

Описание сборки вытяжного штампа
Сборка штампа осуществляется согласно технологической схеме сборки рисунок 6. Сборка узлов осуществляется согласно технологическим схемам, представленным на рисунке 4 и 5. Для обеспечения равномерного зазора между пуансоном и матрицей сборка осуществляется в следующей последовательности:
Осуществляется сборка узла «нижняя плита СБ»
1.1 Устанавливаем нижнюю плиту на сборочный стол.
1.2 Собираем сборочный узел "Съемник" и устанавливаем на нижнюю плиту.
1.3 Устанавливаем матрицу, закрепляя ее с нижней плитой при помощи четырех болтов.
1.4 Устанавливаем фиксирующее кольцо и закрепляем его к матрице при помощи двух штифтов и двух винтов.
Осуществляется сборка узла «верхняя плита СБ»
2.1 Верхнюю плиту и прижимное кольцо соединяем при помощи 4 винтов.
2.2 Собираем сборочный узел "Пуансон", установить с помощью винтового соединения
Узел «нижняя плита СБ» устанавливается на стол
Узел «верхняя плита СБ» закрепляется с помощью хвостовика на верхний ползун пресса.
Устанавливать узлы так, чтобы между матрицей и пуансоном поместилась заготовка (диск) (рисунок 1).
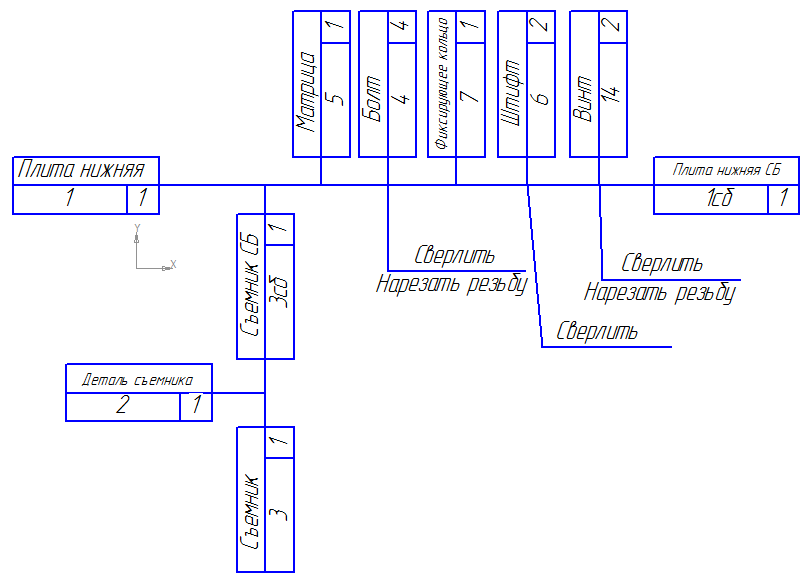
Рисунок 4 –
Технологическая схема сборки узла
“Плита нижняя”

Рисунок 5 – Технологическая схема сборки узла “Плита верхняя”

Рисунок 6 – Технологическая схема сборки вытяжного штампа
Проектирование технологического маршрута изготовления матрицы
Таблица 2 – Маршрут изготовления матрицы
|
№ |
Наименование операций и их краткое содержание |
Оборудование |
Базирование |
|
005 |
Заготовительная. Отрезать заготовку нужного диаметра и длины |
Абразивно-отрезной 8Б262 |
‒ |
|
010 |
Кузнечная. Ковка, прошивка диаметра 120 мм |
Молот |
‒ |
|
015 |
Термическая обработка. Нормализация 880-900̊С с последующей выдержкой 0,5 ч. |
Печь |
‒ |
|
020 |
Токарная черновая. Расточка отверстия и подрезка торца с припуском |
Токарно-винторезный 16К20 |
Черная поверхность обода и один из торцов |
|
025 |
Токарная черновая. Подрезка торца с припуском |
Токарно-винторезный 16К20 |
Обработанное отверстие и торец |
|
030 |
Токарная черновая. Точить наружный диаметр |
Токарно-винторезный 16К20 |
Обработанное отверстие и торец |
|
035 |
Токарная чистовая. Точить наружный и внутренний диаметры. Подрезать торцы, точить радиус
|
Токарно-винторезный 16К20 |
Обработанное отверстие и торец |
|
040 |
Радиально-сверлильная. Сверлить отверстия под резьбу и нарезать резьбу, Сверлить и дважды развернуть отверстия под штифты |
Радиально-сверлильный 2К52-1 |
Тиски призматические или специальный кондуктор |
|
045 |
Термическая обработка. Перед ТО резьбовые отверстия и отверстия под штифты забить асбетом. Закалка в воду 800̊С + отпуск 200̊С |
Печь, ванна с охлаждающей средой |
‒ |
|
050 |
Плоскошлифовальная. Предварительное шлифование торцов |
Плоскошлифовальный станок 3П722ДВ |
Магнитный стол |
|
055 |
Плоскошлифовальная. Окончательное шлифование торцов |
Плоскошлифовальный станок 3П722ДВ |
Магнитный стол |
|
060 |
Внутришлифовальная. Предварительное внутреннее отверстия в матрице |
Станок 3227 |
Поверхность наружного диаметра Трехкулачковый патрон |
|
065 |
Внутришлифовальная. Окончательное внутреннее отверстия в матрице и шлифование радиуса |
Станок 3227 |
Поверхность наружного диаметра Трехкулачковый патрон |
|
060 |
Слесарная доводочная. Довести радиус пуансона да нужного размера и шероховатости с помощью алмазной пасты |
Станок 16K10 |
Поверхность наружного диаметра Трехкулачковый патрон |
|
070 |
Моечная. Промыть деталь |
Моечная машина |
‒ |
|
075 |
Контрольная. Комплексный технический контроль |
‒ |
‒ |
Проектирование технологического маршрута изготовления пуансона
|
№ |
Наименование операций и их краткое содержание |
Оборудование |
Базирование |
|
005 |
Заготовительная. Отрезать заготовку нужного диаметра и длины |
Абразивно-отрезной 8Б262 |
‒ |
|
010 |
Термическая обработка. Нормализация 880-900̊С |
Печь |
‒ |
|
015 |
Токарная черновая. Подрезка торцов с припуском |
Токарно-винторезный 16К20 |
Обработанное отверстие и торец |
|
020 |
Токарная черновая. Точить наружный диаметр |
Токарно-винторезный 16К20 |
Обработанное отверстие и торец |
|
025 |
Токарная чистовая. Точить наружный Подрезать торцы, точить радиус
|
Токарно-винторезный 16К20 |
Обработанное отверстие и торец |
|
030 |
Радиально-сверлильная. Сверлить отверстия под резьбу и нарезать резьбу. |
Радиально-сверлильный 2К52-1 |
Тиски призматические или специальный кондуктор |
|
035 |
Термическая обработка. Закалка в воду 800̊C Отпуск 200̊С |
|
|
|
040 |
Круглошлифовальная Предварительное шлтфование гпружных рлверхностей с припуском под чистовое шлифование |
Круглошлифовальный станок 3М150А |
Поверхность наружного диаметра Трехкулачковый патрон |
|
045 |
Круглошлифовальная Чистовое шлифование наружных поверхностей |
Круглошлифовальный станок 3М150А |
Поверхность наружного диаметра Трехкулачковый патрон
|
|
050 |
Плоскошлифовальная Шлифование торцов |
Плоскошлифовальный станок 3П722ДВ |
Магнитный стол |
|
055 |
Круглошлифовальная Шлифование радиуса пуансона профильным кругом с припуском под слесарную доводку
|
Круглошлифовальный станок 3М150А |
Поверхность наружного диаметра Трехкулачковый патрон |
|
060 |
Слесарная доводочная Довести радиус пуансона да нужного размера и шероховатостис помощью алмазной пасты |
Станок 16K10 |
Поверхность наружного диаметра Трехкулачковый патрон |
|
065 |
Моечная. Промыть деталь |
Моечная машина |
‒ |
|
070 |
Контрольная. Комплексный технический контроль |
‒ |
‒ |