

Шеметов А.А / диплом_Шеметов
.pdf
|
|
|
|
|
|
|
Таблица 5.2.2.2. |
||
|
|
|
|
|
|
|
|
|
|
величины |
единицы |
|
|
номер сечения |
|
|
|
||
измерения |
|
|
|
|
|
|
|
|
|
|
I |
II |
|
III |
IV |
|
V |
|
|
|
|
|
|
|
|
|
|
|
|
σr |
МПа |
138,5 |
246,3 |
|
211,5 |
200,7 |
|
121 |
|
|
|
|
|
|
|
|
|
|
|
σθ |
МПа |
204,3 |
247 |
|
288,1 |
303,4 |
|
318,9 |
|
|
|
|
|
|
|
|
|
|
|
Рис. 5.2.2.3. Распределение напряжений в диске от центробежных нагрузок.
73
|
|
|
|
|
|
|
Таблица 5.2.2.3. |
||
|
|
|
|
|
|
|
|
|
|
величины |
единицы |
|
|
номер сечения |
|
|
|
||
измерения |
|
|
|
|
|
|
|
|
|
|
I |
II |
|
III |
IV |
|
V |
|
|
|
|
|
|
|
|
|
|
|
|
σr |
МПа |
138,5 |
348,8 |
|
456,6 |
461,4 |
|
243,1 |
|
|
|
|
|
|
|
|
|
|
|
σθ |
МПа |
-28,6 |
94,7 |
|
288,0 |
412,5 |
|
498,6 |
|
|
|
|
|
|
|
|
|
|
|
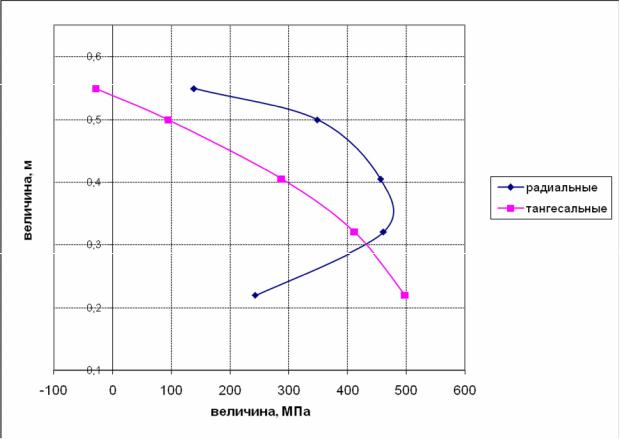
Рис. 5.2.2.4. Распределение напряжений в диске от радиальной неравномерности температур диска и центробежных нагрузок.
Максимальная величина напряжений в диске составляет 650,5 МПа. При расчете обода был выбран материал на никелевой основе ЭИ698 (ХН73МБТЮ). Предел длительной прочности для температуры 300 С и рабочем ресурсе 3 104 составляет 1000 МПа.
Коэффициент запаса прочности равен:
|
300 |
4 |
|
1050 |
|
, |
||
310 |
|
|
||||||
k |
|
|
|
|
|
1,61 |
||
max |
650,5 |
|||||||
|
|
|
|
|||||
что является приемлемой величиной, т.к. k > 1,6.
74

5.3.Расчет критической частоты вращения ротора
Расчет выполняется по программе VALFF. Необходимо выполнить чертеж ротора из прототипа. Этот чертеж заменяется расчетной моделью. Для ввода данных в программу VALFF, дискретизируем ротор, и найдем соответствующие длины участков, их массы, а также изгибные жесткости участков.
В качестве материала для ротора используем сталь 31Х19Н9МВБТ (ЭИ572).
Участок |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
Величина |
|
|
|
|
|
|
|
L, м |
0,2 |
0.3 |
0,17 |
0,58 |
0,14 |
0,105 |
0,17 |
M, кг/105 |
800E-5 |
160E-5 |
90E-5 |
500E-5 |
70E-5 |
50E-5 |
90E-5 |
E∙I 10 9 , |
98E-5 |
67E-5 |
68E-5 |
67E-5 |
78E-5 |
67E-5 |
71E-5 |
H / м2 |
|
|
|
|
|
|
|
Рис.5.3.1. Расчетная модель ротора.
75
Исходные данные для расчета в программе VALFF:
2, 7, 2, 2, 1, 0, 3, 6,
5.98, 0.1, 1.E+5, 1.E-3, 10.E-3, 0.2, 800.E-5, 98.E-5,
0.3, 160.E-5, 67.E-5, 0.17, 90.E-5, 67.E-5, 0.58, 500.E-5, 67.E-5, 0.14, 70.E-5, 78.E-5, 0.105, 50.E-5, 67.E-5, 0.17, 90.E-5, 71.E-6, 0.6, 1.0, 0.6, 1.0, 1, 1.0,
9.7E-7, 6.7E-8, 0, 0,
Результаты расчета
1 |
6.000000E-001 6.000000E-001 |
|
1 |
|
|
|||
|
|
частота номер = |
|
|
||||
|
НОМЕР |
|
P= |
.883926E+03 |
МОМЕНТ |
СИЛА |
||
, |
.200E+00 |
СМЕЩЕН |
|
УГОЛ |
||||
1 |
-.613E+01 |
-.271E+02 |
.123E+00 |
.625E+00 |
||||
, |
2 |
.500E+00 |
-.695E+01 |
.185E+02 |
.807E-01 |
-.141E+00 |
||
, |
3 |
.670E+00 |
-.284E+01 |
.254E+02 |
-.264E-01 |
.107E+01 |
||
, |
4 |
.125E+01 |
.352E+01 |
-.639E+01 |
-.469E-01 |
-.354E-01 |
||
, |
5 |
.139E+01 |
.204E+01 |
-.139E+02 |
-.250E-01 |
.157E+00 |
||
, |
6 |
.150E+01 |
.447E+00 |
-.159E+02 |
-.752E-04 |
-.311E-01 |
||
, |
7 |
.166E+01 |
-.226E+01 -.160E+02 -.189E-04 |
.331E-03 |
||||
1 |
|
|
частота номер = |
2 |
|
|
||
|
НОМЕР |
|
P= |
.985297E+03 |
МОМЕНТ |
СИЛА |
||
, |
.200E+00 |
СМЕЩЕН |
|
УГОЛ |
||||
1 |
-.453E+01 |
-.171E+02 |
.154E+00 |
.777E+00 |
||||
, |
2 |
.500E+00 |
.117E+01 |
.567E+02 |
.176E+00 |
.733E-01 |
||
, |
3 |
.670E+00 |
.148E+02 |
.105E+03 |
.206E+00 |
-.872E+01 |
||
, |
4 |
.125E+01 |
.535E+02 |
-.991E+02 |
-.678E+00 |
-.152E+01 |
||
, |
5 |
.139E+01 |
.312E+02 |
-.210E+03 |
-.382E+00 |
.212E+01 |
||
,6 .150E+01 .708E+01 -.240E+03 -.434E-03 -.616E+00
,7 .166E+01 -.337E+02 -.240E+03 -.581E-05 .252E-02
1 |
|
1.0000000 |
1.0000000 |
|
|
|
|
|
частота номер = 1 |
|
|
||
|
НОМЕР |
|
P= .926148E+03 |
МОМЕНТ |
СИЛА |
|
, |
.200E+00 |
СМЕЩЕН |
УГОЛ |
|||
1 |
-.614E+01 |
-.264E+02 |
.135E+00 |
.686E+00 |
||
, |
2 |
.500E+00 |
-.602E+01 |
.237E+02 |
.882E-01 |
-.157E+00 |
, |
3 |
.670E+00 |
-.858E+00 |
.326E+02 |
-.174E-01 |
.237E+00 |
, |
4 |
.125E+01 |
.732E+01 |
-.154E+02 |
-.936E-01 |
-.131E+00 |
, |
5 |
.139E+01 |
.400E+01 |
-.305E+02 |
-.505E-01 |
.308E+00 |
, |
6 |
.150E+01 |
.519E+00 |
-.345E+02 |
-.158E-03 |
-.397E-01 |
, |
7 |
.166E+01 |
-.537E+01 |
-.348E+02 |
-.946E-04 |
.375E-03 |
76
1 |
|
|
частота номер = 2 |
|
|
|
|
НОМЕР |
|
P= .112419E+04 |
МОМЕНТ |
СИЛА |
|
, |
.200E+00 |
СМЕЩЕН |
УГОЛ |
|||
1 |
-.805E+01 |
-.315E+02 |
.199E+00 |
.101E+01 |
||
, |
2 |
.500E+00 |
-.832E+01 |
.159E+02 |
.133E-01 |
-.618E+00 |
, |
3 |
.670E+00 |
-.724E+01 |
-.144E+02 |
-.253E+00 |
.567E+01 |
, |
4 |
.125E+01 |
-.256E+02 |
.430E+02 |
.385E+00 |
.110E+01 |
, |
5 |
.139E+01 |
-.148E+02 |
.106E+03 |
.222E+00 |
-.117E+01 |
,6 .150E+01 -.236E+01 .124E+03 .138E-02 .260E+00
,7 .166E+01 .189E+02 .126E+03 -.410E-04 -.837E-02
1 |
2.0000000 |
2.0000000 |
1 |
|
|
|||
|
|
частота номер = |
|
|
||||
|
НОМЕР |
|
P= |
.940593E+03 |
МОМЕНТ |
СИЛА |
||
, |
.200E+00 |
СМЕЩЕН |
|
УГОЛ |
||||
1 |
-.616E+01 |
-.262E+02 |
.139E+00 |
.708E+00 |
||||
, |
2 |
.500E+00 |
-.576E+01 |
.252E+02 |
.900E-01 -.165E+00 |
|||
, |
3 |
.670E+00 |
-.300E+00 |
.346E+02 |
-.160E-01 -.228E-01 |
|||
, |
4 |
.125E+01 |
.819E+01 |
-.183E+02 |
-.106E+00 |
-.156E+00 |
||
, |
5 |
.139E+01 |
.431E+01 |
-.354E+02 |
-.570E-01 |
.352E+00 |
||
, |
6 |
.150E+01 |
.282E+00 |
-.399E+02 |
-.955E-04 -.212E-01 |
|||
, |
7 |
.166E+01 |
-.650E+01 |
-.398E+02 |
.117E-03 |
.125E-02 |
||
1 |
|
|
частота номер = |
2 |
|
|
||
|
НОМЕР |
|
P= |
.123974E+04 |
МОМЕНТ |
СИЛА |
||
, |
.200E+00 |
СМЕЩЕН |
|
УГОЛ |
||||
1 |
-.806E+01 |
-.286E+02 |
.242E+00 |
.123E+01 |
||||
, |
2 |
.500E+00 |
-.544E+01 |
.292E+02 |
.161E-01 -.753E+00 |
|||
, |
3 |
.670E+00 |
-.197E+01 |
.795E+00 |
-.240E+00 |
.244E+01 |
||
, |
4 |
.125E+01 |
-.169E+02 |
.252E+02 |
.296E+00 |
.925E+00 |
||
, |
5 |
.139E+01 |
-.960E+01 |
.741E+02 |
.172E+00 |
-.889E+00 |
||
,6 .150E+01 -.869E+00 .877E+02 .966E-03 .112E+00
,7 .166E+01 .141E+02 .883E+02 -.508E-03 -.867E-02
1 |
3.0000000 |
|
3.0000000 |
|
|
|||
|
|
частота номер = |
1 |
|
|
|||
|
НОМЕР |
|
P= |
.943926E+03 |
МОМЕНТ |
СИЛА |
||
, |
.200E+00 |
СМЕЩЕН |
|
УГОЛ |
||||
1 |
-.617E+01 |
-.262E+02 |
.140E+00 |
.713E+00 |
||||
, |
2 |
.500E+00 |
-.571E+01 |
.255E+02 |
.904E-01 -.167E+00 |
|||
, |
3 |
.670E+00 |
-.182E+00 |
.350E+02 |
-.158E-01 -.797E-01 |
|||
, |
4 |
.125E+01 |
.835E+01 |
-.190E+02 |
-.109E+00 |
-.161E+00 |
||
, |
5 |
.139E+01 |
.434E+01 |
-.365E+02 |
-.585E-01 |
.360E+00 |
||
, |
6 |
.150E+01 |
.187E+00 |
-.411E+02 |
-.389E-03 -.717E-02 |
|||
, |
7 |
.166E+01 |
-.679E+01 |
-.404E+02 |
.941E-03 |
.782E-02 |
||
1 |
|
|
частота номер = |
2 |
|
|
||
|
НОМЕР |
|
P= |
.126863E+04 |
МОМЕНТ |
СИЛА |
||
, |
.200E+00 |
СМЕЩЕН |
|
УГОЛ |
||||
1 |
-.812E+01 |
-.281E+02 |
.253E+00 |
.129E+01 |
||||
, |
2 |
.500E+00 |
-.490E+01 |
.315E+02 |
.128E-01 -.802E+00 |
|||
, |
3 |
.670E+00 |
-.111E+01 |
.216E+01 |
-.244E+00 |
.182E+01 |
||
, |
4 |
.125E+01 |
-.161E+02 |
.238E+02 |
.294E+00 |
.928E+00 |
||
, |
5 |
.139E+01 |
-.909E+01 |
.723E+02 |
.170E+00 |
-.887E+00 |
||
, |
6 |
.150E+01 |
-.568E+00 |
.856E+02 |
.102E-04 |
.839E-01 |
||
, |
7 |
.166E+01 |
.140E+02 |
.860E+02 |
.293E-03 |
.166E-02 |
||
По результатам расчетов построим график зависимости критической частоты вращения ротора от жесткости опор, который представлен на рис.5.3.2.
77
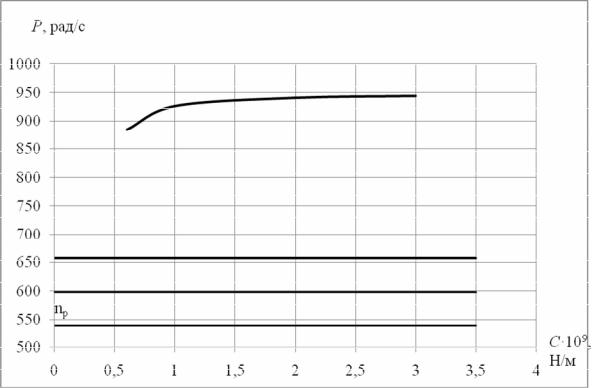
Рис.5.3.2. График зависимости критической частоты вращения ротора от жесткости опор.
Из графика видно, что рассматриваемый ротор является жестким.
78
6.Технология изготовления диска второй ступени свободной турбины.
Конструктивная форма дисков зависит не только от вида соединения, но главным образом от условий работы дисков. Диски должны выдерживать большие центробежные нагрузки при неравномерном температурном поле от обода до ступицы. Эти эксплуатационные условия вынуждают применять высокопрочные и жаропрочные сплавы, труднообрабатываемые лезвийным инструментом.
Диски различают:
-конструктивно (по способу соединения дисков в роторы) — монолитные
исборные;
-по способу изготовления — деформируемые, спекаемые (из гранул), литые, сварные, паяные.
У дисков сборной конструкции КИМ значительно выше, чем у дисков монолитной конструкции, и достигает 0,4. Соединение дисков в роторы осуществляют штифтами, призонными болтами, торцевыми шлицами и стяжной трубой, электронно-лучевой сваркой.
При штифтовом соединении диски между собой соединяются напрессовкой по своим посадочным (центрирующим) поясам с последующим креплением штифтами. Диски данной конструкции технологичны: простота их конфигурации (без сложных закрытых карманов, полостей, лабиринтов) и невысокая трудоемкость изготовления.
Диски, соединяемые короткими и длинными призонными болтами, имеют точно расположенные отверстия (±0,05 мм) с жесткими допусками. Отверстия обрабатывают по специальному кондуктору или на расточном станке, что сопряжено с определенными трудностями. Проще обработка отверстий в дисках в сборе с сопрягаемыми деталями (проставками).
Диски компрессора и турбины, соединяемые в ротор с помощью торцевых шлицев и стяжных болтов, технологичны; их обработка не вызывает трудностей.
В сварном роторе диски, предварительно сцентрированные по точно обработанным технологическим посадочным буртам, соединяются между собой электронно-лучевой сваркой. Технологические бурты после сварки срезаются точением. Метод соединения прогрессивный, технологичный.
Диски в зависимости от способа соединения их с лопатками бывают монолитные (за одно целое с лопатками, например в турбостартерах) и
79
составные неразъемные (сварные, паяные) и разъемные с креплением лопаток в пазах диска (одновенечные, двухвенечные и многовенечные).
Пазы типа "ласточкина хвоста" используются для крепления лопаток в дисках компрессора. Конструкция паза наиболее технологична; паз обрабатывается протягиванием.
Пазы елочного профиля используются в основном для крепления лопаток в дисках турбины, реже — в дисках компрессора. Форма паза технологична: паз обрабатывается протягиванием.
В сравнительно малонагруженных роторах компрессора (с малой частотой вращения) используются диски с шарнирным креплением. По трудоемкости и сложности изготовления этот вид крепления технологичен. Проточка паза под проушину лопатки и обработка отверстий под штифты в диске не вызывают затруднений.
Точность обработки отдельных поверхностей дисков и их взаимное расположение характеризуются следующими величинами:
-посадочные поверхности и лабиринтные канавки - 6..10-й квалитеты;
-отверстия под штифты - 8..10-й квалитеты;
-наружные диаметры - 8...11-й квалитеты;
-остальные поверхности - 11...12-й квалитеты;
-биение наружных поверхностей относительно посадочных - 0,02...0,1 мм;
-шероховатость посадочных поверхностей и пазов Rа - 1,25...0,32 мкм,
остальные поверхности Rа - 2,5...0,63 мкм.
Елочные пазы для крепления лопаток обычно обрабатываются со следующей точностью:
- допуск на шаг зубцов - 0,02 мм; - допуск на ширину елочного паза - 0,02...0,05 мм;
-смещение опорных поверхностей елочного профиля одной стороны относительно другой - 0,02...0,03 мм;
-погрешность углов елочного профиля и трапеции паза - ±(5...15');
-непараллельность опорных поверхностей замка относительно оси диска на длине замка - 0,05 мм;
-погрешность шага пазов (по окружности) - 0,15...0,3 мм.
Торцевые шлицы обрабатываются с точностью:
- погрешность окружного шага зубцов - 0,02...0,05 мм;
80
-допуск на толщину зубца - 8..11-й квалитеты;
-погрешность угла зубцов - (40...60°) ±10'.
Диски балансируются статически и в собранном роторе — динамически. Допуск на массу диска составляет 5 % массы расчетного диска.
Диски турбин работают при высоких температурах (650...750 °С) под напряжением, поэтому их изготовляют из жаропрочных сплавов ХН73МТБЮВД, ЭП741НП, ХН62БМКТЮИД, ЭП743, ЭК79ИД, ВЖ122.
Диски турбины массивнее дисков компрессора и технологичнее. Отношение массы к площади ее поверхности у дисков турбины значительно больше. При конструировании этих дисков следует стремиться к простой геометрической форме без большой разницы между размерами отдельных элементов сечений; избегать ребер и выступов, расположенных между ступицей
иободом; изготовление таких дисков связано с повышенным расходом металла
ибольшим объемом последующей механической обработки; предусматривать плавные переходы от сечения к сечению, глубокие полости не рекомендуется, так как они усложняют производство заготовок и их механическую обработку.
Диски больших габаритных размеров с глубокими полостями целесообразно расчленять на несколько элементарных деталей: элементарный диск без глубоких полостей и два кольца.
Для уменьшения номенклатуры применяемого режущего и измерительного инструмента в пределах одного ротора компрессора или турбины необходимо стремиться при проектировании дисков к минимальному числу типоразмеров пазов, канавок, радиусов сопряжений поверхностей и других конструктивных элементов.
Заготовки дисков турбин и компрессоров штампуют в закрытых штампах на ковочных молотах и мощных прессах. Форму заготовки стремятся приблизить к форме готовых дисков. Припуск на механическую обработку около 5...6 мм на сторону. Однако в ряде случаев из-за сложной конфигурации детали припуски значительно больше. КИМ составляет около 0,1.
Перспективной является также изотермическая штамповка и раскатка заготовок дисков компрессора и турбины в условиях сверхпластичности. Сущность этого направления состоит в следующем. Рабочие валки создают гидростатическое давление на материал заготовки, находящийся в очаге деформации. Величина гидростатического давления превышает предел текучести материала, что подавляет порообразование, исключает появление трещин и других несплошностей. Соблюдение изотермических условий в этом процессе деформирования обеспечивает мелкозернистую равноосную структуру при незначительной ориентации зерен в направлении течения металла.
81
Материал заготовок дисков имеет повышенные механические свойства с малым их разбросом.
В настоящее время разработаны технологические процессы сверхпластического раскатывания дисков из титановых и жаропрочных сплавов.
При изготовлении дисков традиционными методами КИМ составляет 0,08; при использовании предварительных заготовок из порошков КИМ — 0,2 и при применении горячего изостатического прессования КИМ - 0,3.
Технологическими базами при механической обработке дисков являются центрирующие (посадочные) пояски или отверстие в диске и торцы.
Технологические базы в дисках турбины — центрирующие пояски или отверстия, торцы фланцев и в ряде случаев технологический бурт с отверстием с одной стороны полотна.
82