

Министерство образования и науки Российской Федерации
Санкт – Петербургский государственный политехнический институт
Институт металлургии, машиностроения и транспорта
Кафедра ‹‹Машины и технология обработки металлов давлением››
Работа допущена к защите
Заведующий кафедрой ‹‹М и ТОМД››
доц., к. т. н. ________ С. Н. Кункин
‹‹____››______________2013 г.
Пояснительная записка
к курсовой работе
Дисциплина: ‹‹Технология производства кузнечно-штамповочного оборудования и штамповочной оснастки›
Тема:‹‹Технология изготовления оснастки для вытяжки детали Стакан››
Выполнил:
студент группы 43324/1____________________________________________ В. А. Лисицын
Преподаватель: профессор, к.т.н.__________________________________________________ П. А. Кузнецов
САНКТ – ПЕТЕРБУРГ
2013 Задание
Описание процесса сборки данного штампа
Проектирование технологического процесса изготовления матрицы и пуансона вытяжного штампа с жестким прижимным устройством к прессу двойного действия
Краткое описание вытяжного штампа и штампуемой детали
Спроектированный штамп предназначен для осуществления вытяжки детали ‹‹Стакан›› из плоской заготовки.
Преимуществом этого штампа является то, что производительность штампа, работающего на провал, на 40-50% выше производительности штампа с жестким выталкивателем, так как отпадает необходимость удалять готовое изделие.
Недостатком же таких штампов является то, что получаемые изделия имеют не плоское, а несколько выпуклое дно. Поэтому в случае необходимости иметь изделие с плоским дном следует применять вытяжные штампы с нижнем выталкивателем или вытягивать его до упора.
Эскиз заготовки и детали после вытяжки представлены на рисунке 1

Рисунок 1 - Эскиз заготовки и детали после вытяжки
На рисунке 2 изображен вытяжной штамп к прессу двойного действия, работающий на ‹‹провал››.
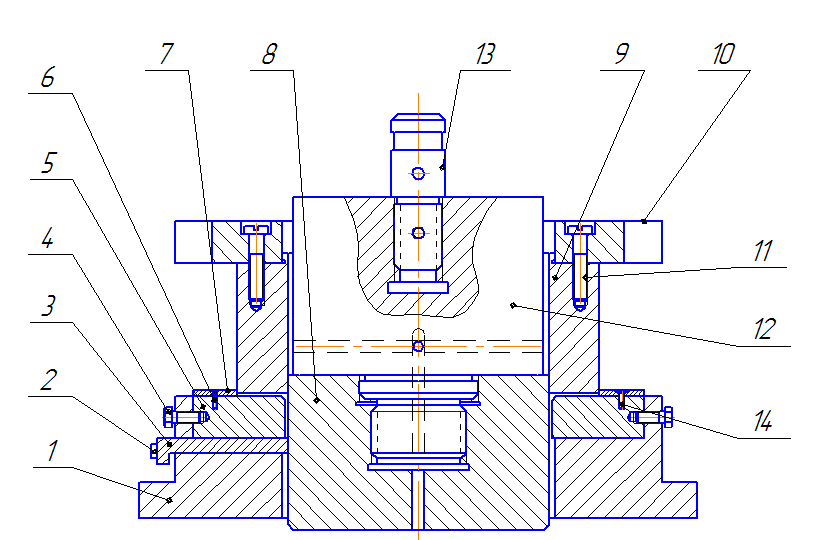
Рисунок 2 – Эскиз вытяжного штампа
Заготовка, предварительно вырубленная другим штампом, укладывается на матрицу 5 в фиксирующее кольцо 7, прикрепляемое винтами 14 и штифтами 6. Дисковая матрица удерживается в нижней плите 1 болтами 4, входящими своим концом в круговую выточку матрицы. Подобный штамп устанавливается на пресс, имеющий два ползуна (пресс двойного действия). Вначале плита 10, прикрепленная на наружном ползуне, опускается до тех пор, пока прижимное кольцо 9, прикрепленное винтами к плите 10, не прижмет заготовку к матрице 5. После этого опускается вытяжной пуансон 8, прикрепленный при помощи надставки 12 и хвостовика 13 к внутреннему ползуну, и вытягивает заготовку в полое изделие.

Рисунок 3 - Съемник в виде кольцевых секторов
При помощи верхней части штампа изделие снимается с пуансона с помощью крючковых пружинных сбрасывателей (съемников) 3, 2 (рисунок 2). Конструктивно съемное устройство может быть выполнено и иначе – в виде кольцевых секторов, охваченных общей пружиной (рисунок 3).
Таблица 1 - Материалы деталей вытяжного штампа
|
№ позиции |
Наименование детали |
Материал |
Твердость HRCэ |
Термообработка, структура |
|
1
|
Нижняя плита |
Сталь 40 |
25-28 |
Нормализация 800̊, феррито-перлитная |
|
2,3
|
Сбрасыватель |
Сталь 5 |
- |
- |
|
4
|
Болт |
Сталь 40 |
40-45 |
Нормализация, феррито-перлитная |
|
5 |
Матрица |
Сталь У10А |
58-62 |
Закалка в воду 800̊+отпуск 380̊, мартенсит |
|
6
|
Штифт |
Сталь 45 |
45-50 |
Рабочую часть калить |
|
7
|
Фиксирующее кольцо |
Сталь 5 |
- |
- |
|
8 |
Вытяжной пуансон |
Сталь У10А |
56-69 |
Закалка в воду 800̊+отпуск 380̊, мартенсит |
|
9
|
Прижимное кольцо |
Сталь 45 |
- |
- |
|
10
|
Плита |
Сталь 40 |
25-28 |
Нормализация 800̊, феррито-перлитная |
|
11
|
Винт |
Сталь 40 |
40-45 |
Нормализация, феррито-перлитная |
|
12
|
Надставка |
Сталь 5 |
- |
- |
|
13
|
Хвостовик |
Сталь 5 |
- |
- |
|
14
|
Винт |
Сталь 40 |
40-45 |
Нормализация, феррито-перлитная |