

ФХОМиНТ №3 / Семинар № 08 / Все о пайке макс / Дефекты пайки 2
.docxЭкономичная система автоматической оптической инспекции электронных модулей на печатных платах VT9300C
Трудоемкость производства электронных модулей на печатных платах в значительной степени определяется стоимостью проведения ремонтов для устранения технологических дефектов. При этом стоимость локализации дефекта составляет, как правило, 90% стоимости ремонта. Наиболее эффективным средством для решения указанных проблем в настоящее время являются системы автоматической оптической инспекции. Один из мировых производителей таких систем — транснациональная компания ORBOTECH Ltd. предлагает новое экономичное решение — систему VT9300C, отвечающую самым высоким требованиям современных производств электронной аппаратуры.
Автоматическая оптическая инспекция — осознанный выбор
Неуклонное повышение сложности электронных модулей на печатных платах: увеличение плотности монтажа компонентов и количества выводов интегральных микросхем при сокращении расстояний между ними — диктует новые подходы в организации производства.
Рассмотрим современное производство электронных модулей с производительностью 20 тыс. компонентов в час. Для обеспечения заданной производительности производство должно быть оснащено двумя современными установками для автоматического монтажа SMD-компонентов. Норма дефектов для самых современных автоматов составляет 50 ppm, то есть 50 компонентов из 1 млн могут быть не установлены либо установлены со смещением. Для линии, состоящей из двух автоматов, это означает, что прогнозируемое количество неустановленных или установленных со смещением компонентов в час равно 2. Принимая среднее количество выводов на один компонент равным 5, получаем прогнозируемое количество дефектов в час — 10.
Если производство ориентировано на выпуск электронных модулей, содержащих 100 компонентов, в час монтируется 200 модулей, 10 из которых (5%) будут дефектны.
Если производство ориентировано на выпуск электронных модулей, содержащих 1000 компонентов, в час монтируется 20 модулей, 10 из которых (50%) будут дефектны.
Если производство не оснащено средствами автоматического структурного контроля (автоматической оптической инспекции, автоматического внутрисхемного контроля), электронные модули после сборки поступают на операцию функционального электрического контроля. Отбракованные в процессе выходного электрического контроля модули поступают в ремонт. Время локализации дефекта для электронного модуля, содержащего 100 компонентов, составляет в среднем 15 минут. Для устранения технологических дефектов необходимо содержать в штате 3 инженеров-наладчиков.
Среднее время локализации дефектов для электронного модуля, содержащего 1000 компонентов, — 8 часов. При серийном производстве модулей такой сложности, даже при использовании самого современного сборочного оборудования, необходимо содержать 80 инженеров-наладчиков.
Следует также отметить, что подключение питающих напряжений, выходных нагрузок и входных воздействий в процессе выходного электрического теста и ремонта может привести к выходу из строя заведомо годных компонентов при наличии таких технологических дефектов, как короткие замыкания, обрывы (непропаи), неправильная полярность и т. д.
Кроме того, даже электрический тест может не выявить дефекты паяных соединений, связанные с нарушением компланарности выводов интегральных микросхем и недостаточным количеством припоя на контактных площадках (рис. 1 и 2).
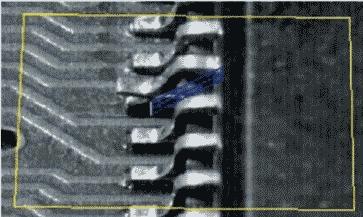
Рис. 1. Технологический дефект, связанный с нарушением компланарности выводов интегральной микросхемы
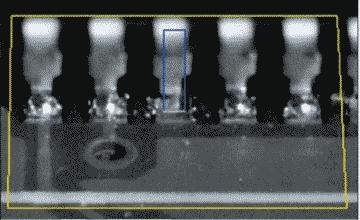
Рис. 2. Технологический дефект, связанный с недостаточным количеством припоя (паяльной пасты) на контактных площадках
Указанные причины привели к широкому использованию систем автоматической оптической инспекции для контроля качества монтажа электронных модулей на печатных платах, позволяющих обеспечить для модулей, содержащих 100 компонентов, уровень дефектности на выходном электрическом контроле 0,1%, а для модулей, содержащих 500 компонентов, — 2,5%.
Система автоматической оптической инспекции VT9300C
Оправдывая ожидания производителей электронной аппаратуры, компания ORBOTECH — всемирно известный производитель систем автоматической оптической инспекции, разработала надежную экономичную систему VT9300C (рис. 3). Система
Рис. 3. Экономичная система автоматической оптической инспекции электронных модулей на печатных платах VT9300C
VT9300С — экономичное решение для предприятий с большой номенклатурой и среднесерийным объемом выпускаемой продукции. Система предназначена для контроля качества нанесения паяльной пасты, правильности установки компонентов, качества паяных соединений. Систему можно использовать для контроля печатных узлов с компонентами поверхностного монтажа и компонентами, монтируемыми в отверстия. Система VT9300С может работать как автономно, так и в составе автоматической производственной линии.
Система VT9300С производит диагностику и локализацию следующих дефектов:
-
отсутствие паяльной пасты;
-
неправильное нанесение паяльной пасты;
-
отсутствие компонента;
-
смещение компонента;
-
неверная полярность компонента;
-
плохое совмещение компонента с контактными площадками на печатной плате;
-
недостаточное или избыточное количество припоя в паяном соединении;
-
короткие замыкания;
-
холодные пайки и др.
VT9300С позволяет обнаруживать все основные виды дефектов, не закрываемые корпусами компонентов, в том числе и такие сложные для обнаружения, как:
-
приподнятый вывод компонента;
-
эффект «надгробного камня»;
-
неправильная форма галтели паяного соединения.
Система оснащена 13 усовершенствованными камерами с двумя различными разрешениями: стандартным разрешением для высокоскоростного контроля и высокочетким разрешением для прецизионного контроля. Количество камер и их расположение подобрано таким образом, чтобы было возможно производить анализ объемного изображения (3D) с высокой точностью и достоверностью при высокой производительности, достаточной в том числе и для встраивания системы в автоматические сборочные линии без замедления их работы. Схема расположения камер приведена на рис. 4.
Система VT9300С позволяет проверять печатные узлы с максимальным размером до 508x380 мм (область инспекции 498x370 мм) со скоростью инспекции 13 см2/с. Для облегчения программирования система имеет богатую библиотеку с описаниями стандартных и нестандартных компонентов, широкий набор конвертеров для различных программ проектирования. Программное обеспечение для статистического анализа дает производителю аппаратуры данные, помогающие уменьшить количество дефектов и существенно улучшить производственный процесс.
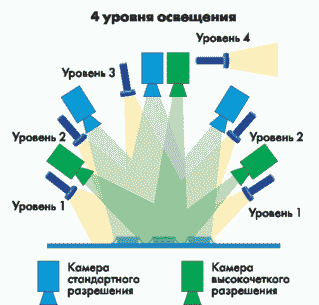
Рис. 4. Схема расположения камер в системе автоматической оптической инспекции VT9300C
Дополнительно система может быть оснащена ремонтной станцией, позволяющей производить ремонт дефектных печатных узлов с идентификацией по бар-коду, индикацией места дефекта на плате и визуальным представлением дефекта на экране компьютера.
Применение системы автоматической оптической инспекции VT9300C позволяет:
-
обеспечить высокий уровень тестового покрытия структурных технологических дефектов (отсутствие компонента, смещение компонента, разворот компонента на ребро, неправильная ориентация компонента, отсутствие вывода компонента, недостаточное количество припоя, неверная форма галтели в точке пайки, короткое замыкание и др.);
-
обеспечить высокий уровень качества выпускаемых изделий за счет контроля каждого паяного соединения ПУ;
-
обеспечить высокий уровень надежности выпускаемых изделий за счет непрерывного контроля заданных параметров технологического процесса;
-
снизить трудоемкость ремонтов за счет обеспечения высокой точности локализации дефектов
http://gpres.3dn.ru/news/ehkonomichnaja_sistema_avtomaticheskoj