднем, не превышают 25—30% всех трудовых затрат.
Как известно из практики, то или иное оборудование направляют в ремонт обычно после определенного срока эксплуатации или каких-либо явных нарушений и отклонений в его работе. Однако в связи с тем, что условия работы однотипных машин часто не одинаковы, их техническое состояние к моменту выхода в ремонт бывает различным. Оборудование нередко ремонтируется преждевременно только потому, что это положено в связи с истечением установленного срока его эксплуатации. Особенно важен точный учет машинного времени работы, когда осуществляется непосредственная отработка оборудования.
Не допустить направление в ремонт оборудования с недоиспользованным ресурсом, ранее экономически и технически допустимой величины его износа, может только правильно организованное техническое диагностирование оборудования. Поэтому в настоящее время большое значение имеет диагностика всех видов оборудования.
Одна из основных задач диагностики технического состояния элементов машины — наиболее полное использование ресурса ее основных агрегатов.
Процесс изнашивания машин носит случайный характер, поэтому ресурс их агрегатов — случайная величина, а ресурсный отказ конкретного элемента, агрегата происходит в случайный момент времени, который без применения диагностики нельзя предсказать и предотвратить.
Прогнозируя остаточный ресурс изделий от момента контроля до их предельного состояния, можно обеспечить разумное управление техническим состоянием машины и полнее использовать ресурс агрегатов при условии сохранения уровня их безотказности в прогнозируемый период.
С расширением применения сложного автоматизированного оборудования его техническое обслуживание, предвидение возможных отказов на основе диагностики его состояния приобретает особо актуальное значение. И это вполне закономерно, так как задача технического обслуживания заключается в непрерывном наблюдении за состоянием оборудования и, при определенных изменениях технических характеристик, в осуществлении мероприятий, предотвращающих непредвиденный или окончательный его выход из строя и обеспечивающих возможность экономически эффективного обслуживания и ремонта.
Некоторые приемы непрерывного наблюдения за техническим состоянием технологического оборудования применяются на практике уже давно.
Метод диагностики и прогнозирования времени наступления ремонта содействует продлению сроков службы оборудования и сокращает излишние работы, связанные с его ремонтом. Помимо общего улучшения состояния оборудования это позволяет изменить структуру ремонтных работ — сокращает число и трудоемкость ремонтов и увеличивает объем работ именно технического обслуживания.
Почти полностью исключаются случаи непредвиденного аварийного выхода оборудования из строя (что нередко ведет к многочисленным простоям оборудования и рабочих, отрицательно сказывается на выполнении производственных программ), а также случаи окончательного выхода из строя оборудования из-за технической невозможности или экономической нецелесообразности его ремонта после аварии. Диагностика повышает ответственность работника за содержание и эксплуатацию оборудования. Все это значительно сокращает общие затраты на ремонт и эксплуатацию оборудования. Применение технической диагностики оборудования не уменьшает значения разработки и внедрения эффективных систем ремонта оборудования. Даже зная заранее, при помощи соответствующих диагностических средств, время отказа определенной части оборудования, конкретное время ее замены должно быть установлено экономическим расчетом.
Основные понятия и определения. Диагностика — отрасль науки, изучающая и устанавливающая признаки неисправного состояния, а также методы, принципы и средства, при помощи которых дается заключение о характере и существе неисправностей системы без ее разборки и производится прогнозирование ее ресурса. Техническая диагностика машин представляет собой систему методов и средств, применяемых при определении технического состояния машины без ее разборки. При помощи технической диагностики можно определять состояния отдельных деталей и частей машин, производить поиск неисправностей, вызвавших остановку или ненормальную работу машины.
На основе полученных при диагностике данных о характере износа деталей и частей машины в зависимости от времени ее работы техническая диагностика позволяет прогнозировать техническое состояние машины на последующий срок работы после диагностирования.
Техническая диагностика возникла и развивается как раздел теории измерений. Ее содержание заключается в изучении и обосновании способов косвенных измерений скрытых параметров механизма по характеру его функционального поведения.
Объектом технической диагностики может быть техническое устройство или его элемент. Однако в класс рассматриваемых объектов может быть включён агрегат любой сложности.
Механизм можно рассматривать в двух аспектах; с точки зрения структуры и способа функционирования. Каждый из аспектов имеет особенности, описываемые своей системой понятий.
Под структурой системы понимается определенная взаимосвязь, взаиморасположение составных частей (элементов), характеризующих устройство и конструкцию системы.
Параметр — качественная мера, характеризующая свойство системы, элемента или явления, в частности, процесса. Значение параметра — количественная мера параметра.
Структура механизма определяется предписываемыми ему функциями (например, кривошипно-шатунный механизм, планетарный механизм и др.). При структурном подходе имеют дело с размерами и формой деталей, с зазорами в кинематических парах и сопряжениях и с другими свойствами элементов механизма, обеспечивающими его нормальную работу.
Основным понятием технической диагностики, связанным со структурным аспектом, будет состояние механизма (неисправность, работоспособность и т. п.).
Свойства структуры механизма
в некоторый момент времени могут быть
охарактеризованы совокупностью
структурных параметров х![]() ,
х'2,
. . ., х'п.
,
х'2,
. . ., х'п.
Структурный параметр — качественная
мера, характеризующая свойство
структуры системы или ее элемента
(геометрическая форма, размеры,
шероховатость поверхности элементов
и др.).
Структурные параметры
х
![]() — переменные величины.
При изготовлении механизма они зависят
от различных технологических
факторов, а в период эксплуатации — от
степени износа и разрушения деталей.
Чтобы задать начало отсчета параметров
вводят понятие идеального механизма.
— переменные величины.
При изготовлении механизма они зависят
от различных технологических
факторов, а в период эксплуатации — от
степени износа и разрушения деталей.
Чтобы задать начало отсчета параметров
вводят понятие идеального механизма.
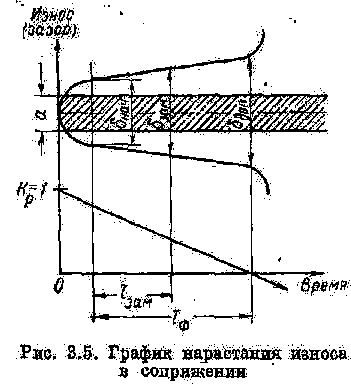
Рисунок 6.1 – График нарастания
износа в сопряжении.
Под идеальным механизмом подразумевается воображаемая система, структура которой с абсолютной точностью соответствует проекту (номиналу). В идеальном механизме отсутствуют какие бы то ни было нарушения и дефекты. Прогнозирование технического состояния механизма может быть осуществлено путем определения коэффициентов работоспособности, которые позволяют оценить не только пригодность проверяемых частей, но и предсказать время их отказа.
На рис. 6.1 в качестве примера показано нарастание износа в сопряженных деталях, вызывающее изменение коэффициента работоспособности:
![]() (6.1)
(6.1)
где
![]() зам
— замеряемый зазор;
зам
— замеряемый зазор;
![]() доп
— допустимый зазор.
доп
— допустимый зазор.
Если
![]() зам
=
зам
=
![]() доп,
то Кр
= 0
доп,
то Кр
= 0
Если
![]() зам
= 0, то Kр
= 1, т. е. 0 < Кр
< 1
зам
= 0, то Kр
= 1, т. е. 0 < Кр
< 1
Если
![]() зам
>
зам
>
![]() доп,
то Kр
<0.
доп,
то Kр
<0.
Отрицательная величина
коэффициента свидетельствует об
аварийном характере износа проверяемых
деталей. На основании
опыта принимаем, что
зазор
![]() нач
в конце приработки примерно в 2 раза
больше предусмотренного конструкцией
допуска а в подвижном
сопряжении. Тогда можно записать:
нач
в конце приработки примерно в 2 раза
больше предусмотренного конструкцией
допуска а в подвижном
сопряжении. Тогда можно записать:
![]() зам
зам
![]() 2(а
+
2(а
+![]() tga).
tga).
Где
![]() —
наработка, соответствующая зазору
—
наработка, соответствующая зазору![]() зам;
tg
зам;
tg
![]() — интенсивность
изнашивания.
— интенсивность
изнашивания.
Таким образом, коэффициент работоспособности Кр уменьшается с увеличением пробега и будет иметь значение
![]() (6.2)
(6.2)
где В —
постоянная для данных
сопряженных деталей величина (так как
а,
![]() и
и
![]() доп
постоянны).
доп
постоянны).
По величине коэффициента
работоспособности можно судить об
остаточном ресурсе (![]() )
до появления отказа в агрегате. Из рис.
3.5 следует, что приKр
)
до появления отказа в агрегате. Из рис.
3.5 следует, что приKр
![]() 1
1
![]()
![]() =
=
![]() ,
а приKр
,
а приKр
![]() 0
0
![]()
![]() = 0.
= 0.
Параметры диагностического сигнала. Этот класс функций состояния включает в себя числовые характеристики различных выходных процессов, сопутствующих работе механизма и доступных для непосредственного измерения.
Сами по себе процессы, образующие диагностический сигнал, как правило, не имеют существенного значения с точки зрения работоспособности механизма. Однако в диагностике их роль существенна: они служат источником информации о состоянии механизма.
Обозначим параметры диагностического сигнала через s1, s2, . . ., sm. На их совокупность можно наложить рассмотренные выше условия минимальности и полноты.
Совокупность параметров сигнала будет полной, если через эти параметры можно однозначно выразить каждый параметр состояния механизма.
Если существуют однозначные функции
![]() (6.3)
(6.3)
для каждого из п параметров хi, то совокупность параметров
![]() (6.4)
(6.4)
полна с точки зрения решаемой задачи.
В связи с неизбежными ошибками измерения параметров сигнала на них обычно накладывают несколько ослабленное требование полноты, а не в виде соотношения (6.3).
Если хi,
— истинное значение
параметра состояния в момент времени
t,
а
![]() ,
s2,
. . ., sm
— значения параметров
сигнала в тот же момент, то совокупность
параметров сигнала можно
считать полной при
,
s2,
. . ., sm
— значения параметров
сигнала в тот же момент, то совокупность
параметров сигнала можно
считать полной при
![]() (6.5)
(6.5)
где
![]() ;
— допустимая ошибка в определении
параметра состояния.
;
— допустимая ошибка в определении
параметра состояния.
Теперь введем одно из основных понятий диагностики — понятие диагностического сигнала.
Диагностическим сигналом будем называть полную совокупность функций состояния sl, s2, . -, sm, каждая из которых может быть непосредственно измерена на работающем механизме.
Функции состояния, в частности, диагностический сигнал s1, s2, . . ., sm, снимаемый с механизма, определяются не только его состоянием х1,х2, . . ., хп, но и другими переменными, называемыми внешними условиями.
Внешние условия, определяющие работу механизма, можно разделить на три группы факторов:
1) управляющие, которые могут изменяться персоналом, производящим диагностирование, по его усмотрению. К ним относится, например, установка рычагов управления механизмом;
2) контролируемые, которые в процессе диагностирования можно измерить, но нельзя изменить. К ним, например, относится состояния среды, в которой работает механизм (температура и состав окружающего воздуха, напряжение и частота тока в сети и др.).
3) неконтролируемые — это всевозможные флуктуации окружающей среды, контроль которых затруднен. Неконтролируемые факторы вносят погрешность в диагностическое решение и поэтому называются помехой. Диагностические сигналы должны по возможности удовлетворять следующим требованиям:
1) доступности и точности измерения;
2) каждое значение измеренного диагностического параметра должно однозначно определять значение структурного параметра, т.е. размеры детали, величину зазора в сопряжении и т. д.
3) должны иметь достаточно широкий диапазон изменения диагностического параметра, соответствующего определенному интервалу изменений структурного параметра.
Средства диагностики технического состояния оборудования. Средства диагностики технического оборудования служат для фиксирования и измерения величины диагностических признаков (параметров). Для этого применяют приборы, приспособления и стенды сообразно характеру диагностических признаков и методам диагностики.
Значительное место среди них занимают электроизмерительные приборы (вольтметры, амперметры, осциллографы и др.). Для этой цели электрические измерительные приборы снабжают датчиками.
При диагностике механизмов наиболее часто используют: датчики сопротивления, концевые, индукционные, оптические и фотоэлектрические датчики, при помощи которых можно измерять зазоры, люфты, относительные перемещения, скорость и частоту вращения проверяемых деталей; термосопротивления, термопары и биметаллические пластины для измерения теплового состояния деталей; пьезоэлектрические и тензометрические датчики для замера колебательных процессов давления, биении, деформаций и др.
Одно из положительных качеств электроизмерительных приборов — удобство получения информации, а также в перспективе возможность ее анализа при помощи счетно-решающих устройств.
В зависимости от полноты и степени механизации технологических процессов диагностику можно проводить выборочно, только для контроля технического состояния отдельных механизмов, или комплексно для проверки сложных агрегатов, таких как двигатель, и наконец, комплексно для диагностики машины в целом.
Во втором случае приборы комбинируют в виде передвижных стендов, а в третьем случае — ими комплектуют датчики и пульты управления стационарных стендов.
Передвижным комплексным средством диагностики является ходовая диагностическая станция. Она может обеспечивать диагностику технического состояния автомобилей в местах их временного размещения. Компоновка ходовой диагностической станции возможна на базе прицепа достаточно большой грузоподъемности.
Основными требованиями к средствам диагностики являются: обеспечение достаточной точности замеров, удобство и простота использования при минимальной затрате времени.
В дальнейшем, помимо различных приборов, индикаторов узкого назначения, в систему диагностических средств следует включать комплексы электронной аппаратуры.
Эти комплексы могут состоять из датчиков — органов восприятия диагностических признаков, блоков измерительных приборов, блоков обработки информации в соответствии с заданными алгоритмами и, наконец, блоков хранения и выдачи информации в виде запоминающих устройств для преобразования информации в удобный для использования вид.
Место диагностики в техническом процессе технического обслуживания. Диагностика является составной частью технического обслуживания машин. Она должна органически сливаться с технологическими процессами технического обслуживания и служить целям повышения его качества. В связи с этим очень важно определить задачи диагностики и ее место в системе ремонта машин.
Практически диагностика технического состояния машин может выполняться: перед техническим обслуживанием или ремонтом, в ходе этих работ или же после их выполнения.
Кроме того, возможна эпизодическая диагностика во время приемки машин при их проверке работниками технической инспекции, при подготовке к длительной работе в отрыве от базы. По объему, методам и глубине операций она может быть комплексной (называемой также общей) и поэлементной.
Комплексная диагностика выявляет нормальное функционирование, эффективность, работоспособность машины (агрегата) в целом. Цель ее — определить соответствие нормам выходных эксплуатационных показателей проверяемых агрегатов по их основным функциям. Примером такой диагностики может быть определение мощности и топливной экономичности двигателя, производительности и долговечности насоса, потерь в трансмиссии, процента буксования сцепления и т. д.
Поэлементная диагностика определяет причину нарушения работы агрегатов (механизмов) обычно по сопутствующим косвенным признакам; например, причину потерь мощности двигателя — по компрессии или прорыву газов в картер, причину повышенного расхода топлива — по уровню в поплавковой камере карбюратора или производительности жиклеров, причину потерь в трансмиссии — по вибрациям и нагревам и т. п. Однако в этом случае конкретизация причин неисправностей доводится лишь до такого уровня, при котором выявляется потребность снятия или разборки проверяемого механизма.
Вообще диагностику, как правило, проводят на нескольких уровнях:
1) на уровне машины в целом;
2) на уровне ее агрегатов;
3) на уровне систем, механизмов и деталей и др.
При этом на каждом из перечисленных уровней определяют техническое состояние, главным образом, двухмерно. Это означает, что диагностика должна дать однозначный ответ: нуждается или не нуждается в настоящее время проверяемый агрегат в ремонте или техническом обслуживании с учетом обеспечения безотказной работы до очередного планового технического воздействия. Если техническое состояние проверяемого агрегата не соответствует нормам и он состоит из нескольких самостоятельных механизмов, то необходима поэлементная диагностика каждого из этих механизмов и т. д.
Место диагностики в технологическом процессе технического обслуживания машины зависит от развития ее методов и средств. Так, при недостаточной механизации и автоматизации диагностических операций сосредоточение диагностики в одном месте делает ее очень трудоемкой работой, а большой объем полученной при этом разрозненной, несистематизированной диагностической информации затрудняет практическое использование результатов. И наоборот, включение всех диагностических работ в технологический процесс технического обслуживания неизбежно тормозит его и нарушает ритмичность. Поэтому при решении вопроса о месте диагностики не следует искать единых, универсальных форм. Необходимо в соответствии сданным уровнем механизации диагностических работ исходить, во-первых, из обеспечения удобства технического обслуживания и ремонта и, во-вторых, из периодичности, обусловленной заданным уровнем безотказной работы.
В дальнейшем после создания достаточно эффективных и высокопроизводительных средств, диагностика станет обязательной операцией, предшествующей любому техническому обслуживанию или ремонту. Введение диагностики в технологический процесс технического обслуживания неизбежно повлечет за собой ряд изменений, потребует пересмотра значительной части объемов профилактических работ и выделения из них необязательных операций, выполняемых по результатам диагностики, т. е. по потребности. В дальнейшем возможно развитие так называемой «бортовой диагностики», т. е. диагностики при помощи штатных приборов машины, фиксирующих в ходе эксплуатации расход ресурса и снижение параметров работоспособности.
Литература: 2 осн. [298-300], 3 осн. [69-82], 13 доп. [40-48]
Контрольные вопросы:
1. Что такое диагностика?
2. Какие виды диагностических параметров знаете?
3. Какие виды диагностических сигналов знаете?
4. Назовите виды диагностических средств.