

Бетонная смесь: реологические и технические свойства, методы оценки. Влияние основных факторов на удобоукладываемость. Пластификация бетонных смесей
Бетонной смесью называют рационально составленную и тщательно перемешанную смесь компонентов бетона (вяжущее, вода, мелкий и крупный заполнители) до начала процессов схватывания и твердения.
Каждый из этих компонентов влияет на реологические свойства смеси (реология-наука о деформациях и текучести веществ). По своим свойствам бетонная смесь занимает промежуточное положение между вязкими жидкостями и твердыми телами.
Бетонную смесь удобно рассматривать как систему, состоящую из двух компонентов: цементного теста и заполнителя. Цементное тесто является основным структурообразующим компонентом в состав, которого входят цемент, вода и в ряде случаев тонкомолотые минеральные добавки. Чем больше в цементном тесте воды, тем пластичнее тесто и соответственно пластичнее бетонная смесь. При введении заполнителя в цементное тесто слои теста прилегающие к поверхности заполнителя теряют свою подвижность, смесь становится менее пластичной. Влияние заполнителя возрастает с увеличением его содержания
Одно из основных свойств бетонной смеси — тиксотропия — способность разжижаться (т. е. приобретать свойства жидкого тела) при периодически повторяющихся механических воздействиях (например, вибрации) и вновь загустевать при прекращении этого воздействия. Механизм тиксотропного разжижения заключается в том, что при вибрировании силы внутреннего трения и сцепления между частицами уменьшаются и бетонная смесь становится текучей. Это свойство широко используют при укладке и уплотнении бетонной смеси.
Удобоукладываемость — обобщенная техническая характеристика вязкопластичных свойств бетонной смеси. Под удобоукладываемостью понимают способность бетонной смеси под действием определенных приемов и механизмов легко укладываться в форму и уплотняться, не расслаиваясь. Удобоукладываемость смесей в зависимости от их консистенции оценивают по подвижности или жесткости.
Подвижность — служит характеристикой удобоукладываемости пластичных смесей, способных деформироваться под действием собственного веса. Подвижность характеризуется осадкой стандартного конуса, отформованного из испытуемой бетонной смеси. Для этого металлическую форму-конус, установленную на горизонтальной поверхности, заполняют бетонной смесью в три слоя, уплотняя каждый слой штыкованием. Избыток смеси срезают, форму-конус снимают и измеряют осадку конуса из бетонной смеси — ОК (рис. 1) значение которой (в сантиметрах) служит показателем подвижности.
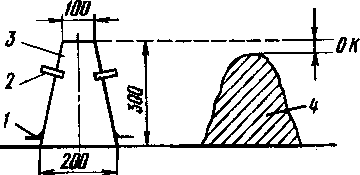
Рис. 1. Определение подвижности пластичных бетонных смесей по осадке конуса (ОК): 1 — опоры; 2 ---- ручка; 3 — форма-конус; 4 — бетонная смесь
Жесткость — характеристика удобоукладываемости бетонных смесей, у которых не наблюдается осадки конуса (ОК = 0). Ее определяют по времени вибрации (в секундах), необходимому для выравнивания и уплотнения предварительно отформованного конуса из бетонной смеси с помощью специального прибора (рис. 2.)- который представляет собой металлический цилиндр 2 диаметром 240 мм и высотой 200 мм со штативом и штангой 6 и металлическим диском 4 с шестью отверстиями. Прибор закрепляют на стандартной виброплощадке 1 , в него вставляют форму-конус 3. Конус заполняют бетонной смесью в три слоя, штыкуя каждый слой 25 раз. Затем форму-конус снимают и, поворачивая штатив, опускают металлический диск 4 на поверхность бетонной смеси.

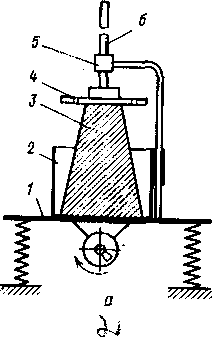
Рис. 2. Схема определения жесткости (Ж) бетонной смеси:
а – прибор в начальном положении; б – то же на момент окончания испытаний;
1 – виброплощадка; 2 – цилиндрическая форма; 3 – бетонная смесь; 4 – диск с отверстиями; 5 – втулка; 6 – штанга; 7 – бетонная смесь после вибрирования.
После этого включают вибратор. Время (в секундах), в течение которого смесь распределится в цилиндрической форме 2 равномерно и хотя бы через два отверстия диска начнет выделяться цементное молоко, принимается за показатель жесткости смеси (Ж).
В зависимости от удобоукладываемости различают жесткие и подвижные бетонные смеси, которые, в свою очередь, делятся на марки (табл. 1).
Жесткие бетонные смеси содержат небольшое количество воды и соответственно пониженное количество цемента в сравнении с подвижными смесями у бетонов равной прочности. Жесткие смеси требуют интенсивного механического уплотнения: длительного вибрирования, вибропрессования и т. п. Используют такие смеси при изготовлении сборных железобетонных изделий в заводских условиях (например, на домостроительных комбинатах); в построечных условиях жесткие смеси применяют редко.
Подвижные смеси отличаются большим расходом воды и соответственно цемента. Смеси марок Ш и П2 представляют собой густую массу, которая легко разжижается при вибрировании. Смеси марок ПЗ и П4 текучие; под действием силы тяжести они заполняют форму, не требуя значительных механических усилий. Подвижные смеси можно транспортировать бетононасосами по трубопроводам.
Связность способность бетонной смеси сохранять однородную структуру, т.е. не расслаиваться в процессе транспортирования, укладки и уплотнения. При механических воздействиях на бетонную смесь в результате ее тиксотропного разжижения часть воды как наиболее легкий компонент отжимается вверх. Крупный заполнитель, плотность которого обычно больше плотности растворной части (смеси цемента, песка и воды), опускается вниз (рис. 3)

Рис. 3. Схема расслоения бетонной смеси при длительных вибрационных воздействиях
а --- свежеприготовленная смесь; 6 — расслоившаяся смесь; 1 — направление движения воды: 2 — цементно-песчаный раствор:
3 - крупный заполнитель; 4 – вода.
Таблица 1
Классификация бетонных смесей
-
Марка по удобо-
Норма удобоукладьтаемости
укладываемости
Жесткость, с
Подвижность, см
Осадка конуса
Расплыв конуса
Сверхжесткие смеси
СЖ 3
Более 1 00
-
-
СЖ2
51-100
-
-
СЖ1
50 и менее
-
-
Жесткие смеси
Ж4
31-60
-
-
ЖЗ
21-30
-
-
Ж2
11-20
-
-
Ж1
5-10
-
-
Подвижные смеси
П1
4 и менее
1-4
-
П2
-
5-9
-
П3
-
10-15
-
П4
-
16-20
26-30
П5
-
21 и более
3 1 и более
Недостаточная связность делает бетон неоднородным, снижая его прочностные показатели и морозостойкость. Требуемые свойства бетонной смеси обеспечиваются правильным подбором состава бетона.
Пластификация бетонных смесей
В качестве пластифицирующих добавок наибольшее распространение получили поверхностно-активные вещества (ПАВ).
Поверхностно-активные добавки представляют собой особую группу органических веществ, введение которых в бетонные смеси позволяет существенно улучшить их удобоукладываемость. Вместе с тем поверхностно-активные добавки позволяют уменьшить водоцементное отношение и соответственно сократить расход цемента без снижения прочности материалов и изделий. Использование поверхностно-активных добавок в малых дозах (0,05...0,2% от массы цемента) позволяет па 8... 12% уменьшать удельный расход цемента в бетонах и растворах. Вместе с тем поверхностно-активные добавки повышают водонепроницаемость, морозостойкость, коррозионную стойкость долговечность материалов в конструкциях.
Действие поверхностно-активных добавок на цементные системы основано на следующих положениях физической химии. Поверхностно-активные вещества способны повышать поверхностное натяжение у поверхности раздела фаз, например на границах раздела фаз вода — твердое тело, вода — воздух. Мельчайшие частицы поверхностно-активных веществ адсорбируются, т. е. прочно связываются с внутренней поверхностью раздела тел, образуя на этих поверхностях молекулярные слои толщиной в одну молекулу. Величина этого адсорбционного слоя относится к диаметру цементной частицы так же, как толщина спички к высоте 30-этажного здания. Однако применение в малых дозах добавок поверхностно-активных веществ к цементным системам существенно меняет свойства их.
Суперпластификаторы в большинстве случаев представляют собой синтетические полимеры: производные меламиновой смолы или нафталинсульфокислоты (С-3); другие добавки (СПД, ОП-7 и др.) получены на основе вторичных продуктов химического синтеза. Суперпластификаторы, вводимые в бетонную смесь в количестве 0,15-1,2% от массы цемента, разжижают бетонную смесь в большей степени, чем обычные пластификаторы.
Пластифицирующий эффект сохраняется в течение 1-1,5 ч после введения добавки, а через 2-3 ч он уже невелик. В щелочной среде эти добавки переходят в другие вещества, безвредные для бетона и не снижающие его прочности.
Суперпластификаторы позволяют применять литьевой способ изготовления железобетонных изделий и бетонирования конструкций с использованием бетононасосов и трубного транспорта бетонной смеси. С другой стороны, эти добавки дают возможность существенно снизить В/Ц, сохраняя подвижность смеси, и изготовлять высокопрочные бетоны. Применение суперпластификаторов - значительный технический прогресс в технологии бетона.
Основной закон прочности бетона
Прочность бетона зависит от прочности составляющих его материалов и от прочности сцепления их друг с другом. Прочность заполнителя (песка, щебня, гравия) в тяжелом бетоне, как правило, выше заданной прочности бетона, поэтому мало влияет на последнюю. Таким образом, прочность бетона определяется в основном двумя факторами:
-прочностью затвердевшего цементного камня;
-прочностью его сцепления с заполнителем.
Прочность цементного камня в свою очередь, зависит от двух факторов: активности (марки) используемого цемента(Rц) и соотношения количеств цемента и воды (Ц/В).
Чем выше марка цемента, тем при прочих равных условиях будет прочнее цементный камень. Зависимость прочности цементного камня от соотношения цемента и воды в бетонной смеси объясняется следующим. Цемент при твердении химически связывает не более 20-25 % воды от своей массы. Но чтобы обеспечить необходимую пластичность цементного теста и, соответственно, подвижность бетонной смеси, необходимо брать 40. ..80 % воды от массы цемента. Вода, кроме того, необходима для смачивания поверхности песка и крупного заполнителя: большая удельная поверхность заполнителя требует большего расхода воды. Естественно, чем больше в бетоне будет свободной, химически не связанной воды, тем больше впоследствии будет пор в цементном камне и соответственно ниже станет его прочность.
С другой стороны, если не обеспечить необходимую удобоукладываемость бетонной смеси, соответствующую принятому в данном конкретном случае методу уплотнения, то из-за недоуплотнения в структуре бетона появятся крупные пустоты и участки с нарушенной связью «цементный камень — заполнитель», что приведет к резкому снижению прочности бетона.
120 /40 160 180 200
Количество воды затворения кг/м3
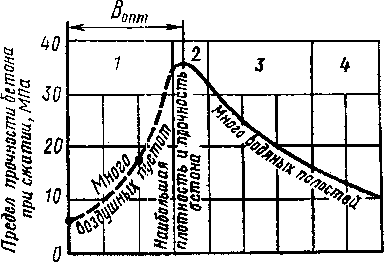
Рис.1.Кривая зависимости прочности бетона от количества воды затворения (при неизменном расходе цемента и способе уплотнения):
1 — слишком жесткие недоуплотнённые бетонные смеси; 2- смеси с оптимальным количеством волы затворения (Вопт); 3 — подвижные смеси; 4 — литые бетонные смеси
Экспериментально кривая зависимости прочности бетона от количества воды затворения (В) при постоянном расходе цемента (Ц) (т. е. фактически от В/Ц) и при одинаковом методе уплотнения (рис. 1.) подтверждает сказанное выше. Левая ветвь кривой отвечает недоуплотненным бетонным смесям, слишком жестким для данного способа уплотнения. При возрастании количества воды затворения до известного предела бетонная смесь укладывается плотнее, уменьшается объем пустот, а прочность бетона повышается. При оптимальном (для данного способа уплотнения) количестве воды бетон имеет наибольшую прочность и плотность, что соответствует максимуму на кривой прочности. Дальнейшее увеличение количества воды разжижает бетонную смесь, повышает ее подвижность. Однако добавляемая вода лишь частично связывается цементом, а избыток ее образует в бетоне поры — и в результате прочность бетона понижается (правая ветвь кривой).
Для каждой бетонной смеси существует оптимальное количество воды, которое позволяет получить при данном способе уплотнения бетон с минимальной пористостью и наибольшей прочностью.
Прочность сцепления между цементным камнем и заполнителем определяется в основном качеством поверхности заполнителя. Для обеспечения высокой прочности сцепления поверхность зерен заполнителя должна быть чистой и шероховатой. Например, бетон на щебне при прочих
равных условиях прочнее бетона на гравии. В обобщенном виде этот показатель именуется коэффициентом качества заполнителей (А).
Высказанные теоретические предпосылки были положены в основу экспериментальных исследований зависимости прочности бетона от Ц/В, марки цемента и качества заполнителей (под прочностью здесь и далее подразумевается марочная прочность, т. е. прочность после 28 суток твердения в стандартных условиях).
Rб = ARц (Ц/В + в)
Приведенная формула предложена И. Боломеем и уточнена Б. Г. Скрамтаевым. Она выражает основной закон прочности бетона и используется для определения состава бетона по заданным параметрам.
Для обычных бетонов (марок ниже М400 – М500) в интервале Ц/В=1.4….2.5 формула
Боломея – Скрамтаева имеет вид;
Rб = АRц (Ц/В – 0.5)
а для высокопрочных бетонов при Ц/В = 2,5….3,3
Rб = А1Rц (Ц/В + 0.5)
Основы технологии бетона. Подбор состава тяжелого бетона.
Подбор состава бетона производят с целью получения бетона с требуемыми качественными показателями, установленными в проектной документации на изделия или конструкции, при минимальном расходе цемента или другого вяжущего
Общая схема расчета следующая:
1. Расчет состава бетона начинают с определения цементно-водного отношения по формулам . Rб=АRЦ. (Ц\В – 0,5) или Rб=А1RЦ.(Ц\В+0,5) исходя из заданного класса (марки) бетона. Выбор марки цемента производят по таблице:
|
Марка
|
М 150 |
М 120 |
М250
|
М300
|
М350 |
М400
|
М450
|
М500
|
М600
|
|
Бетона |
|
|
|
|
|
|
|
|
|
|
Марка |
300 |
300 |
300 |
400 |
400 |
500 |
550 |
550 |
600 |
|
цемента |
|
400 |
400 |
500 |
500 |
600 |
600 |
600 |
|
При расчете состава бетона для конструкций, не подвергающихся агрессивным воздействиям, принимают вычисленное водоцементное отношение, обеспечивающее требуемую прочность бетона. Однако к гидротехническим и другим конструкциям могут предъявляться дополнительные требования (по морозостойкости, водонепроницаемости, стойкости против химической коррозии и т.п.). Поэтому расчет состава гидротехнического и дорожного бетонов необходимо производить с учетом установленного нормами ограничения В/Ц.
2. Количество воды затворения находят в зависимости от заданной подвижности или жесткости бетонной смеси по графикам или таблицам с учетом водопотребности мелкого заполнителя.
3. Расход цемента находят, зная количество воды затворения и водоцементное отношение: Ц ,=-В/(В/Ц). Если расход цемента на ] м" бетона окажется меньше допускаемого по нормам, то количество его следует увеличить до требуемой нормы, сохранив прежнее В/Ц. Расход воды при этом пересчитывают, исходя из увеличенного расхода цемента. Минимальный расход вяжущего для бетонных конструкций - 200 кг/м , для железобетонных - 220 кг/м и конструкций, работающих в агрессивных средах - 250 кг/м.
4. Расход крупного и мелкого заполнителей определяют исходя из следующих положений:
а) объем плотно уложенного бетона (принимают в расчете равным 1 м3 или 1000 дм без учета воздушных пустот) слагается из объема зерен мелкого и крупного заполнителей и объема цементного теста, заполняющего пустоты между зернами заполнителей. Уравнение, выражающее это положение и называемое уравнением абсолютных объемов, может быть представлено в следующем виде:
Ц/ρц + В/ρв +П/ρп+ Щ/ρщ = 1000
б) пустоты между зернами крупного заполнителя должны быть заполнены растворной частью с учетом некоторой раздвижки зерен, величина которой определяется коэффициентом раздвижки Кразд.
Ц/ρц + П/ρп + В/ρв = К/ρнщ Vпуст Кразд.
Где Ц,В,П,Щ – расходы соответственно цемента, воды, песка и крупного заполнителя кг/м3; ρц ρв ρп ρщ - плотности этих материалов; ρн к - насыпная плотность крупного заполнителя;Vпустщ - относительный объем пустот (пустотность) крупного заполнителя, определяемый по формуле Vпустщ = (ρн щ/ρщ) Кразд.- коэффициент раздвижки: для жестких бетонных смесей, Кразд. – 1,05 – 1,15, в среднем 1,1 для подвижных смесей – по графику (рис.1) в зависимости от объема цементного теста Vц.т.=Ц/ρц + В/ρв. С учетом водопотребности песка (Вп) Кразд.= К’разд. + (7 + Вп) х 0,03.
Решая совместно приведенные выше два уравнения, получаем формулы для определения расходов (кг/м3): крупного заполнителя;
1000
Щ= Vпуст * Кразд + 1
ρнщ ρщ
и песка;
П = [1000 – ( Ц + В + Щ ) ] ρц
ρц ρщ
Полученный состав бетона может быть выражен двумя способами:
А) количеством составляющих (кг) для получения 1м3 бетона (например, цемент — 300, вода — 200, песок — 650 и щебень — 1250);
Б) соотношением компонентов в частях по массе или по объему; при этом количество цемента принимают за 1 (например, запись 1:2:4 при В/Ц = 0,7 означает, что на 1 ч. цемента берется 0,7 ч. воды, 2 ч. песка и 4 ч. крупного заполнителя).
При использовании влажных заполнителей необходимо учитывать содержащуюся в них воду и соответственно уменьшать количество воды затворения, чтобы суммарное количество воды было равно расчетному.
Способы приготовления, транспортирования, укладки и уплотнения бетонной смеси
Бетонные смеси приготовляют в бетоносмесительных цехах предприятий сборного железобетона или на автоматизированных бетонных заводах.
Приготовление бетонной смеси должно обеспечит получение однородной массы. Оно состоит из точного дозирования и смешивания исходных материалов. Составляющие материала дозируют по массе (исключение допускается для воды). Применяют дозаторы с автоматическим и ручным управлением - последние для малых бетоносмесительных установок. В автоматических дозаторах с центрального пульта управления осуществляется установка аппаратуры на требуемую массу. Допускаются отклонения при дозировании цемента и воды ±1%, для заполнителей ±2% (по массе).
Бетоносмесительные машины циклического действия подразделяют на гравитационные и с принудительным смешиванием. Для получения подвижных бетонных смесей применяют гравитационные бетоносмесители, работающие по принципу свободного падения перемешиваемого материала. При вращении барабана смесителя (рис. 1.) внутренние лопасти захватывают бетонную смесь, поднимаю ее, затем бетонная смесь свободно падает с некоторой высоты и при этом перемешивается. Время перемешивания, необходимое для получения однородной бетонной смеси, зависит от емкости барабана и подвижности смеси и составляет: для смесителей емкостью до 500 дм3 1- 1,5 мин; ёмкостью 1200 дм3 – около 3 мин и ёмкостью 2400 дм3 около 3 мин.

Рис.1. Схема конусного барабана гравитационного бетоносмесителя:
1 – корпус; 2 – обечайка; 3 и 4 – лопасти; 5 – с грелки показывают перемещение бетонной смеси.
Жесткие бетонные смеси лучше перемешивать в смесителях принудительного действия. В этих смесителях; бетонная смесь принудительно перемешивается в смесительной чаше или барабане при помощи смешивающих устройств: лопастей, лопаток, гребков и т.п. Широко применяют два типа бетоносмесителей с принудительным перемешиванием: противоточные с горизонтальной чашей, вращающейся в направлении, противоположном вращению смешивающих устройств, размешенных в горизонтальной плоскости, перемешанная смесь выгружается через люк в днище чаши; роторные турбинного типа с горизонтальной неподвижной чашей и вращающимся в центре ротором, на котором насажены смешивающие устройства, расположенные в горизонтальной плоскости.
Для жестких мелкозернистых смесей с низкими В/Ц эффективно виброперемешивание, при котором частицы совершают колебательные движения.
Бетоносмесители непрерывного действия требуют меньших удельных затрат электроэнергии и имеют значительно большую производительность (30, 60, 120 м3/ч бетонной смеси) по сравнению с гравитационными смесителями циклического действия.
Автоматизация бетонных заводов основана на применении автоматических дозаторов, а также на программном управлении всеми стадиями процесса перемешивания. Предусматривается оптимизация с помощью ЭВМ состава бетона и режима работы соответственно программе, базирующейся на информации о качестве сырья и ходе технологического процесса
Бетонный завод должен выдать на каждую партию бетонной смеси паспорт, в котором указывается марка бетона, удобоукладываемость бетонной смеси и др.
Транспортирование бетонной смеси к месту укладки должно обеспечит, сохранение ее однородности и степени подвижности. При длительной перевозке бетонная смесь загустевает вследствие гидратации цемента, поглощения воды заполнителями и испарения, однако подвижность смеси к моменту укладки ее должна быть не меньше проектной.
При выборе способа транспортирования необходимо учитывать дальность и скорость перевозки, подвижность смеси и экономичность способа. На заводах бетонные смеси транспортируют бетонораздатчиками. самоходными тележками, ленточными транспортерами; в цехах малой и средней мощности — электротельферами и электрокарами. Подвижные смеси можно транспортировать на большие расстояния по трубам с помощью пневматических установок. На строительные площадки, где ведутся бетонные работы, бетонную смесь доставляют в авто-бетон осмеем гелях, в которых бетонную смесь перемешивают примерно за 5 мин до прибытия на место. Качество и долговечность бетона во многом зависит от правильности укладки. Методы укладки и уплотнения определяются видом бетонной смеси (пластичная или жесткая, тяжелый или лёгкий бетон) и типом конструкции. В результате уплотнения бетонная смесь заполняет форму или опалубку, причем уплотненная бетонная смесь должна иметь однородное строение и минимальный объем воздушных пустот, после уплотнения остается не более2 – 3% воздуха ( т.е. 20 – 30 дм3 на 1 м3 бетона).
Вибрирование – наиболее эффективный метод укладки, основанный на использовании тиксотропных свойств бетонной смеси. При вибрировании частицами бетонной смеси передаются быстрые колебательные движения от источника колебаний – вибратора. При вибрировании жесткая бетонная смесь как бы превращается в тяжелую жидкость, которая плотно заполняет все части формы, а воздух, содержащийся в бетонной смеси, при этом поднимается вверх и выходит из смеси. Бетонная смесь приобретает плотную структуру. При недостаточном времени вибрирования бетонная смесь уплотняется не полностью, при слишком долгом — она может расслоиться: тяжелые компоненты — щебень, песок концентрируются внизу, а вода выступает сверху.
Плотность укладки бетонной смеси контролируют по величине коэффициента уплотнения, который равен отношению фактической плотности свежеуплотненного бетона к его расчетной плотности. Уплотнение считается "полным" при коэффициенте уплотнения .0,98-1.
В зависимости от вида и формы бетонируемой конструкции применяют различные типы вибраторов. При бетонировании конструкции большой площади и небольшой толщины (до 200.. .300 мм), например бетонных покрытий дорог, полов промышленных зданий и т. п., используют поверхностные вибраторы массивных элементов значительной толщины — глубинные вибраторы с наконечниками различной формы и размеров. Часто применяют одновременно несколько вибраторов, которые собирают в пакеты. Тонкостенные бетонные конструкции, насыщенные арматурой (колонны, несущие стены), уплотняют навесными вибраторами, прикрепляемыми к поверхности опалубки. В заводских условиях при изготовлении бетонных камней, крупных блоков, панелей и других изделий пользуются виброплощадками на которые, устанавливают формы с бетонной смесью.
На практике часто используют комбинированные способы уплотнения бетонной смеси. Так, при формовании железобетонных изделий из жестких бетонных смесей применяют вибрирование под нагрузкой. При величине прессующего давления поверхности изделия
0,05-0,15 МПа можно способом вибропрессования плотно уложить особо жесткие бетонные смеси с количеством воды затворения 120-130кг/м3 и В/Ц= 0.3-0,35.
Виброштампование часто применяют для формования коробчатых и ребристых плит, лестничных маршей со ступеньками и других профилированных изделий. Бетонная смесь, уложенная в форму, формуется и уплотняется при помощи погружаемого е нее виброштампа.
Вибропрокат осуществляется на специальных вибропрокатных станах. Этим способом изготовляют изделия из тяжелого и легкого бетонов (например, вибропрокатные керамзкгобетонные панели).
При центробежном способе формования для уплотнения бетонной смеси используют центробежную силу возникающею при вращении формы с уложенной в нее бетонной смесью. Скорость вращения формы 400-900 об/мин. При этом бетонная смесь равномерно распределяется по стенкам формы и хорошо уплотняется. Часть воды затворения (20-30%) отжимается к внутренней поверхности изделия и тем самым понижается величина В/Ц. Это способствует уменьшению пористости и водопроницаемости бетона Центробежное формование применяют для изготовления полых изделий: железобетонных труб, полых колонн, опор и др.
Вибровакуумирование позволяет извлечь из свежеуложенной бетонной смеси 10-20% от общего количества воды затворения и получить более плотный бетон. Вакуумирование осуществляют специальным оборудованием (вакуум-щитами, вакуум-вкладышами и т.п.). Основной его частью является вакуум-полость, в которой создается разрежение. Вакуум-щиты укладывают своей рабочей поверхностью, снабженной фильтровальной тканью, на бетон. Фильтр предотвращает отсос частиц цемента в процессе вакуумирования.
Твердение бетона в различных условиях и методы его ускорения. Зимнее бетонирование
Различают естественное и искусственное твердение бетона. Естественное твердение можно ускорить, применяя быстротвердеющие цементы, жесткие бетонные смеси, добавки-ускорители твердения. Искусственное твердение - так называемая температурно-влажностная обработка, применяемая в заводских условиях.
Для получения 70% прочности надо было бы выдерживать изделия в формах в нормальных условиях не менее 7 суток, что потребовало бы громадного количества форм, большого увеличения производственных площадей. Поэтому одной из главных задач в технологии бетона является усовершенствование - существующих и разработка новых методов ускорения твердения бетона. Широко применяют методы тепловой обработки бетона, которые дают возможность повысить температуру бетона при обязательном сохранении его влажности. В результате увеличивается скорость химических реакций взаимодействия цемента с водой и значительно повышается начальная (суточная) прочность бетона
На заводах сборного железобетона чаще всего применяют прогрев изделий при атмосферном давлении в паровоздушной среде с температурой 80-85°С или выдерживание в среде насыщенного пара при 100°С. Стремятся применять насыщенный пар, чтобы исключить высыхание бетона и создать условия, благоприятствующие гидратации цемента
Пропаривание при нормальном давлении осуществляют в пропарочных камерах периодического или непрерывного действия. В первом случае отформованные изделия, находящиеся в формах или поддонах, загружают в камеру с крышкой, которая имеет водяной затвор, препятствующий потере пара. В камеру подают пар, и температура постепенно (со скоростью 15-20.°С/ч) повышается до максимальной (80- 100°С). При этом изделия прогреваются на всю толщину. Затем дается изотермическая выдержка, после которой изделия медленно охлаждаются. Постепенный подъем температуры, и постепенное охлаждение обеспечивают более полную гидратацию цемента и предотвращают появление трещин в изделиях. Продолжительность пропаривания зависит от химико-минералогической характеристики цемента и состава бетона: для изделий из подвижных бетонных смесей - 4-8 ч. Режим пропаривания устанавливают после опытной проверки.
Прочность пропаренного бетона (т.е. примерно через 1 суток после изготовления) составляет около 65-75% от марки. Следовательно, пропаривание при нормальном давлении ускоряет твердение бетона примерно в 7-8 раз.
Различают туннельные (горизонтальные) и вертикальные камеры тепловой обработки непрерывного действия. Формы-вагонетки с отформованными изделиями в этих камерах последовательно проходят три зоны: подогрева, изотермической выдержки и охлаждения. В этих камерах процесс тепловой обработки изделий осуществляется с использованием принципа противотока Пар поступает в верхнюю зону камеры (зону изотермического прогрева) через перфорированную трубу. Холодные изделия движутся вверх навстречу все более горячей паровоздушной среде. После прохождения зоны изотермического прогрева изделия опускаются вниз и постепенно охлаждаются.
При элекгропрогреве в качестве источника тепла используют электрическую энергию. Для Прогрева бетона применяют трехфазный переменный ток нормальной частоты (50 Гц). Постоянный ток не пригоден, так как он вызывает разложение (электролиз) воды. Распределение тока в уложенном бетоне осуществляется через металлические электроды, располагаемые или на поверхности бетона (пластинчатые, полосовые), или внутри него (внутренние стержневые и струнные).
Значительный эффект дает применение кратковременного (в течение 5-10 мин) элекгроразогрева бетонной смеси до температуры 80-90°С в специальных бункерах током напряжения 380 В. Предварительно разогретую смесь укладывают в формы и уплотняют. Выделение тепла при гидратации цемента способствует поддержанию повышенной температуры твердеющего бетона и ускорению его твердения.. Способ предварительного электропрогрева смеси успешно применяют при зимних бетонных работах.
Обработка лучистой энергией эффективна для тонкостенных полых изделий. Излучатели инфракрасных лучей в виде нагревательных устройств, обогреваемых электрическим током или газом, помещают в пустоты изделий. Стенки изделия поглощают лучистую энергию, которая аккумулируется в бетоне в виде тепла.
Добавки (хлористого кальция, хлористого натрия, кальцинированной соды, растворимого стекла) ускоряют процессы твердения цемента.
Дозировка хлористого кальция составляет 1 -2% от массы цемента (считая на безводную соль). Увеличение добавки хлористого кальция может привести к коррозии стальной арматуры, а также к появлению высолов на поверхности бетона. Добавка хлористого кальция в 2-4 раза увеличивает начальную прочность бетона (в возрасте до 3 суток), а прочность бетона в возрасте 28 суток остается примерно той же, что и без добавки. При введении хлористого кальция надо учитывать, что он оказывает пластифицирующее действие на бетонную смесь и дает возможность па 5-6% уменьшить количество воды затворения, а соответственно и расход цемента при изготовлении бетона.
Комплексное использование методов ускорения твердения бетона дает наибольший технико-экономический эффект.
Твердение бетона при отрицательных температурах
При температуре ниже 0°С твердение бетона практически прекращается, если в бетон не добавлены соли (CaCl2; NaCl, поташ снижающие точки замерзания воды). Применяют в количестве до 10% от массы цемента. Замерзание бетона в раннем возрасте влечёт за собой значительное понижение его прочности. Это объясняется тем, что свежий бетон насыщен водой, которая замерзая, расширяется и разрывает связи между поверхностью заполнителя и слабым цементным камнем. Кроме того значительно уменьшается сцепление бетона с арматурой.
При бетонировании зимой для обеспечения твердения бетона в теплой и влажной среде
используются два способа:
1) Использование внутреннего запаса тепла бетона.
2) Дополнительная подача тепла бетону из вне.
При первом способе используют БТЦ (экзотермия цемента) ускорители твердения, уменьшают количество воды , вводя в смесь пластифицирующие добавки , используют предварительный подогрев бетонной смеси , подогревают воду до 80°С или воду смешанную с заполнителем до 50°С. Минимальная температура в момент укладки должна быть не менее 5 °С. Используют способ термоса- тепло выделяется во время твердения в первые 3-7 суток покрывая опалубку и все открытые части бетона опилками, шлаком, пенопластом, матами из минеральной ваты. Это возможно только при бетонировании массивных конструкций.
Существу три способа подачи тепла из вне:
1) электроподогрев для этого стальные пластинки-электроды укладывают сверху или с боков конструкции.
2)обогрев бетона паром, пропускаемым между двойной опалубкой, или по трубам, находящимся внутри бетона или в опалубке. Температура пара 58-80°С, через двое суток
бетон достигает прочности, которую приобретает через 7 суток нормального твердения.
3)обогрев воздуха окружающего бетон устраивают фанерный или брезентовый тепляк, в котором устанавливают временные печи и т.д. и сосуды с водой.
Прочность, марка и класс бетона
Тяжелый бетон — основной конструкционный строительный материал, поэтому оценке его прочностных свойств уделяется большое внимание. Прочностные характеристики бетона определяют строго в соответствии с требованиями стандартов. Используется несколько показателей, характеризующих прочность бетона. Неоднородность бетона как материала учитывается в его основной прочностной характеристике — классе бетона.
Прочность. Как и у всех каменных материалов, предел прочности бетона при сжатии значительно (в 10... 15 раз) выше, чем при растяжении и изгибе. Поэтому в строительных конструкциях бетон, как правило, работает на сжатие. Когда говорят о прочности бетона, подразумевают его прочность на сжатие. В остальных случаях оговаривается вид прочности.
Бетон на портландцементе набирает прочность постепенно. При нормальной температуре и постоянном сохранении влажности рост прочности бетона продолжается длительное время, но скорость набора прочности со временем затухает.
Прочность бетона принято оценивать по среднему арифметическому значению результатов испытания образцов данного бетона через 28 суток нормального твердения. Для этого используют образцы-кубы размером 150 х150 х150 мм, изготовленные из рабочей бетонной смеси и твердевшие при (20 ±2) °С на воздухе при относительной влажности 95 % (или в иных условиях, обеспечивающих сохранение влаги в бетоне). Методы. определения прочности бетона регламентированы стандартом.
Марка бетона. По среднему арифметическому значению прочности бетона устанавливают его марку — округленное значение прочности (причем округление идет, всегда в нижнюю сторону). Для тяжелого бетона установлены следующие марки по прочности на сжатие: 50, 75, 100, 150, 200, 250, 300, 350, 400, 450,500, 550, 600, 700 и 800 кгс/см2. При обозначении марки используют индекс «М»; так, например, марка бетона М350 означает, что его средняя прочность не менее 35 МПа (но не более 40).
Отличительная особенность бетона — значительная неоднородность его свойств. Это объясняется изменчивостью в качестве сырья (песка, крупного заполнителя и даже цемента), нарушением режима приготовления бетонной смеси, ее транспортировки, укладки (степени уплотнения) и условиями твердения. Все это приводит к разбросу значений прочности бетона одной и той же марки. Чем выше культура производства (лучше качество подготовки материалов, приготовления и укладки бетона и т. п.), тем меньше будут возможные колебания прочности бетона. Для строителя важно получить бетон не только с заданной средней прочностью, но и с минимальными отклонениями (особенно в низшую сторону) от этой прочности. Показателем, который учитывает возможные колебания качества бетона, является класс бетона.
Класс бетона — это численная характеристика какого-либо его свойства (в том числе и прочности), принимаемая с гарантированной обеспеченностью (обычно 0,95). Это значит, что установленное классом свойство, в данном случае прочность бетона, достигается не менее чем в 95 случаях из 100.
Понятие «класс бетона» позволяет назначать прочность бетона с учетом ее фактической или возможной вариации. Чем меньше изменчивость прочности, тем выше класс бетона при одной и той же средней прочности.
ГОСТ 26633 — 85 устанавливает следующие классы тяжелого бетона по прочности на сжатие (МПа): 3,5; 5; 7,5; 10; 12,5; 1 5; 20; 25; 30; 32,5; 40; 45; 50; 55 и 60. Класс по прочности на сжатие обозначают латинской буквой В, справа от которой приписывают его гарантированную прочность в МПа. Так, у бетона класса В 1 5 предел прочности при сжатии не ниже 15 МПа с гарантированной обеспеченностью 0,95.
Соотношение между классами и марками бетона неоднозначно и зависит от однородности бетона, оцениваемой с помощью коэффициента вариации. Чем меньше коэффициент вариации, тем однороднее бетон.
Класс бетона одной и той же марки заметно увеличивается при снижении коэффициента вариации. Так, при марке бетона МЗОО и коэффициенте вариации 18 % класс бетона будет В 15, а при коэффициенте вариации 5 % — В20, т. е. на целую ступень выше. Это показывает, как важно тщательное выполнение всех технологических операций и повышение культуры производства. Только в этом случае достигается высокая однородность бетона и более высокий класс его прочности при неизменном расходе цемента.
Строительными нормами принят нормативный коэффициент вариации прочности бетона, равный 13,5 % и характеризующий технологию бетонных работ как удовлетворительную.
Соотношение между классами бетона по прочности на сжатие и его марками при нормативном коэффициенте вариации, равном 13,5 %, приведено в таблице.
Таблица: Соотношение между марками и классами тяжелого бетона по прочности при коэффициенте вариации 13,5 %.
-
Класс бетона
Средняя прочность данного класса
КГС/СМЛ
Ближайшая
марка
бетона
Класс бетона
Средняя
прочность
данного
класса
кг/см3
Ближайшая марка бетона
В3,5
46
М50
В30
393
М400
В5
65
М75.
В35
458
М450
В7,5
98
М100
В40
524
М550
В10
131
М150
В45
589
М600
В12.5
164
М150
ВЗО
655
М600
В15
196
М2СЮ
В55
720
М700
В20
262
М250
В60
786
М800
В25
327
М350
Соотношение между классом и марками бетона по прочности при нормативном коэффициенте вариации V = 13,5% следует принять Rб =В/0,778, например, для класса В5 средняя прочность будет Rсрб = 6,43 МПа.
Свойства тяжелого бетона
К основным свойствам тяжелого бетона, кроме прочности, относят: пористость, деформативность (модуль упругости, ползучесть, усадку), водопроницаемость, морозостойкость, теплофизические свойства и др.
Деформатнвность бетона. Бетон под нагрузкой ведет себя не как идеально упругое тело (например, стекло), а как упруго-вязко-пластичное тело. При небольших напряжениях (не более 0,2 от предела прочности) бетон деформируется как упругий материал. При этом его начальный модуль упругости зависит от пористости и прочности и составляет для тяжелых бетонов (2,2... 3,5) • 104 МПа (у сильнопористых ячеистых бетонов модуль упругости около 1 • 104 МПа).
При больших напряжениях начинает проявляться пластическая (остаточная) деформация, развивающаяся в результате роста микротрещин и пластических деформаций гелевой составляющей цементного камня.
Ползучесть — склонность бетона к росту пластических деформаций при длительном 'действии статической нагрузки. Ползучесть бетона также связана с пластическими свойствами цементного геля и микротрещинообразованием. Она носит затухающий во времени характер. Абсолютные значения ползучести зависят от многих факторов. Особенно активно ползучесть развивается, если бетон нагружается в раннем возрасте. Ползучесть можно оценивать двояко: как положительный процесс, помогающий снижать напряжения, возникающие от термических и усадочных процессов, и как отрицательное явление, например, снижающее эффект от предварительного напряжения арматуры.
Усадка — процесс сокращения размеров бетонных элементов при их нахождении в воздушно-сухих условиях. Основная причина усадки — сжатие гелевой составляющей цементного камня при высыхании. Усадка бетона тем выше, чем больше объем цементного теста в бетоне. В среднем усадка тяжелого бетона составляет 0,3... 0,4 мм/м. Вследствие усадки бетона в бетонных и железобетонных конструкциях могут возникнуть большие усадочные напряжения, поэтому элементы большой протяженности разрезают усадочными швами во избежание появления трещин. При усадке бетона 0,3 мм/м в конструкции длиной 30м общая усадка составит 10 мм. Усадочные трещины в бетоне на контакте с заполнителем и в самом цементном камне могут снизить морозостойкость и послужить очагами коррозии бетона.
Пористость. Как это ни покажется странным, бетон — плотный на вид материал имеет заметную пористость. Причина ее возникновения в избыточном количестве воды затворения. Бетонная смесь после правильной укладки представляет собой плотное тело. При твердении часть воды химически связывается минералами цементного клинкера (для портландцемента около 0,2 от массы цемента), а оставшаяся часть постепенно испаряется, оставляя после себя поры. В этом случае пористость бетона можно определить по формуле
П=[(В-ω Ц)/1000] х 100
где В и Ц — расходы воды и цемента в кг на 1 м3 (1000 дм3); ω — количество химически связанной воды в долях от массы цемента.
Так, например, в возрасте 28 суток цемент связал 17 % воды от своей массы; расход воды в этом бетоне — 180 кг, а цемента — 320 кг. Тогда пористость бетона будет;
П = [(180 х 0,17х320)/1000] х 100=1 2,6%.
Это общая пористость, включающая микропоры геля и капиллярные поры (объем вовлеченного воздуха мы не рассматриваем). С точки зрения влияния на проницаемость и морозостойкость бетона важно количество капиллярных пор. Относительный объем таких пор можно вычислить по формуле,
Пк = [(В – 2ω Ц)/1 000] х100.
В рассматриваемом случае объем капиллярных пор будет 7, 1 %.
Водопоглощение и проницаемость. Благодаря капиллярно-пористому строению бетон может поглощать влагу как при контакте с ней, так и непосредственно из воздуха. Гигроскопическое влагопоглощение у тяжелого бетона незначительно, но у легких бетонов (а в особенности у ячеистых) может достигать соответственно 7 — 8 и 20. ..25 %,
Водопоглощение характеризует способность бетона впитывать влагу в капельножидком состоянии; оно зависит, главным образом, от характера пор. Водопоглощение тем больше, чем больше в бетоне капиллярных сообщающихся между собой пор. Максимальное водопоглощение тяжелых бетонов на плотных заполнителях достигает 4... 8 % по массе (10. ,.20 % по объему). У легких и ячеистых бетонов этот показатель значительно выше. Большое водопоглощение отрицательно сказывается на морозостойкости бетона. Для уменьшения водопоглощения прибегают к гидрофобизации бетона, а также к устройству паро- и гидроизоляции бетонных конструкций.
Водопроницаемость бетона определяется в основном проницаемостью цементного камня и контактной зоны «цементный камень — заполнитель»; кроме того, путями фильтрации жидкости через бетон могут быть микротрещины в цементном камне и дефекты сцепления арматуры с бетоном. Высокая водопроницаемость бетона может привести его к быстрому разрушению из-за коррозии цементного камня.
Для снижения водопроницаемости необходимо применять заполнители надлежащего качества (с чистой поверхностью), а также использовать специальные уплотняющие добавки (жидкое стекло, хлорное железо) или расширяющиеся цементы. Последние используются для устройства бетонной гидроизоляции. По водонепроницаемости бетон делят на марки W0.2; W0.4; W0.6; W0.8; и W1.2. Марка обозначает давление воды (МПа), при котором образец-цилиндр высотой 15 см не пропускает воду при стандартных испытаниях.
Морозостойкость — главный показатель, определяющий долговечность бетонных конструкций в нашем климате. Морозостойкость бетона оценивается путем попеременного замораживания при минус (18 ±2) °С и оттаивания в воде при (18 ±2 ) °С предварительно насыщенных водой образцов испытуемого бетона. Продолжительность одного цикла 5... 10 ч в зависимости от размера образцов.
За марку по морозостойкости принимают наибольшее число циклов «замораживания —
оттаивания», которое образцы выдерживают без снижения прочности на сжатие более 5 % по сравнению с прочностью контрольных образцов в начале испытаний. Установлены следующие марки бетона по морозостойкости: F25; F35; F50; F75; F100…..F1000. Стандартом предусмотрены и ускоренные методы испытаний в растворе соли или глубоким замораживанием до минус (50+5)°С.
Причиной разрушения бетона в рассматриваемых условиях является капиллярная пористость.
Вода по капиллярам попадает внутрь бетона и, замерзая там, постепенно разрушает его структуру.
Для получения бетонов высокой морозостойкости необходимо добиваться минимальной
капиллярной пористости (не выше 6,5. ..6 %). Это возможно путем снижения содержания воды
в бетонной смеси, что, в свою очередь, достигается путем использования:
а) жестких бетонных смесей, интенсивно-уплотняемых при укладке;
б) пластифицирующих добавок, повышающих удобоукладываемость бетонных смесей без
добавления воды.
Есть еще один путь повышения морозостойкости бетона — гидрофобизация (объемная или поверхностная); в этом случае снижается водопоглощение бетона и соответственно
повышается его морозостойкость.
Теплофизические свойства. Из них важнейшими являются теплопроводность, теплоемкость и температурные деформации.
Теплопроводность тяжелого бетона даже в воздушно-сухом состоянии велика — около 1,2. ,.1,5 Вт/(м - К), т. е. в 1,5. ..2 раза выше, чем у кирпича. Поэтому использовать тяжелый бетон в ограждающих конструкциях можно только совместно с эффективной теплоизоляцией. Легкие бетоны, в особенности ячеистые, имеют не высокую теплопроводность 0,1 — 0,5 Вт/(м К), и их применение в ограждающих конструкциях предпочтительнее.
Теплоемкость тяжелого бетона, как и других каменных материалов, находится в пределах
0,75 - 0,92 Дж (кг К); в среднем — 0,84 Дж (кг К).
Температурные деформации. Температурный коэффициент линейного расширения ТКЛР тяжелого бетона (10... 12) – 10-6 К-1Это значит, что при увеличении температуры бетона на 50° (от -20° до +30 °С) расширение составит примерно 0,5 мм/м. Поэтому во избежание растрескивания сооружения большой протяженности разрезают температурными швами.
Большие колебания температуры могут вызвать внутреннее растрескивание бетона из-за различного теплового расширения крупного заполнителя цементного камня.
Специальные виды тяжелого бетона
Высокопрочный бетон М600-М1000 получают на основе высокопрочного портландцемента, промытого песка и щебня не ниже М 1200-М 1400.
Малоподвижные и жесткие смеси приготовляют с низкими В/Ц. = 0,27-0,45 в бетоносмесителях принудительного действия (например, турбинных). Для плотной укладки этих смесей при формовании изделий и конструкций используют интенсивное уплотнение: вибрирование с пригрузом, двойное вибрирование, сильное прессование. Значительно облегчают уплотнение Суперпластификаторы, не понижающие прочности бетона.
Высокопрочные бетоны являются, как правило, и быстротвердеющими. Однако для ускоренного достижения отпускной прочности бетона в изделиях обычно требуется тепловая обработка, которая может проводиться по сокращенному режиму. Новые особо быстротвердеющие цементы дают возможность обойтись без тепловой обработки, так как бетон достигает нужной прочности в "естественных" условиях твердения при температуре 20-25°С. Применение высокопрочных бетонов взамен бетона М400 дает возможность уменьшить расход арматурной стали на 10-12% и сократить объем бетона на 10-30%.
Гидротехнический бетон
Гидротехнический бетон предназначается для конструкций, находящихся в воде или периодически соприкасающихся с водой, поэтому он должен обладать свойствами, необходимыми для длительной нормальной службы этих конструкций в данных климатических и эксплуатационных условиях.
Гидротехнический бетон должен иметь минимальную стоимость и удовлетворять требованиям по прочности, долговечности, водостойкости, водонепроницаемости, морозостойкости, тепловыделению при твердении, усадке и трещиностойкости. Противоречивые на первый взгляд требования высокого качества и низкой стоимости можно выполнить, если выделить наружную зону массивного сооружения, подвергающуюся непосредственному влиянию среды, и внутреннюю зону.
Бетон наружной зоны в зависимости от расположения в сооружении по отношению к уровню воды делят на бетон подводный (находящийся постоянно в воде), переменного уровня воды и надводный, находящийся выше уровня воды.
В самых суровых условиях бетон, расположенный в области переменного уровня воды, многократно замерзает и оттаивает, находясь, все время во влажном состоянии. Это же относится к бетону водосливной грани плотин, морских сооружений (причалов, пирсов, молов и т.д.), градирен, служащих для охлаждения оборотной воды на тепловых электростанциях, предприятиях металлургической и химической промышленности. "Этот бетон должен обладать высокой плотностью и морозостойкостью. Правильный выбор цемента, применение морозостойких заполнителей, подбор состава плотного бетона и тщательное производство бетонных работ обеспечивают получение долговечного бетона.
Бетон внутренней зоны массивных конструкций защищен наружным бетоном от непосредственного воздействия среды. Главное требование к этому бетону - минимальная величина тепловыделения при твердении, так как неравномерный разогрев массива может вызвать образование температурных трещин. Малое тепловыделение имеет шлакопортландцемент, поэтому его и применяют для внутримассивного бетона наряду с пуццолановым портландцементом; эти цементы экономичнее портландцемента и к тому же хорошо противостоят выщелачиванию Са(ОН)2. Требования к физикомеханическим свойствам бетона внутренней зоны не столь высоки: марки по прочности М100, М150, по водонепроницаемости W2; W4.
Марку бетона по водонепроницаемости назначают в зависимости от напорного градиента, равного отношению максимального напора к толщине конструкций или к толщине бетона наружной зоны конструкции (при наличии зональной разрезки):
-
Напорный градиент
до5
5-10
10-12
1 2 и более
Марка бетона по водонепроницаемости
W4
W6
W8
W12
Для конструкций с напорным градиентом более 12 на основании опытов могут назначаться марки по водонепроницаемости выше МП2.
Стойкость бетона к воздействиям среды определяется комплексом его свойств: морозостойкостью, малым водопоглощением, небольшими деформациями усадки.
Марку бетона по морозостойкости назначают в зависимости от климатических условий и числа расчетных циклов попеременного замораживания и оттаивания в течение года. Установлены следующие марки гидротехнического бетона по морозостойкости: Р100. Р150, Р200, РЗОО, Р400, Р500.
Во до поглощение гидротехнического бетона характеризуется величиной капиллярной всасываемости при погружении в воду образцов 28-суточного возраста, высушенных до постоянной массы при температуре 105°С. Водопоглощение бетона зоны переменного уровня воды не должно превышать 5% (от массы высушенных образцов), для бетонов других зон не более 7%.
Линейная усадка бетона при относительной влажности воздуха 60% и температуре 18°С в возрасте 28 суток не превышает 0.3 мм/м. в возрасте 180 суток - 0,7 мм/м. Предельно допустимые величины набухания установлены: в возрасте 28 суток - 0,1 мм/м. 180 суток - 0,3 мм/м (по сравнению с высушенными до постоянной массы при 60°С эталонными образцами).
Дорожный бетон
Дорожный бетон предназначен для оснований и покрытий, автомобильных дорог и аэродромов. Покрытие работает на изгиб как плита на упругом основании, поэтому основной прочностной характеристикой бетона является проектная марка на растяжение при изгибе.
Крупный заполнитель (щебень, гравий, щебень из шлака) обязательно проверяют на износостойкость в полочном барабане: она нормируется в соответствии с назначением бетона.
Бетон дорожных покрытий подвергается совместному действию воды и мороза при одновременном влиянии солей, использующихся для предотвращения обледенения и облегчения очистки дорог от льда. Поэтому бетон однослойных покрытий и верхнего слоя двухслойных покрытий должен иметь необходимую морозостойкость: в суровом климате - не ниже 200; в умеренном - 150; в мягком 100.
Чтобы получить морозостойкий бетон, применяют портландцемент М500 с содержанием трехкальциевого алюмината не более 10%, гидрофобный и пластифицированный портландцементы, а В/Ц бетона ограничивают пределом 0,5-0,55. Бетон оснований дорожных покрытий изготовляют на портландцементе МЗОО и М400 и шлакопортландцемент. Начало схватывания цемента должно быть не ранее 2 ч, поскольку дорожный бетон нередко приходится перевозить на большие расстояния.
Для декоративных целей при устройстве пешеходных переходов, разделительных полос на дорожных покрытиях, парковых дорожек, а также изготовлении элементов городского благоустройства используют цветные бетоны. Такие бетоны получают при введении в бетонную смесь щелоче - и светостойких пигментов в количестве 8... 10% от массы цемента (охра, мумия, сурик и др.) или применении цветных цементов. В отдельных случаях используют заполнители, обладающие необходимым цветом, например туфы, красные кварциты, мрамор и другие окрашенные горные породы.
Жаростойкий бетон
Жаростойкий бетон предназначается для промышленных агрегатов (облицовки котлов, футеровки печей и т.п.) и строительных конструкций, подверженных нагреванию (например, для дымовых труб). При действии высокой температуры на цементный камень происходит обезвоживание кристаллогидратов и разложение гидроксида кальция с образованием СаО. Оксид кальция при воздействии влаги гидратируется с увеличением объема и вызывает растрескивание бетона Поэтому в жаростойкий бетон на портландцементе вводят тон ко измельченные материалы, содержащие активный кремнезем SiO2, который реагирует с СаО при температуре 700-900.°С и в результате химических реакций, протекающих в твердом состоянии, связывает оксид кальция,
Жаростойкий бетон изготовляют на портландцементе с активной минеральной добавкой (пемзы, золы, доменного гранулированного шлака, шамота). Шлакопортландцемент уже содержит добавку доменного гранулированного шлака и может успешно применяться при температурах до 700°С. Портландцемент и шлакопортландцемент нельзя применять для жаростойкого бетона, подвергающегося кислой коррозии (например, действию сернистого ангидрида в дымовых трубах). В этом случае следует применить бетон на жидком стекле. Он хорошо противостоит кислотной коррозии и сохраняет свою прочность при нагреве до 1000°С.
Глиноземистый цемент можно применять без тонкомолотой добавки, поскольку при его твердении не образуется гидроксид кальция. Еще большей огнеупорностью (не ниже 1580°С) обладает высокоглиноземистый цемент с содержанием глинозема 65-80%; в сочетании с высокоогнеупорным заполнителем его применяют при температурах до 1700°С.
Столь же высокой огнеупорности позволяют достигнуть фосфатные и алюмофосфатные связующие: фосфорная кислота НзРО4 алюмофосфаты AL(H2PO4)3 и магнийфосфаты Mg(H2PO4)2. Жаростойкие бетоны на фосфатных связующих можно применять при температурах до 1700.°С, они имеют небольшую огневую усадку, термически стоики, хорошо сопротивляются истиранию.
Заполнитель для жаростойкого бетона должен быть не только стойким при высоких температурах, но и обладать равномерным температурным расширением.
Бескварцевые изверженные горные породы как плотные (сиенит, диорит, диабаз, габбро), так и пористые (пемза, вулканические туфы, пеплы) можно использовать для жаростойкого бетона, применяемого при температурах до 700°С.
Для бетона, работающего при температурах 700-900°С, целесообразно применять бой обычного глиняного кирпича и доменные отвальные шлаки с модулем основности не более 1, не подверженные распаду.
При более высоких температурах заполнителем служат огнеупорные материалы: кусковой шамот, хромитовая руда, бои шамотных, хромомагнезитовых и других огнеупорных изделий.
Бетоны для защиты от радиационного воздействия
Защитные бетоны снижают интенсивность проникающей радиации. В зависимости от вида изучения применяют особотяжелые и гидратные бетоны.
Особотяжелые, тяжелые бетоны используют для устройства конструкций , защищающих людей о рентгеновского и гамма излучения.
Гидратные бетоны предназначены для защиты от нейтрального излучения.
Материалы, применяемые для бетона от радиоактивной защиты, должны обеспечить, возможно, большую плотность бетона и определенное содержание водорода - обычно в виде воды, связанной с вяжущим.
Вяжущим служит портландцемент или шлакопортландцемент, который выделяет при гидратации немного тепла и поэтому хорошо зарекомендован себя в массивных защитных конструкциях.
В качестве заполнителей используют тяжелые природные или искусственные материалы. Для особо тяжелого бетона применяют в качестве заполнителя близкие по своим свойствам железные руды - магнетит (Fe3O4) и гематит (Fe2O3) с содержанием железа не менее 60%. Бурый железняк (лимонит) Fe2O3-nН2О позволяет значительно повысить содержание связанной воды в гидратом бетоне. Баритовые руды (или барит), содержащие около 80% сульфата бария (BaSO4) применяют как мелкий и крупный заполнитель.
Металлический крупный заполнитель получают из отходов металлообрабатывающих заводов, мелким заполнителем служит кварцевый или лимонитовый песок, а также чугунная дробь. Свинцовая дробь дорогая и ее применяют при малой толщине защиты, для заделки отверстий в конструкциях, когда требуется бетон с повышенными защитными свойствами. Плотность бетона на металлическом наполнителе достигает 6000 кг/м3.
Бетон должен иметь заданную марку по прочности и относительно низкий модуль упругости, что позволяет снизить величину растягивающих напряжений во внешней зоне защиты, вызываемых односторонним нагревом. Кроме того, бетон, расположенный у активного корпуса реактора, должен обладать достаточной стойкостью к воздействию излучений, быть огнестойким и жаростойким даже при температурах, возможных при аварийном режиме реактора. Для массивных конструкций желательно меньшая теплота гидратации цемента и минимальная усадка бетона (для предотвращения температурных и усадочных трещин), а также небольшая величина коэффициента температурного расширения.
Механические свойства особо тяжелых магнетитового, гематитового, лимонитового и баритового бетонов близки. Особо тяжелый бетон имеет марки по прочности М100, М200 и МЗОО.
В качестве дополнительной характеристики бетона, которую учитывают в расчете толщины защиты, подбирают количество связанной воды, исходя из того, что она связывается цементом или входит в состав заполнителя (лимонита, серпентина).
Кислотоупорный бетон
Вяжущим для кислотоупорного бетона является жидкое стекло с полимерной добавкой. Для повышения плотности бетона вводят наполнители: кислотостойкие минеральные порошки, получаемые измельчением чистого кварцевого песка, андезита, базальта, диабаза и т.п. В качестве отвердителя используют кремнефтористый натрий (Ма281рб), в качестве заполнителя - кварцевый песок, щебень из гранита, кварцита, андезита и других стойких пород. После укладки с вибрированием бетон выдерживает не менее 10 суток на воздухе (без поливки) при 15-20°С. После отвердения рекомендуется поверхность бетона "окислить", т.е. смочить раствором серной или соляной кислот. Кислотоупорный бетон хорошо выдерживает действие концентрированных кислот; вода разрушает его за 5-10 лет, щелочные растворы разрушают быстрее. Кислотоупорный бетон применяют в качестве защитных слоев (футеровок) по железобетону и металлу.
Общие сведения о металлах и сплавах
Классификация
Металлы, как материалы, обладают комплексом ценных для строительной техники свойств - большой прочностью, пластичностью, свариваемостью, выносливостью; способностью упрочняться и улучшать другие свойства при термомеханических и химических воздействиях. Этим обуславливается их широкое применение в строительстве и других областях техники. В чистом виде металлы, вследствие недостаточной прочности, твердости и высокой пластичности применяются редко. Главным образом они используются в виде сплавов с другими металлами и неметаллами, например, углеродом. Железо и его сплавы (сталь С < 2,14%, чугун С > 2,14%) называют черными металлами, остальные (Be, Mg, Al, Ti, Cr, Mn, Ni, Cu, Zn и др.) и их сплавы - цветными. (таб.1) Наибольшее применение в строительстве имеют черные металлы. Стоимость их значительно ниже цветных. Однако последние обладают рядом ценных свойств - высокой удельной прочностью, пластичностью, коррозионной стойкостью и декоративностью, расширяющими области их применения в строительстве, в первую очередь архитектурно-строительных деталей и конструкций из алюминия.
Сырьем для получения черных металлов служат руды железа, представленные минералами класса оксидов - магнетитом (FeFe2O4) гематитом (Fe2Оз), хромитом (FeCr2O4) и др. Для производства цветных металлов используются бокситы; сульфидные и карбонатные руды меди, никеля, цинка и др.
Табл. 1 Классификация металлов и сплавов.

СТРОЕНИЕ И СВОЙСТВА ЖЕЛЕЗОУГЛЕРОДИСТЫХ СПЛАВОВ
Металлы, как и другие вещества, могут существовать в различных кристаллических формах (модификациях). Это явление называется полиморфизмом.
Полиморфные превращения в металлах происходят при изменении температуры. Так, при температуре свыше 723°С железо переходит из α-модификации в γ-модификацию, при этом изменяются физико-механические свойства металла. При резком охлаждении металла высокотемпературные модификации могут и не переходить в низкотемпературные. На этом, например, основана термообработка металлов (закалка, отпуск, нормализация).
Химически чистые металлы на практике используют редко. Это связано с трудностью получения чистых веществ, а также с возможностью получать металлы с определенными требуемыми свойствами путем создания различных сплавов.
В металловедении различают три типа сплавов: твердый раствор, механическую смесь, химическое соединение. Если атомы входящих в состав сплава элементов незначительно отличаются размером и строением электронной оболочки, то они могут образовывать общую кристаллическую решетку. Сплав с таким строением называют твердым раствором. Если элементы сплава не образуют твердого раствора, а каждый из них кристаллизуется самостоятельно, то такой сплав называют механической смесью. Если элементы сплава вступают в химическое взаимодействие, образуя новое вещество, такой сплав называют химическим соединением. Практически сплавы могут сочетать в себе все три типа строения.
Рассмотрим зависимость свойств сплава от его состава и строения на примере железоуглеродистых сплавов (сталей и чугунов).
Чистое железо — серебристо-белый мягкий пластичный металл, почти не окисляющийся на воздухе. Прочность его значительно ниже прочности стали и чугуна. При производстве в черные металлы в виде примесей к железу попадают углерод, кремний и некоторые другие вещества. Наибольшее влияние на их свойства оказывает углерод, содержащийся в количестве 0,5...5 %.
Способность железа растворять углерод и другие элементы служит основой для получения разнообразных сплавов.
Углерод, растворяясь в железе, образует твердые растворы. В низкотемпературной модификации железа (α - железо) растворяется мало углерода (до 0,02 %), такой раствор называют ферритом. Феррит обладает низкой твердостью и высокой пластичностью. Чем больше в сплаве содержится феррита, тем он мягче и пластичнее. Высокотемпературная модификация железа (γ - железо) лучше растворяет углерод (до 2 %), образуя твердый раствор аустенит, также характеризующийся высокой пластичностью.
Химическое соединение железа с углеродом — карбид железа, в котором содержится 6,67 % углерода, называют цементитом. Цементит хрупок и имеет высокую твердость. Чем больше цементита в сплаве, тем он более твердый и хрупкий. В некоторых случаях (например, в присутствии больших количеств кремния) цементит не образуется, а углерод выделяется в виде графита (например, в сером чугуне).
В сталях и чугунах феррит, аустенит и цементит существуют в виде механических смесей. Иными словами, сталь и чугун — поликристаллические материалы, свойства которых зависят как от химического состава (количества железа,' углерода и других примесей), так и от структуры (типа и размера кристаллов). Например, при нагревании до температуры выше 723 °С твердая и прочная углеродистая сталь, состоящая из смеси феррита и цементита, становится мягкой и прочность ее падает, так как смесь феррита и цементита переходит в аустенит — раствор углерода в γ-железе. На этом основана горячая обработка (прокат, ковка) углеродистых сталей. Этим же объясняется резкое падение прочности и, как следствие, деформация и разрушения стальных конструкций из-за нагрева во время пожара.
Железо имеет четыре полиморфные модификации: α-Fe, β-Fe, γ-Fe и δ-Fe. Практическое значение имеют модификации α-Fe и γ-Fe. Переход железа из одной модификации в другую происходит при определенных критических температурах. Модификация α-Fe имеет кубическую объемно-центрированную кристаллическую решетку, γ-Fe-кубическую гранецентрированную кристаллическую решетку.
Атомы в решетке стремятся занять положение, соответствующее минимуму ее энергии, образуя плотнейшие упаковки - кубическую объемно - и гранецентрированную.

Рис.1. Координационные числа (плотность упаковки) кристаллических решеток:
а) кубической гранецентрированной (К 12); 6) объемноцентрированной (К8);
Плотность упаковки характеризуется координационным числом, представляющим собой число соседних атомов, находящихся на равном и наименьшем расстоянии от данного атома. Чем больше число, тем плотнее упаковка. Для объемноцентрированной кубической упаковки оно равно 8 (К8); гранецентрированной - 12 (К12). В кубической объемно-центрированной решетке кристаллизуются: К, Na, Li, α-Fe, Mo, W, V, Cr, Ba и др.; кубической гранецентрированной - Ni, Ag, Au, Pt, Си, γ- Fe;
Расстояние между центрами ближайших атомов в решетке называется периодом решетки.
Основы получения чугуна
Разновидности чугуна
Чугун получают в ходе доменного процесса, основанного на восстановлении железа из его природных оксидов, содержащихся в железных рудах, коксом при высокой температуре. Кокс, сгорая, образует углекислый газ. При прохождении через раскаленный кокс он превращается в оксид углерода, который и восстанавливает железо в верхней части печи по обобщенной схеме: Fe2O3Fe3O4FeОFe. Опускаясь в нижнюю горячую часть печи, железо плавится в соприкосновении с коксом, и частично растворяя его, превращается в чугун. В готовом чугуне содержится около 93% железа, до 5% углерода и небольшое количество примесей кремния, марганца, фосфора, серы и некоторых других элементов, перешедших в чугун из пустой породы. В зависимости от количества и формы связи углерода и примесей с железом, чугуны имеют разные свойства, в том числе цвет, подразделяясь по этому признаку на белые и серые.
Рис. 1. Схема доменной печи:
1 - летка для выпуска жидкого чугуна; 2 - расплавленный шлак; 3 — загрузочное устройство; 4 — газоотводная труба; 5—капли расплавленного чугуна; 6 — капли шлакового расплава; 7 — фурма для подачи воздуха; 8 — летка для выпуска расплавленного шлака; 9— жидкий чугун.

Белый чугун (передельный) содержит весь углерод в химически связанном состоянии в виде карбида железа, именуемого цементитом Fе3С. При нормальной температуре его структура слагается из двух фаз: феррита и цементита. Белым этот чугун называется потому, что в изломе он имеет матово-белый цвет. Белый чугун имеет высокую твердость и большую хрупкость, вследствие чего его невозможно обрабатывать режущим инструментом. Его применяют, главным образом, для выплавки стали, а также для получения ковкого чугуна.
Серые чугуны содержат углерод в свободном состоянии в виде графита (100% С); они называются серыми потому, что вследствие наличия в них графита имеют в изломе серый цвет. Содержание С — до 3,8%.
По форме графитовых включений серые чугуны разделяют на обычный серый с пластинчатым графитом, вермикулярный серый, высокопрочный и ковкий. По структуре металлической основы разделяют на ферритный, ферритно-перлитный и перлитный.
Обычный серый чугун получают медленным охлаждением жидкого расплава или аустенита высокоуглеродистых сплавов. В нем частицы графита имеют пластинчатую форму. В зависимости от механических свойств и назначения серый чугун с пластинчатым графитом разделяют на марки: СЧ-25, СЧ-30, СЧ-35, СЧ-40, СЧ-45 (цифры показывают минимальный предел прочности при растяжении, кгс/мм2).
Вермикулярный серый чугун получают путем специальной плавки или обработки с изменением формы графита на волокнистую, червеобразную (вермикулярную), вследствие чего этот чугун обладает лучшими свойствами по сравнению с обычным серым чугуном.
Высокопрочный чугун содержит шаровидный графит, получаемый при выплавке с присадкой небольшого количества магния или церия. Благодаря шаровидной форме графита прочность при растяжении и изгибе высокопрочного чугуна значительно выше, чем обычного серого чугуна с пластинчатым графитом.
Высокопрочный чугун разделяют на марки: ВЧ38-17, ВЧ42-12, ВЧ45-5, ВЧ50-2, ВЧ50-7, ВЧ70-2, ВЧ80-2, ВЧ100-2, ВЧ120-2. Буквы ВЧ означают высокопрочный чугун, первые числа за ними — минимальный предел прочности при растяжении (в кгс/мм2), а последующие числа — минимальное относительное удлинение (в %).
Ковкий чугун содержит хлопьевидный графит. Его получают из белого чугуна путем графитизирующего отжига (томления), при котором происходит распад цементита. Хлопьевидный графит имеет почти равноосную компактную форму. Этот чугун . разделяют на марки: КЧЗО-6, КЧЗЗ-8, КЧ35-10, КЧ37-12, КЧ45-6, КЧ50-4, КЧ60-3, КЧ63-2. В обозначение марки входят буквы КЧ (ковкий чугун), затем число - - минимально допустимый предел прочности при растяжении ( кгс/мм2), второе число — относительное удлинение ( %).
Свойства серых чугунов зависят от свойств металлической основы, вида и количества графитных включений.
Графит имеет низкие показатели механических свойств, и включения его можно условно рассматривать как пустоты и трещины. Чем больше графита, крупнее графитные включения, тем ниже механические свойства чугуна и особенно прочность при растяжении и изгибе. Прочность при сжатии и твердость чугуна зависят в основном от металлической основы и мало отличаются от сталей.
В некоторых случаях графитные включения полезны благодаря смазывающему действию графита. Такой чугун легче обрабатывается резанием, чем сталь, стружка становится ломкой, когда резец доходит до графитных включений.
Подобно другим железоуглеродным сплавам, чугуны содержат постоянные примеси кремния, марганца, серн и фосфора в больших количествах, чем в сталях. Эти примеси оказывают значительное влияние на графитизацию, структуру и свойства чугунов.
В чугуны часто вводят также медь, алюминий, титан, хром, никель. Эти элементы оказывают влияние на процесс графитизации. Подобно сталям такие чугуны называют легированными.
Серые чугуны применяют при изготовлении опорных элементов для ферм, железобетонных балок и колони, тюбингов в метро, при производстве многих других строительных конструкций, а также находят широкое применение в деталях машин, не подвергающихся большим растягивающим напряжениям и ударным нагрузкам.
Основы получения стали
Сталь получают из чугуна путем удаления из него части углерода и примесей. Существуют три основных способа производства стали: конвертерный, мартеновский и электроплавильный.
Конвертерный основан на продувке расплавленного чугуна в больших грушевидных сосудах – конвертерах сжатым воздухом. Кислород воздуха окисляет примеси, переводя их в шлак; углерод выгорает. При малом содержании в чугуне фосфора, конвертеры футеруют кислыми огнеупорами, например динасом, при повышенном - основными, периклазовыми. Соответственно выплавляемую в них сталь по традиции называют бессемеровской и томасовской. Конвертерный способ отличается высокой производительностью, обусловившей его широкое распространение. К недостаткам его относятся повышенный угар металла, загрязнение шлаком и наличие пузырьков воздуха, ухудшающими качество стали. Применение вместо воздуха кислородного дутья в сочетании с углекислым газом и водяным паром, значительно улучшает, качество конвертерной стали.
Мартеновский способ осуществляется в специальных печах, в которых чугун сплавляется вместе с железной рудой и металлоломом (скрапом). Выгорание примесей происходит за счет кислорода воздуха, поступающего в печь вместе с горючими газами и железной рудой в составе оксидов. Состав стали хорошо подаются регулированию, что позволяет получать в мартеновских печах высококачественные стали для ответственных конструкций.
Электроплавление является наиболее совершенным способом получения высококачественных сталей с заданными свойствами, но требует повышенного расхода электроэнергии. По способу ее подведения электропечи подразделяются на дуговые и индукционные. Наибольшее применение в металлургии имеют дуговые печи. В электропечах выплавляют специальные виды сталей - средне- и высоколегированные, инструментальные, жаропрочные, магнитные и другие.
Изготовление стальных изделий
Выплавляемую сталь разливают на слитки. Стальные слитки — полуфабрикат, из которого различными методами получают необходимые изделия.
В основном применяют, обработку стали давлением: металл под действием приложенной силы деформируется, сохраняя приобретенную форму. При обработке металла давлением практически нет отходов. Для облегчения обработки сталь часто предварительно нагревают. Различают следующие виды обработки металла давлением: прокатка, прессование, волочение, ковка, штамповка. Наиболее распространенный метод обработки — прокатка; им обрабатывается, более 70 % получаемой стали.
При прокатке стальной слиток пропускают между вращающимися валками прокатного стана, в результате чего заготовка обжимается, вытягивается и в зависимости от профиля прокатных валков приобретает заданную форму (профиль), Прокатывают сталь в основном в горячем состоянии. Сортамент стали горячего проката — сталь круглая, квадратная, полосовая, уголковая равнобокая и неравнобокая, швеллеры, двутавровые балки, шпунтовые сваи, трубы, арматурная сталь гладкая и периодического профиля и др.
При волочении заготовка последовательно протягивается через отверстия (фильеры) размером меньше сечения заготовки, вследствие чего заготовка обжимается и вытягивается. При волочении в стали появляется так называемый наклеп, который повышает ее твердость. Волочение стали, обычно производят в холодном состоянии, при этом получают изделия точных профилей с чистой и гладкой поверхностью. Способом волочения изготовляют проволоку, трубы малого диаметра, а также прутки круглого, квадратного и шестиугольного сечения.
Ковка — обработка раскаленной стали повторяющимися ударами молота для придания заготовке заданной формы. Ковкой изготовляют разнообразные стальные детали (болты, анкеры, скобы и т. д.).
Штамповка — разновидность ковки, при которой сталь, растягиваясь под ударами молота, заполняет форму штампа. Штамповка может быть горячей и холодной. Этим способом можно получать изделия очень точных размеров.
Прессование представляет собой процесс выдавливания, находящейся в контейнере стали через выходное отверстие (очко) матрицы. Исходным материалом для прессования служит литье или прокатные заготовки. Этим способом можно получать профили различного сечения, в том числе прутки, трубы небольшого диаметра и разнообразные фасонные профили.
Холодное профилирование — процесс деформирования листовой или круглой стали на прокатных станах. Из листовой стали получают гнутые профили с различной конфигурацией в поперечнике, а из круглых стержней на станках холодного профилирования путем сплющивания — упрочненную холодносплющенную арматуру.
СВОЙСТВА СТАЛЕЙ
Сталь наряду с бетонами — главнейший конструкционный материал. Широкому использованию в строительстве сталь обязана высоким физико-механическим показателям, технологичности (возможности получения из нее конструкций различными методами) и большими объемами производства.
Плотность стали — 7850 кг/м, что приблизительно в 3 раза выше плотности каменных материалов (например, обычный тяжелый бетон имеет плотность — 2400 ±50 кг/м3).
Прочностные и деформативные свойства стали, обычно определяются, испытанием стали на растяжение. При этом строится диаграмма «напряжение — деформация». Сталь, как и другие металлы, ведет себя как упруго-пластичный материал. В начале испытаний деформации у стали пропорциональны напряжениям. Максимальное напряжение, при котором сохраняется эта зависимость, называется предел пропорциональности δy (при этом напряжении остаточные деформации не должны превышать 0,05 %).
При дальнейшем повышении напряжения начинает проявляться текучесть стали - быстрый рост деформаций при небольшом подъеме напряжений. Напряжение, соответствующее началу течения, называют предел текучести δτ.
Затем наступает некоторое замедление роста деформаций при подъеме напряжений («временное упрочнение»), после чего наступает разрушение образца, называемое временным сопротивлением δв, что является, фактическим пределом прочности стали (Rp).
Относительное удлинение стали ε, в момент разрыва характеризует ее пластичность. Оно рассчитывается по формуле:
ε = ((l1 - l0)ll0) • 100,
где lо — начальная длина расчетной части образца, мм; l1 — длина этой части в момент разрыва образца, мм.
Испытание на растяжение является основным при оценке механических свойств сталей. Модуль упругости стали составляет 2,1- 105 МПа.
Твердость сталей испытывают путем вдавливания в него под определенной нагрузкой стального шарика, алмазного конуса или пирамиды (рис.1.) и оценивают по величине произведенной пластической деформации (отпечатку). В зависимости от вида используемого наконечника и критерия оценки различают твердость по Бринеллю, Роквеллу и Виккерсу.

Рис.1. Схема определения твердости: а) по Бринеллю; б) по Роквеллу; в) по Виккерсу.
Твердость металлов по Бринеллю рассчитывают по формуле:
HB=2P/πD(D - √D2 – d2)10-6 , Мпа,
где Р. - нагрузка, (Н); D - диаметр стального шарика, (м).
В приборе принят D = 1 • 10-2 м; d - диаметр отпечатка (лунки), (м).
При испытании значение Р принимают: для стали и чугуна -3 *104 Н, меди и сплавов – 1 * 104 Н, а очень мягких металлов (алюминия, баббита) - 2,5 * 103 Н. Метод применим для металлов и сплавов с твердостью не более 4500 МПа, так как при большей твердости стальной шарик может деформироваться.
Твердость по Роквеллу измеряют в условных единицах по формулам:
HR = 100-е (при вдавливании алмазного конуса с углом при вершине 120°),
HR — 130-e (при вдавливании стального шарика, D= 1,588-10-3м), где е = (h – h0)/2*10-6- глубина внедрения наконечника (м), под действием общей нагрузки Р после снятия основной нагрузки Р1, h0-глубина внедрения наконечника под действием предварительной нагрузки Ро, (М).
Предварительная нагрузка P0 при испытаниях независимо от вида наконечника принята 100 Н; основная Р/ для стального шарика - 900 Н (шкала В), алмазного конуса - 1400 Н (шкала С) и 500 Н (шкала А). В соответствии с этим твердость по Роквеллу обозначается HRA, HRB, HRC. Метод широко применяется в промышленности, особенно для твердых и тонколистовых металлов и сплавов.
Твердость по Виккерсу определяют по формуле:
HV = 1, 8544 (Р/d2) *10-6, МПа,
Где Р - нагрузка на алмазную пирамиду от 500 до 1200 Н; d - среднеарифметическое значение двух диагоналей отпечатка, м.
Твердость по Виккерсу обозначается HV5, HV10 и т.д. Чем тоньше и тверже металл и сплав, тем меньше должна быть нагрузка при испытании.
Для определения микротвердости мелких изделий и структурных составляющих металлов используют также метод Виккерса в приборном сочетании с металлографическим микроскопом.
Ударная вязкость — свойство стали противостоять динамическим (ударным) нагрузкам. Ее значение определяют по величине работы, необходимой для разрушения образца на маятниковом копре. Ударная вязкость зависит, от состава стали, наличия легирующих элементов и заметно меняется при изменении температуры. Так, у Ст3 ударная вязкость при +200С составляет 0,5….1 МДж/м2 , а при -200С - 0,3...0,5 МДж/м2.
Технологические свойства стали показывают ее способность принимать определенные деформации, аналогичные тем, которые стальное изделие будет иметь при дальнейшей обработке или в условиях эксплуатации. Для строительных сталей чаще всего производят пробу на холодный загиб.
При испытании на загиб определяются не усилия для осуществления деформации, а условия (угол загиба, диаметр оправки), при которых возможно протекание деформации без нарушения сплошности образца (т. е. без появления трещин и расслоения). Чем пластичнее сталь, тем меньше диаметр оправки при испытаниях (см. табл.1)
УГЛЕРОДИСТЫЕ И ЛЕГИРОВАННЫЕ СТАЛИ
Стали, применяемые в строительстве, называют конструкционными. По химическому составу они относятся к низкоуглеродистым и низколегированным.
Металлические конструкции, арматуру для железобетона, трубы, крепежные детали и другие строительные изделия изготовляют, как правило, из конструкционных углеродистых сталей. Конструкционные легированные стали используют только для особо ответственных металлических конструкций и арматуры для предварительно напряженного бетона.
Углеродистые стали — это сплавы, содержащие железо, углерод, марганец и кремний, а также вредные примеси — серу и фосфор, снижающие механические свойства стали (их содержание не должно превышать 0,05...0,06 %). В зависимости от содержания углерода такие стали делятся на низко - (до 0,25 % углерода), средне-(0,25...0,6 %) и высокоуглеродистые (>0,6%). С увеличением содержания углерода уменьшается пластичность и повышается твердость, стали; прочность ее также возрастает, но при содержании углерода более 1 % вновь снижается. Повышение прочности и твердости стали объясняется увеличением содержания в стали твердого компонента — цементита.
Углеродистые стали по назначению подразделяют на стали общего назначения и инструментальные.
Углеродистые стали общего назначения подразделяют на три группы: А, Б и В.
Стали группы А изготовляют марок Ст0, Ст1 и т. д. до Ст6 и поставляют потребителю с гарантированными механическими свойствами без уточнения химического состава. Чем больше номер стали, тем больше в ней содержится углерода: в стали Ст3 — 0,14...0,22 % углерода, в стали Ст5 — 0,28...0,37 %.
Из стали марок Ст1 и Ст2, характеризующейся высокой пластичностью, изготовляют заклепки, трубы, резервуары и т. п.; из сталей Ст3 и Ст5 — горячекатаный листовой и фасонный прокат, из которого выполняют металлические конструкции и большинство видов арматуры для железобетона. Эти стали хорошо свариваются и обрабатываются.
Стали группы Б (БСт0, БСт1, БСт3 и т. д.) поставляют с гарантированным химическим составом; стали группы В — с гарантированным химическим составом и механическими свойствами. Благодаря определенности химического состава стали групп Б и В можно подвергать термической обработке.
Легированные стали помимо компонентов, входящих в углеродистые стали, содержат так называемые легирующие элементы, которые повышают качество стали и придают ей особые свойства. К легирующим элементам относятся: марганец (условное обозначение — Г), кремний — С, хром — X, никель — Н, молибден — М, медь — Д и другие элементы. Каждый элемент оказывает свое влияние на сталь: марганец повышает прочность, износостойкость стали и сопротивление ударным нагрузкам без снижения ее пластичности, кремний повышает упругие свойства, никель и хром улучшают механические свойства, повышают жаростойкость и коррозионную стойкость; молибден улучшает механические свойства стали при нормальной и повышенной температурах.
Легированные стали по назначению делят на конструкционные, инструментальные и стали со специальными свойствами (нержавеющие, жаростойкие и др.). Для строительных целей применяют в основном конструкционные стали.
Конструкционные низколегированные стали содержат не более 0,6 % углерода. Основные легирующие элементы низколегированных сталей: кремний, марганец, хром, никель. Другие легирующие элементы вводят в небольших количествах, чтобы дополнительно улучшить свойства стали. Общее содержание легирующих элементов не превышает 5 %.
Низколегированные стали обладают наилучшими механическими свойствами после термической обработки.
При маркировке легированных сталей первые две цифры показывают содержание углерода в сотых долях процента, следующие за ним буквы — условное обозначение легирующих элементов. Если количество легирующего элемента составляет 2 % и более, то после буквы ставят еще цифру, указывающую это количество. Например, марка стали 25ХГ2С, показывает, что в ней содержится 0,25 % углерода, около 1 % хрома, 2 % марганца и около 1 % кремния.
При маркировке высококачественных легированных сталей (с низким содержанием серы и фосфора) в конце ставится буква А.
В строительстве применяют легированные стали 10ХСНД, 15ХСНД для ответственных металлических конструкций (ферм, балок); 35ХС, 25Г2С, 25ХГ2СА, ЗОХГСА и 35ХГСА - для арматуры предварительно напряженного бетона.
Прочность на растяжение таких сталей в 2...3 раза выше, чем обыкновенных углеродистых сталей Ст3 и Ст5. Так, у стали ЗОХГСА предел прочности при растяжении не менее 1100 МПа, а у стали 35ХГСА — не менее 1600 МПа (у стали Ст5— 500...600 МПа). Такие высокие прочностные показатели позволяют получать из легированных сталей более легкие конструкции при сохранении необходимой несущей способности. Это, в свою очередь, снижает расход металла и уменьшает массу здания.
ТЕРМИЧЕСКАЯ ОБРАБОТКА СТАЛИ
Изменения физико-механических свойств, стали можно добиться не только меняя ее состав, но и путем направленной термической обработки. При этом у стали меняется структура. В основе этого лежит то, что при одном и том же составе при разных температурах устойчивыми оказываются различные кристаллические модификации и, меняя режим нагрева, можно фиксировать ту или иную структуру стали.
Наиболее часто применяют закалку, отпуск и нормализацию сталей.
Закалка заключается, в нагреве стали до 800...1000 0С (температура зависит от состава стали) и быстром охлаждении в воде или в масле. При закалке в стали образуется мартенситовая структура, характеризующаяся высокой твердостью и прочностью, но при этом снижается пластичность и ударная вязкость.
Нормализация — нагрев стали с последующим охлаждением на воздухе. При этом образуется однородная мелкозернистая структура с повышенными механическими свойствами (особенно увеличиваются пластичность и ударная вязкость). Нормализация производится обычно на изделиях, полученных прокаткой, ковкой или отливкой.
Отпуск — медленный нагрев стали до 250...350 0С, выдержка при этой температуре и медленное охлаждение на воздухе. Отпуск производится для снижения уровня внутренних напряжений и перевода стали в ферритно-цементитную структуру. Этот процесс как бы обратный закалке. Основная задача отпуска — повышение пластичности стали с сохранением высокой прочности.
СОРТАМЕНТ СТАЛЬНОГО ПРОКАТА
Прокатом называют детали и изделия, изготовленные способом прокатки. Сортаментом называют совокупность профилей (форм поперечного сечения изделий) и размеров изделий. Прокатка металла происходит при прохождении его между двумя валками прокатного стана, вращающимися в противоположные стороны, при этом металл под .давлением валков обжимается, вследствие чего уменьшается толщина полосы и увеличиваются ее ширина и длина. Путем прокатки изготовляют листы, квадратный и круглый профили, швеллеры, рельсы, балки, и др.
Основную массу прокатных стальных изделий прокатывают в горячем состоянии при температуре 900—1250.°С (горячая прокатка) и небольшую часть — в холодном состоянии (холодная прокатка),
Прокатка — один из самых распространенных способов обработки металлов давлением. Им обрабатывается около 75% всей выплавляемой стали. Стальной прокат широко применяется в строительстве зданий, сооружений, мостов, на железнодорожном транспорте, в других отраслях производства.
Стальной прокат разделяют на четыре основные группы: листовая сталь, сортовая сталь, специальные виды стали и трубы.
Листовую сталь разделяют на два основных вида: тонколистовую — листы толщиной меньше 4 мм и толстолистовую— листы толщиной больше 4 мм. Эта сталь имеет разнообразное применение.
Сортовую сталь (рис. 1) разделяют на два вида: первый—профили общего назначения: лента, полосовая, квадратная и угловая сталь, проволока (различного профиля), швеллеры, двутавровые балки и др.; второй — профили специального назначения: шпунты, рельсы и др.
Среди всей прокатной продукции наибольшую часть составляет сортовая сталь (около 50%).
К специальным видам проката относятся периодические профили (попеременное поперечное сечение по длине проката) гнутые профили, цельнокатаные колеса, бандажи и др. К периодическим профилям проката относится, в частности, применяемая в железобетоне арматурная сталь. Гнутые профили изготавливают из ленты или листа толщиной 0,2—20 мм; они весьма широко применяются в строительстве — в оконных переплетах, в строительных конструкциях и др.
Стальные трубы. Выпускаются ,бесшовные и сварные стальные трубы, причем наиболее быстро увеличивается производство сварных труб.
Рис. 1. Сортамент прокатных сталей:
а – равнобокий уголок; б – неравнобокий уголок; в – швеллер; г – двутавр; д – подкрановый рельс; е – круглая; ж – квадратная; з – полосовая; и –;
к – листовая; л – рифленая; л – волнистая.
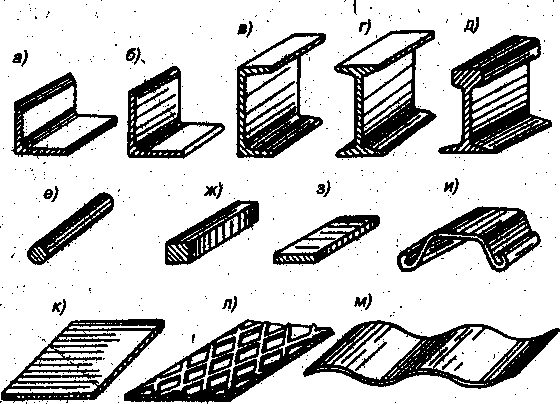
.
Стальная арматура для железобетонных конструкций
Для армирования железобетона применяют стальные стержни и проволоку как непосредственно, так и в виде сеток и каркасов.
В зависимости от условий применения арматуру подразделяют на ненапрягаемую для обычного армирования и напрягаемую, используемую в предварительно напряженном железобетоне.
Стержневая арматурная сталь представляет собой горячекатаные стержни диаметром 6...80 мм. В зависимости от марки стали и соответственно физико-механических показателей стержневую арматуру делят на классы(таб. 1)
Таб.1
|
Класс |
Вид |
Марка |
Диаметр dH, мм |
Предел текучести МПа, Не менее |
Временное сопротивление разрыву, МПа, Не менее |
Относительное удлинение, %, Не менее |
Испытание на изгиб в холодном состоянии Угол изгиба, град. |
|
А240 А-I
А300 А-II
А400 А-III
А600 А-IV
A-800 A-V
A1000 A-VI |
Круглая Гладкая
Периодического профиля
То же
>>
>>
>> |
Ст3
Ст5 18Г2С
25Г2С 35ГС
30ХГ2Ц 80С
23Х2Г2Т
2Х2Г2АЮ 22Х2Г2Р 20Х2Г2СР |
6…40
8….40 40…80
6…40
10…22 10…18
10…22
10…22 |
135
294
392
590
785
980 |
375
490
590
883
1030
1230 |
25
19
14
6
7
6 |
1800 С=0,5d
1800 C=3d
900 C=3d
450 C=5d
450 C=5d
450 C=5d |
от А240 до А1000 (в старых обозначениях от A-I до А-VI). С повышением класса увеличивается прочность и снижается относительное удлинение при разрыве арматурной стали.
Арматуру класса А240 (А-1) вырабатывают из низкоуглеродистой стали СТЗ в виде гладких стержней; арматура класса АЗОО и выше имеет периодический профиль, и вырабатывается из легированных сталей, что улучшает их сцепление с бетоном.

 г
г
Рис. 1. Стальная арматура для железобетона:
а, б - горячекатаные стержни периодического профиля;
в — арматурная сетка; г — арматурный каркас
Стержневую арматуру диаметром более 10 мм поставляют в виде прутков длиной от 6 до 18 м; диаметром 6...9 мм (называемую катанкой) — в бухтах; ее выпрямляют в стержни на месте применения. Принятые обозначения классов дополняются индексами для указания при необходимости способа изготовления, особых свойств или назначения арматуры. Так, термомеханически упрочненную стержневую арматурную сталь обозначают символом Ат, сталь специального назначения (северного исполнения) — Ас, термомеханически упрочненную сталь свариваемую обозначают буквой С (например, Ат6ООС), а такую же сталь с повышенной стойкостью против коррозионного растрескивания под напряжением — буквой К (например, Ат10ООК).
Арматурная термомеханическая упрочненная сталь выпускается классов Ат400С, Ат5ООС, Ат6ОО, Ат6ООС, .Ат6ООК, Ат800, Атв1ООК, Ат10ОО, Ат16ООК и Ат1200. Стальную арматурную проволоку изготовляют двух классов: B-I —из низкоуглеродистой стали (предел прочности 550...580 МПа) и В-П —из высокоуглеродистой или легированной стали (предел прочности 1300... 1900 МПа). Проволоку получают из стальных прутьев путем вытяжки; при этом она упрочняется в результате изменения структуры металла (явление наклепа). Проволока класса B-I предназначена для армирования бетона без предварительного напряжения, а В-II — для предварительно напряженного армирования. Если на проволоке делают рифления для улучшения сцепления с бетоном, то в обозначение добавляют букву р (например, Вр-I или Вр-II).
Из стальной проволоки изготовляют также арматурные сетки и каркасы (см. рис.1 в, г) нераскручивающиеся пряди (трех, семи и двенадцатипроволочные) марок П-3, П-7 и П-12 и стальные канаты. Канаты и пряди используют для напряженной арматуры.
Закладные детали (рис.2) предназначены для соединения железобетонных элементов между собой. Изготовляют их из стали Ст3 в виде пластин с приваренными к ним анкерами из стержневой стали Ст5 периодического профиля. Пластины располагаются на поверхности железобетонного элемента, а анкеры — в его теле. В некоторых случаях для более прочной связи анкеры соединяют с арматурой изделия.
Монтажные петли, закладываемые в железобетонные элементы, изготовляют из арматурной стали класса A-I. Диаметр стержня определяют расчетом петли на разрыв под действием силы тяжести бетонного элемента.
Рис.
2. Закладные детали
для сборных
железобетонных
конструкций
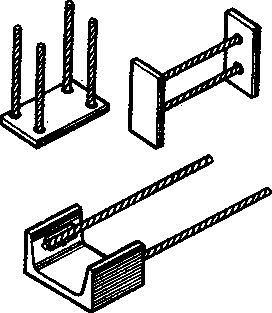
СОЕДИНЕНИЕ СТАЛЬНЫХ КОНСТРУКЦИЙ
Соединения деталей и элементов металлических, железобетонных и других конструкций бывают неразъемными (сварные и заклепочные) и разъемными (болтовые). Все соединения конструкций, выполняемые на строительстве, называют монтажными.
Сваркой называется процесс получения неразъемных соединений посредством установления межатомных связей между соединяемыми частями при их нагревании и (или) пластическом деформировании. Такое определение понятия «сварка» содержит ГОСТ 2601-84.
Неразъемные соединения, выполненные с помощью сварки, называют сварными соединениями.
Для получения сварного соединения недостаточно простого соприкосновения поверхностей соединяемых деталей. Межатомные связи устанавливаются только тогда, когда атомы соединяемых деталей получают некоторую дополнительную энергию, необходимую для преодоления существующего между ними энергетического барьера. Эту энергию называют энергией активации. При сварке ее вводят в зону соединения извне путем нагрева (термическая активация) или пластического деформирования (механическая активация).
В зависимости от характера активации при выполнении соединений различают два основных вида сварки: плавлением и давлением. При сварке плавлением детали по соединяемым кромкам оплавляются под действием источника нагрева. Расплавленный металл, сливаясь в общий объем, образует жидкую сварочную ванну. При охлаждении сварочной ванны жидкий металл затвердевает и образует сварной шов. Шов может быть образован только за счет расплавления металла свариваемых кромок или за счет металла кромок и дополнительного введения в сварочную ванну расплавляемой присадки.
Сущность сварки давлением состоит в совместном пластическом деформировании материала по кромкам свариваемых деталей. Благодаря пластической деформации облегчается установление межатомных связей соединяемых частей. Для ускорения процесса применяют сварку давлением с нагревом. В некоторых случаях нагревают до оплавления свариваемые поверхности металла или промежуточные вспомогательные прокладки; давление может осуществляться в непрерывном или прерывистом режимах.
Существуют два вида сварки: пластическая и сварка плавлением.
К пластической сварке относятся: электрическая сварка сопротивлением, основанная на превращении электрической энергии в тепловую при прохождении тока через свариваемые детали; с ручной или машинной поковкой; термитная сварка, при которой используется тепло горения термита, доводящая до пластического тестообразного состояния кромки свариваемых деталей.
К сварке плавлением относятся: газовая, при которой кромки металла расплавляются теплом, получаемым при горении газа; электродуговая, основанная на использовании тепла электрической дуги для расплавления кромок свариваемых деталей; газодуговая, основанная на использовании тепла электрической дуги в среде защитного газа.
Для соединения стальных строительных конструкций в основном применяют электрическую сварку сопротивлением или электродуговую сварку, реже — газовую и термитную. Арматуру железобетонных конструкций сваривают преимущественно с помощью контактной электросварки (точечной и стыковой). При сваривании пространственных каркасов значительных размеров или при соединении стержней большого диаметра применяют электродуговую и газовую сварки.
Газовая сварка заключается в расплавлении металла в месте стыка деталей теплом, получаемым при горении газа или жидкого топлива в смеси с кислородом. Газовую сварку применяют для соединения тонкостенных конструкций из углеродистых и легированных сталей, цветных металлов и чугуна. В строительстве она имеет ограниченное применение из-за высокой стоимости по сравнению с электросваркой. В качестве горючих газов при газовой сварке используют ацетилен, водород, природный газ, а в качестве жидкого топлива — бензин, керосин, бензол. Наиболее дешевой и в то же время обеспечивающей высокое качество сварного шва является ацетиленокислородная сварка.
Для заполнения шва между свариваемыми деталями применяют присадочный металл в виде проволоки, имеющий химический состав, близкий по составу свариваемому металлу. Присадочную проволоку выпускают диаметром 1...12мм. Диаметр проволоки подбирается в зависимости от толщины свариваемых деталей. В среднем диаметр проволоки должен быть равен половине толщины детали. Для улучшения качества сварного шва. производят сварку под флюсом, который вводят в сварочную ванну. Флюсы образуют на поверхности расплавленного металла шлаковую пленку, защищающую расплав от окисления (образования окалины).
Электрическую сварку производят за счет тепла, выделяемого электрическим током. Электрическую сварку делят на сварку сопротивлением, или контактную, и электродуговую.
Контактная электросварка — это процесс соединения металлических деталей в результате местного сплавления их кромок теплом, образующимся при прохождении тока через свариваемые детали. При этом детали сильно прижимают друг к другу, отчего данный способ сварки называют еще электромеханическим. Он в основном находит применение при изготовлении арматурных сеток, каркасов и стыковании стальных стержней. Различают следующие виды контактной сварки: стыковую, точечную и роликовую. Последняя применяется для получения плотного соединения листовых деталей. Для соединения стержней арматуры железобетона применяют стыковую и точечную сварки.
Стыковую сварку используют для продольного соединения деталей арматуры; наращивания стержней, приварки к торцу их анкеров при изготовлении арматуры предварительно напряженных конструкций или закладных деталей.
Точеную сварку применяют для соединения деталей внахлестку или в месте их пересечения. Последнее характерно при изготовлении сеток и каркасов арматуры железо-
бетона. При точечной сварке пересекающиеся стержни зажимают двумя электродами и включают электрический ток. Так как электроды обладают более высокой электропроводностью, наибольшее сопротивление прохождению тока окажет место пересечения стержней, в результате чего произойдет разогрев металла деталей и сварка их. Благодаря применению тока большой силы 80...300 А/мм2 точечная сварка происходит почти мгновенно в течение доли секунды.
Для соединения листового металла с целью получения не только прочного, но и плотного герметичного соединения применяют роликовую сварку. От точечной сварки она отличается тем, что стержневые электроды в ней заменены вращающимися роликами, которые захватывают свариваемые листы и создают непрерывный шов. При прохождении тока металл под роликами нагревается и сваривается под давлением роликов. Наибольшая общая толщина свариваемых листов составляет 6 мм. Роликовую сварку применяют для получения прочного и плотного соединения.
При электродуговой сварке один провод от источника тока присоединяют к свариваемой детали, а второй — к электроду (металлическому стержню). При замыкании цепи между концом электрода и деталью возникает электрическая дуга, в зоне которой температура достигает 6000°С, в результате чего плавятся кромки деталей и электрод; металл электрода заполняет зазор между деталями и образует после затвердевания сварной шов. Прочность шва зависит от глубины провара.
Электроды применяют угольные (графитовые) или металлические. Угольными электродами сваривают цветные металлы, производят наплавку металла или варят тончайшие стальные листы. Конструкции и арматуру сваривают металлическим электродом — стержнем диаметром 2...12 мм, покрытым специальными обмазками из мела, крахмала, каолина, графита. Связующим веществом для удержания обмазки на электроде обычно служит жидкое стекло. Обмазка повышает устойчивость горения дуги и образует, шлаковую защиту шва, предохраняя расплавленный металл от окисления в процессе сварки.
Существует несколько типов электродов, отличающихся качеством металла. Для сварки чугунов применяют электроды чугунные диаметром 4...12 мм, а для сварки алюминиевых сплавов — специальную проволоку из алюминия и его сплавов.
Электродуговую сварку ведут ручным и автоматическим способами.
Несмотря на большую распространенность, электродуговая сварка имеет ряд существенных недостатков: низкую скорость сварки за счет большой зоны разогрева металла, что в свою очередь вызывает коробление изделия; пористость шва и выгорание легирующих компонентов из сплавов во время окислительных процессов: затруднение сварки металлов и сплавов с различными физико-механическими свойствами. Для устранения отмеченных недостатков в последнее время все шире получает распространение электродуговая сварка в газовой среде или под флюсом.
К газодуговой сварке относятся атомно-водородная и аргонодуговая.
При атомно-водородной сварке электрическая дуга возбуждается между двумя вольфрамовыми электродами в среде водорода. Водород стабилизирует электрическую дугу и, заполняя участок свариваемого металла, не дает возможности кислороду и азоту воздуха окислять расплавленную массу сварочного шва. Кроме того, молекулярный водород, проходя через область дуги с высокой температурой, расщепляется на атомы, забирая на это большое количество тепла, а подходя к нагреваемому металлу, где температура много ниже, чем у дуги, атомы водорода соединяются в молекулу, отдавая взятую ранее теплоту непосредственно нагреваемому участку шва. Атомно-водородная сварка обеспечивает получение шва высокого качества; ее применяют при сварке тонкостенных конструкций из легированных и высокоуглеродистых сталей.
При аргонодуговой сварке электрическая дуга возбуждается между вольфрамовым электродом и деталью в защитной среде аргона. В качестве присадочного материала берут металл свариваемого изделия. Аргонодуговая сварка обеспечивает получение шва высокого качества и защиту наплавляемого металла от воздуха. Применяют ее для сварки нержавеющих сталей, окалиностойких магниевых и алюминиевых сплавов, а также соединений, обладающих высокой антикоррозионной стойкостью.
В строительстве широко применяют газовую резку металлов, принцип которой заключается в нагревании металла до температуры воспламенения в среде кислорода, сжигании его и выдувании образовавшихся оксидов струей кислорода. Железоуглеродистые сплавы, содержащие до 0,7% углерода, имеют температуру горения ниже температуры плавления и хорошо поддаются резке. С повышением содержания углерода более 0,7% температура горения приближается к температуре плавления, и сплавы плохо поддаются резке. Для высоколегированных сталей и чугунов применяют флюсокислородную резку. Медь и алюминий, температура горения которых выше температуры плавления: резке не поддаются. Газовую резку производят вручную или с' помощью машин, полуавтоматов и автоматов.
Сварной шов - часть сварного соединения, образовавшаяся в результате кристаллизации металла сварочной ванны. Сварные соединения могут быть стыковыми, угловыми, тавровыми и нахлесточными.
Стыковым называют соединение деталей, расположенных в одной плоскости или на одной поверхности (рис. 1).Форму сварного шва стыкового соединения оценивают отношением ширины шва е к глубине проплавления h, которое называют коэффициентом формы шва Ψ = e/h. Угловым называют соединение двух деталей, расположенных под углом друг к другу и сваренных в месте примыкания их кромок Тавровым называют соединение, в котором к поверхности одной детали примыкает под углом другая деталь, торец которой прилегает к сопрягаемой поверхности и приварен к ней (рис.2).

Рис. 1. Стыковые сварные соединения:
а - деталей одинаковой толщины;
б - деталей разной толщины;
в - деталей с отбортовкой кромок;
Δ - зазор в стыке деталей;
е - ширина шва;
h - глубина проплавления;
q - высота усиления (или глубина вогнутости) шва;
b - ширина проплава;
С - высота отбортовки

Рис.
2. Тавровое сварное соединение:
А - глубина
проплавления;
К -
катет
шва
Угловые и тавровые соединения обычно задаются особенностями конструкции свариваемого изделия, их трудно сравнивать со стыковым и нахлесточным соединениями. При большой толщине соединяемых деталей в стыковых, угловых и тавровых соединениях на соединяемых кромках выполняют разделку, которая обеспечивает возможность полного проплавления кромок. При электрошлаковой сварке, а в некоторых случаях при дуговой сварке, роль разделки может выполнять увеличенный зазор между кромками.
Нахлесточные соединения в разделке не нуждаются - это одно из их преимуществ. Они отличаются простотой сборки: за счет величины нахлестки можно подгонять размеры собираемой де тали, увеличивать допуск на непараллельность кромок деталей. Но нахлестка требует увеличения расхода основного материала - величина нахлестки должна быть не менее трех толщин наиболее тонкой детали. В щель между деталями на длине нахлестки может попасть влага, что приведет к коррозии соединения. В нахлесточном соединении сложно контролировать деталь, некоторые дефекты (например, непровар) не выявляются. Сварные швы в нахлесточном соединении расположены в разных плоскостях, при эксплуатации в них будет сложное напряженное состояние, поэтому нахлесточные соединения хуже работают при переменной или динамической нагрузке. Для повышения прочности применяют нахлесточные соединения с накладками в комбинации со стыковым соединением. Устраняет недостатки стыкового и нахлесточного соединений, сохраняя их преимущества, соединение с малой расплавляемой нахлесткой. Под действием усилия, прилагаемого к верхней кромке в процессе сварки, нагретый металл деформируется, верхняя кромка осаживается, шов формируется так же, как при стыковом соединении. Расплавившаяся нахлестка служит присадочным материалом. Особенно хорошо применимо соединение с малой расплавляемой нахлесткой при дуговой сварке деталей из алюминиевых сплавов с толщиной кромки- меньше 5 мм.
Сварные швы в зависимости от типа соединения подразделяют на стыковые (в стыковых соединениях) и угловые (в угловых, тавровых и нахлесточных соединениях). Стыковые швы характеризуются шириной шва и проплава, глубиной проплавления, величиной усиления (или глубиной вогнутости). Угловые швы - величиной катета.
По форме наружной поверхности как угловые, так и стыковые швы могут быть плоскими (нормальными), выпуклыми и вогнутыми. Угловые швы могут также отличаться соотношением их катетов. Сварные соединения с выпуклыми швами лучше работают при статической нагрузке, с плоскими и вогнутыми - при динамической, так как у них плавный переход к основному металлу, нет концентраторов напряжений.
По конфигурации в пространстве различают швы прямолинейные, криволинейные (фасонные), круговые и кольцевые. Пример кругового шва - вварка круглого фланца в плоское или овальное днище сосуда, пример кольцевого шва - сварка плавлением двух труб встык.
По назначению швы делят на рабочие, которые воспринимают эксплуатационные нагрузки; связующие, которые нужны лишь для фиксации деталей в нужном положении; и подварочные, которые накладывают с обратной стороны разделки перед ее заполнением основным швом. Сварные швы могут быть одно- и многослойными, одно- и двухсторонними.
По протяженности швы могут быть непрерывными и прерывистыми. Двусторонние прерывистые швы называют цепными,если заваренные участки с обеих сторон расположены друг против друга, и шахматными, если заваренные участки с одной стороны расположены против промежутков между заваренными участками с другой стороны. Короткие прерывистые швы, накладываемые при сборке деталей дли фиксации их перед сваркой, называют прихваточными. Листовые детали внахлестку сваривают иногда отдельными точками по высверленным в верхнем листе отверстиям или со сквозным проплавлением верхнего листа. Эти швы называют точечными, или электрозаклепочными.
По отношению к направлению усилий, действующих на сварное соединение при его эксплуатации, швы подразделяют на фланговые, оси которых параллельны направлению усилий(рис.3.), лобовые (перпендикулярные этому направлению), косые (расположенные под углом к нему) и комбинированные.
По положению в пространстве при сварке выделяют нижние, полувертикальные, вертикальные, полупотолочные, потолочные швы, а также горизонтальные швы на вертикальной плоскости и угловые швы "в лодочку". Отличаются они друг от друга углами, под которыми располагается поверхность свариваемой детали относительно горизонтали.

Рис.
3. Виды сварных швов по отношению к
нагрузке N:
1 -
фланговые;
2 - лобовой; 3
- косой;
4
- комбинированный
Буквенно-цифровые обозначения шва показывают вид соединения и его порядковый номер по стандарту. Например, С8 - шов стыкового, У4 - углового , ТЗ - таврового, Н2 - нахлесточного соединения. По положению в пространстве швы обозначают: НЛ - нижнее положение"в лодочку", НУ - нижнее угловое, НЕ - нижнее стыковое, Гр - горизонтальное, Вр - вертикальное, ППт - полупотолочное, Пт - потолочное. Буквенное обозначение способа сварки указывают, если в изделии применяют несколько способов сварки: Ф - дуговая сварка под флюсом, У - в углекислом газе, И - в инертном газе, Ш - электрошлаковая, К - контактная сварка. Степень механизации процесса сварки указывают буквами перед обозначением способа: Р - ручная, А – авто матизированная, П - механизированная (полуавтоматическая). Существуют также условные обозначения технологических приемов, используемых при сварке. Например, для автоматической сварки под флюсом индекс А означает, что сварка ведется на весу, Аф - на флюсовой подушке, Ас - на стальной подкладке, Апш - по подварочному шву, Ам - на флюсомедной подкладке.
Дополнительными буквенными обозначениями может конкретизироваться способ сварки: Кт - контактная точечная, Кс - контактная стыковая, Ксс - контактная стыковая сопротивлением, Ксо - контактная стыковая оплавлением, Кр - контактная шовная (роликовая). Если все швы, показанные на данном чертеже, выполняются по одному стандарту, то его обозначение на полке линии выноски не указывается, а приводится на чертеже в технических требованиях (примечаниях). Если в изделии несколько групп одинаковых швов, то условное обозначение шва указывается только для одного шва из группы, он нумеруется, а для остальных швов на полке указывается только номер группы. Если все швы, показанные на данном чертеже, одинаковы, то на них ставится только односторонняя стрелка без полки. Сведения о швах указываются в этом случае в примечаниях к чертежу. Если же в изделии имеется сварной шов, не предусмотренный стандартами, то его конструктивные особенности должны быть показаны на чертеже с указанием характерных размеров.
К дефектам свариваемых швов относят непровар, получаемый от неправильного режима сварки; пористость, образовавшуюся от насыщения металла газами, оксидами и шлаками; трещины в наплавленном и основном металле, возникающие от неправильного ведения сварки, а также пережог, получаемый от окисления при слишком большой дуге (при дуговой сварке) и при избытке кислорода (при газовой сварке), Контроль качества сварных соединений производят путем внешнего осмотра, механическими испытаниями, а также при просвечивании рентгеновскими лучами и с помощью ультразвука, скорость прохождения которого зависит от плотности шва: чем он плотнее, тем быстрее проходит ультразвук.
Заклепочные соединения предназначены для конструкций, воспринимающих большие динамические нагрузки. Заклепка представляет собой круглый стержень с головкой. Стержень вводят в подготовленное отверстие в соединяемых деталях, головку прижимают поддержкой, а выступающую часть стержня ударами обжимки расплющивают, образуя замыкающую головку. При этом стержень утолщается, полностью заполняет высверленное отверстие и элементы конструкции соединяются наглухо. Заклепки обычно изготовляют из низкоуглеродистой пластичной стали Ст2 и СтЗ.
Болтовые соединения нетрудоемки и достаточно надежны даже в особо нагруженных конструкциях. Болты для монтажных соединений изготовляют диаметром 6...24 мм с интервалом 2 мм. Завертывают их так, чтобы в теле болта создалось напряжение 150...200 МПа. При этом используются упругие свойства стали: благодаря напряжению в теле болта соединяемые элементы сжимаются очень плотно.
ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ
Цветные металлы и сплавы на их основе применяют в специальных случаях, так как производятся они в значительно меньших количествах, чем черные, а стоимость их существенно выше. Их используют в основном, когда требуется высокая коррозионная стойкость, электро - и теплопроводность, повышенные декоративные качества, а для сплавов на основе алюминия — малый вес конструкций. В строительстве в основном применяют сплавы меди и алюминия; перспективны также сплавы на основе титана.
Медь и сплавы на ее основе. Чистая медь — мягкий (НВ 400 МПа) пластичный металл красноватого цвета, плотностью 8960 кг/м, отличающийся высокой теплопроводностью [λ = 400 Вт/(м • К)] и электропроводностью. Прочность меди невысока Rp. = 180...240 МПа; температура плавления — 10800С. У меди большой температурный коэффициент линейного расширения ТКЛР = 17 • 10-6 К-1 (т. е. в 1,5 выше, чем у железа). Медь коррозионно-устойчивый металл: в сухом воздухе медь не окисляется, во влажном — покрывается коричневой оксидной пленкой, защищающей от дальнейшего окисления. При длительном (годы) нахождении меди во влажном воздухе на поверхности образуется устойчивый голубоватый слой основного карбоната меди, называемый «патиной».
Медь и ее сплавы относятся к числу металлов, известных с глубокой древности, так как встречалась в природе в виде самородков, а также достаточно просто выплавлялась из медных руд.
Около 50 % меди применяется в электротехнике. В строительстве медные листы толщиной 0,4...0,6 мм используют для устройства красивых и долговечных кровель, водосточных систем и водопроводных труб. Большая часть меди применяется в виде сплавов — латуней и бронз.
Латуни — сплавы меди с цинком (10...40 %); хорошо поддаются прокату, штамповке и вытягиванию. Прочность и твердость более высокая, чем у меди Rp= 250...600 МПа; НВ (500...700). В строительстве латунь используют для декоративных элементов (поручни, накладки и т. п.) и для санитарно-технических устройств.
Бронзы — сплавы меди с оловом (до 10 %), алюминием, свинцом и др. Их прочность почти такая же, как у меди, твердость же существенно выше — НВ (600...1600). Бронзы обладают хорошими литейными свойствами и коррозионноустойчивы. Применяют для декоративных целей (арматура для дверей и окон и др.), в сантехнике и для специальных целей.
Алюминий и сплавы на его основе. Алюминий — легкий серебристый металл (плотность 2700 кг/м3) с низкой прочностью (Rр. = 80...100 МПа) и твердостью (НВ 200); характеризуется высокой электро- и теплопроводностью [λ = 340 Вт/(м * К)]. У алюминия по сравнению со сталью в 2,5 раза более высокий коэффициент теплового расширения (ТКЛР = 24 • 10-6 К-1). Несмотря на химическую активность, алюминий стоек к атмосферной коррозии благодаря защитным свойствам оксидной пленки, образующейся на его поверхности.
Алюминий в промышленных масштабах начали производить лишь в XX в. из-за технологических трудностей производства. В чистом виде алюминий в строительстве практически не применяют. Для повышения прочности, твердости и технологических свойств в него вводят легирующие добавки (Mn, Cu, Mg, Si, Fe и др.). Основные виды алюминиевых сплавов — литейные и деформируемые.
Литейные алюминиевые сплавы (силумины) — сплавы алюминия с кремнием (до 23 %) и другими элементами, обладают высокими литейными качествами; повышенной по сравнению с алюминием прочностью (Rр до 200 МПа) и твердостью [НВ = (500...700)] при достаточно высокой пластичности.
Деформируемые алюминиевые сплавы (дуралюмины) составляют около 80 % производства алюминиевых сплавов. Это большая группа разнообразных по составу сплавов с высокими механическими свойствами (Rр. = 200...500 МПа), но пониженной коррозионной стойкостью.
Дуралюмины легко перерабатываются прокаткой, штамповкой, прессованием и сваркой в листы, трубы и профили самой сложной формы. В строительстве эти сплавы широко применяют для изготовления оконных и дверных переплетов и коробок, в качестве кровельного материала, для наружной облицовки зданий, для трехслойных панелей с пенопластовым или минераловатным утеплителем, алюминиевой фольги строительного назначения и для легких сборно-разборных конструкций, используемых для каркасов павильонов различного назначения.
Основное достоинство алюминиевых сплавов — невысокая плотность (плотность алюминия почти в три раза ниже плотности стали) при достаточно высокой прочности в сочетании с коррозионной стойкостью.
Отрицательными свойствами алюминиевых сплавов являются почти в три раза более низкий, чем у стали, модуль упругости (Е= 0,7 • 105 МПа), низкая твердость и высокий коэффициент температурного расширения.
Цинк — синевато-белый металл, плавится при сравнительно низкой температуре — 420 0С, а при 906 0С — кипит. В чистом виде цинк был получен в XVIII в. В настоящее время мировое производство цинка составляет около 7 млн. т/год. Основная цель использования цинка — защита стали от коррозии.
При нормальной температуре чистый цинк — хрупкий металл плотностью 7130 кг/м3. Прочность цинка при растяжении Rp. = (200...250) МПа; твердость - НВ (400...500). У цинка высокий ТКЛР = 40 *10-6 К-1, что в 4 раза выше, чем у стали.
В ряду активности металлов цинк стоит перед железом и его сплавами. Но при этом окисление цинка при температурах до 200°С происходит замедленно, т. к. окислению препятствует образующаяся на его поверхности пленка гидрооксикарбоната. Эти два обстоятельства (активность цинка и его замедленная коррозия) используются для защиты стали от коррозии путем цинкования и получения из цинка и его сплавов коррозионно-устойчивых материалов и изделий.
Цинк как самостоятельный материал в строительстве применяют в виде листового кровельного материала, известного под названием цинк-титан. Для устранения хрупкости к цинку в этом случае добавляют очень небольшое (менее 1 %) количество меди и титана. Цинк-титановые кровли имеют благородный светло-серый цвет; возможно анодирование поверхности листов для получения асфальтового цвета. Долговечность таких кровель — не менее 100 лет. При устройстве кровель из цинковых листов из-за высокого коэффициента термического расширения цинка необходимо предусматривать возможность подвижки элементов кровли друг относительно друга.
Титан, точнее, титановые сплавы приобретают в последнее время все большую популярность; они сочетают в себе низкую плотность (4500 кг/м3); высокую прочность (Rp = 700... 1200 МПа) и твердость (НВ > 1000) и высокую коррозионную стойкость. Из-за очень высокой стоимости и дефицитности титан в строительстве применяют только для уникальных сооружений (например, памятник космонавтам у станции метро «ВДНХ» в Москве).
КОРРОЗИЯ МЕТАЛЛОВ И СПОСОБЫ ЗАЩИТЫ ОТ НЕЕ
Коррозия металлов — процесс разрушения металлов и сплавов вследствие химического или электрохимического взаимодействия с внешней средой, при котором металлы окисляются и теряют присущие им свойства. Ежегодно в мире в результате коррозии теряется 10...15 % выплавляемого металла или 1….1,5 % всего металла, накопленного и эксплуатируемого человеком. В наибольшей степени коррозии подвергаются черные металлы (сталь и чугун).
Химическая коррозия — разрушение металлов и сплавов в результате окисления при взаимодействии с сухими газами (О2, SO2 и др.) при высоких температурах или с органическими жидкостями — нефтепродуктами, спиртом и т. п.
Электрохимическая коррозия — разрушение металлов и сплавов в воде и водных растворах. Для развития коррозии достаточно, чтобы металл был просто покрыт тончайшим слоем адсорбированной воды (влажная поверхность). Из-за неоднородности строения металла при электрохимической коррозии в нем образуются гальванические пары (катод — анод), между зернами (кристаллами) металла, отличающимися один от другого химическим составом, например, между зернами феррита и цементита. Атомы металла с анода переходят в раствор в виде катионов. Эти катионы, соединяясь с анионами, содержащимися в растворе, образуют на поверхности металла слой ржавчины. В основном металлы разрушаются от электрохимической коррозии.
Для повышения долговечности и сохранения декоративности металлоконструкции защищают от коррозии. Сущность большинства способов защиты от коррозии — предохранение поверхности металла от проникновения к ней влаги и газов путем создания на металле защитного слоя. Существуют и другие методы, например электрохимическая защита, с помощью установки протектора из более активного металла на защищаемую металлоконструкцию.
Наиболее простой, но не долговечный метод защиты металла — нанесение на его поверхность водонепроницаемых неметаллических покрытий (битумных, масляных и эмалевых красок). В последние годы все большее применение находит метод защиты от коррозии покрытием металла тонким слоем пластмассы.
Защитить металл от коррозии можно также, покрывая его слоем другого более коррозионно-стойкого металла: оловом, цинком, хромом, никелем и др. Защитный слой металла наносят путем цинкования ,никелирования, хромирования, лужения и свинцевания. Покрытие цинком используют для защиты от коррозии закладных деталей железобетонных изделий, водопроводных труб, кровельной жести. Защитный слой наносят гальваническим (электролитическим осаждением из раствора солей) или термическим (окунанием в расплав металла или распылением расплава) методом.
Применяют химические способы образования покрытий (плотных оксидных пленок) на металле: фосфатирование (для черных металлов) и анодирование (для алюминиевых сплавов).
Для получения металлов, хорошо противостоящих коррозии, применяют легирование. Так, вводя в сталь хром и никель в количестве 12...20 %, получают нержавеющие стали, стойкие не только к воде, но и к минеральным кислотам.
Железобетон и железобетонные изделия
Общие сведения
Бетон имеет недостаток, присущий всем каменным как природным, так и искусственным материалам, он хорошо работает на сжатие, но плохо сопротивляется изгибу и растяжению. Прочность бетона на растяжении составляет всего около 1/10….1/15 его прочности на сжатие. Чтобы повысить прочность бетонных конструкций на растяжение и изгиб, в бетон укладывают стальную проволоку или стержни, называемые арматурой. Арматура в переводе с латинского означает «вооружение», т. е. стальная арматура как бы вооружает, укрепляет бетон. Армированный стальными стержнями бетон называют железобетоном.
Железобетон - материал, в котором сталь и бетон работают совместно, помогая друг другу. Это объясняется следующим. Бетон при твердении на воздухе уменьшается в объеме, плотно охватывая арматуру. Прочность сцепления арматуры с бетоном достигает больших значений. Сцепление стали с бетоном не нарушается и при сильных перепадах температуры, так как коэффициенты теплового расширения стали и бетона почти одинаковы. Хорошее сцепление стали с бетоном приводит к тому, что под нагрузкой эти два материала работают как одно целое.
Смысл армирования можно пояснить на элементах, работающих на изгиб (балках, ригелях). В таких элементах часть поперечного сечения элемента подвергается сжатию, а другая — растяжению. Если балку изготовить из неармированного бетона, то вследствие низкой его прочности на растяжение (1...4 МПа) уже под небольшой
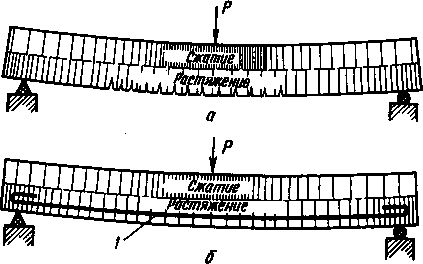
Рис.1 Неармированная бетонная (а) и армированная железобетонная (б) балки: 1- арматура
нагрузкой бетон в растянутой зоне растрескивается (рис. 1. а) и балка разрушится. Если же в растянутую зону ввести стальную арматуру, то она примет на себя растягивающие напряжения (прочность стали при растяжении более 200 МПа), и балка, хотя на ней могут появиться трещины, не разрушится даже при больших нагрузках (рис. 1, б). В ряде случаев армируют элементы, работающие и на сжатие (колонны, сваи), так как и на сжатие, сталь в 5.. .10 раз прочнее бетона.
Причиной, почему арматура принимает на себя большую часть нагрузки, является различие в модулях упругости стали 2 • 105 МПа и бетона (2...3) • 104 МПа. Из-за того, что модуль упругости стали в 10 раз выше модуля упругости бетона, при нагружении железобетонного элемента сталь и бетон получают одинаковые деформации, но напряжения в них в соответствии с законом Гука будут разные. В стали они будут в 10 раз выше, чем в бетоне. Иными словами, можно сказать, что 2 см2 сечения стали заменяет 10 см2 бетона.
Бетон благодаря своей плотности и водонепроницаемости, с одной стороны, и щелочной реакции цементного камня в бетоне, с другой, защищает сталь от коррозии. Кроме того, бетон как сравнительно плохой проводник теплоты защищает сталь от быстрого нагрева при пожарах. Стальные конструкции при пожаре быстро нагреваются, сталь размягчается, и вся конструкция начинает деформироваться даже под собственным весом. В железобетонных конструкциях стальная арматура защищена от огня слоем бетона. Так, опыты показали, что при температуре поверхности бетона1000 °С арматура, находящаяся на глубине 50 мм, через 2 ч нагреется лишь до 500 °С.
В современном строительстве большую популярность приобретает напряженно - армированный бетон.
Прочность бетона на растяжение в 10.. .20 раз ниже, чем на сжатие. В железобетоне этот недостаток устраняют введением в растянутую зону арматуры. Однако вследствие малой растяжимости бетона в растянутой его зоне возникают трещины, после чего всю нагрузку воспринимает только арматура. Пока ширина трещины менее 0,1...0,2мм (так называемые волосяные трещины), они не опасны с точки зрения сцепления арматуры с бетоном и коррозии арматуры.
При применении для армирования высокопрочных сталей полное использование их прочности сопровождается относительно большим удлинением арматуры, что приводит к сильному растрескиванию бетона, а это, в свою очередь,— к коррозии арматуры из-за обнажения ее поверхности. Отсюда следует, что при обычном способе армирования применение высокопрочной арматуры нерационально. При армировании такой арматурой применяют метод предварительного натяжения арматуры.
Сущность этого метода состоит в том, что до загрузки железобетонной конструкции полезной нагрузкой ее арматуру растягивают наподобие резинового жгута; упором при этом служит бетон. Естественно, что чем сильнее растянута арматура, тем больше будет сжат бетон. Когда же к конструкции будет приложена полезная нагрузка, напряжения от нее, возникающие в растянутой зоне бетона, частично компенсируются предварительно созданными сжимающими напряжениями. Поэтому в растянутой зоне бетона не возникнут трещины, а предварительно напряженная арматура получит от нагрузки дополнительное напряжение и ее высокая прочность будет реализована в большой степени.
В настоящее время применяют два способа получения напряженно-армированного бетона. Один из них заключается в том, что арматуру натягивают и закрепляют на специальных анкерах, а затем укладывают бетон. После того как бетон достаточно затвердеет, арматуру освобождают и она, сжимаясь, сжимает бетон. Другой способ: в бетоне оставляют специальные каналы для напрягаемой арматуры. После затвердевания бетона арматуру вводят в каналы и натягивают, используя в качестве опоры затвердевший бетон. При этом в бетоне возникают сжимающие напряжения. После натяжения арматуры каналы заполняют цементном раствором.
Наряду с силовым (механическим) натяжением арматуры применяют электротермический способ, натяжения, а также химический при применении напрягающегося цемента.
В предварительно напряженных железобетонных конструкциях более полно используется прочность стали и бетона, поэтому уменьшается масса изделий. Кроме того, предварительное обжатие бетона, препятствует образованию трещин, повышает его долговечность и непроницаемость.
В зависимости от способа изготовления железобетонные конструкции могут быть монолитными,, сборными и сборно-монолитными.
Монолитными называют железобетон, изготовляемый непосредственно на строительной площадке. На месте возведения конструкции устанавливают опалубку. Назначение опалубки – придать бетонной смеси при её укладке форму будущей конструкции. Опалубку выполняют из дерева, фанеры, стали или различных их комбинаций. Обычно применяют разборно-переставную опалубку из мелких или крупных щитов.
Для возведения высоких сооружений применяют скользящую или подъёмно-переставную опалубку. Когда бетон, уложенный в скользящую опалубку, достаточно затвердеет, опалубку вместе с рабочими подмостями двигают вверх и цикл повторяют.
В опалубку укладывают арматуру, а затем бетонную смесь. Бетонную смесь уплотняют глубинными или поверхностными вибраторами, навешиваемыми на опалубку.
Опалубку снимают по достижении бетоном достаточной прочности, чаще всего через 7….10 дней.
При правильной организации труда скорость строительства из монолитного бетона не уступает скорости монтажа из сборных элементов.
Сборные железобетонные изделия и конструкции (сборный железобетон) представляют собой крупноразмерные железобетонные элементы, изготовляемые на заводе или полигоне домостроительного комбината. Основное преимущество таких конструкций — высокомеханизированные и автоматизированные методы их изготовления; на строительной площадке эти элементы только монтируют, что резко сокращает сроки строительства, повышает производительность труда.
Сборно-монолитные конструкции представляют собой заранее изготовленные сборные элементы и дополнительно уложенные на месте строительства монолитный бетон (бетон омоноличивания) и арматуру. После приобретения монолитным бетоном прочности такая конструкция работает как единое целое, в случае обеспечения надежного сцепления нового и старого бетона.
Конструктивное сочетание сборных элементов и монолитного бетона во многих случаях является экономически выгодным, так как сборно-монолитные конструкции, объединяя достоинства тех и других, лишены некоторых их недостатков. Для возведения сборно-монолитных конструкций в отличие от монолитных не требуется специальной опалубки, подмостей и лесов. Поэтому монолитный бетон сборно-монолитных конструкций дешевле бетона монолитных конструкций, а также пропаренного бетона сборных элементов. В сборных элементах сборно-монолитных конструкций весьма эффективно применение предварительно напряженной высокопрочной арматуры. Установкой дополнительной арматуры в опорных участках монолитного бетона легко обеспечивается неразрезность соединений элементов.
Способы производства железобетонных изделий
Сборные железобетонные изделия и конструкции изготавливают на заводах, полигонах и специальных предприятиях. Производство может быть организованно двумя принципиально отличными способами: поточным в перемещаемых формах или на перемещаемых поддонах; стендовым в стационарных (неперемещаемых ) формах.
Независимо от способа производства технология их изготовления включают следующие основные производственные операции: подготовка составляющих материалов; приготовление бетнной смеси; изготовление арматуры; армирование и укладка бетонной смеси; формование изделий; твердение изделий обычно в условиях тепловлажностной обработки.
При поточном способе все технологические операции (очистка и смазка форм, армирование, формование, твердение, распалубка) выполняются на специализированных постах, которые оборудованы стационарными машинами и установками, образующими поточную технологическую линию. Формы с изделиями последовательно перемещаются по технологической линии от поста к посту. Поточный способ изготовления сборных железобетонных конструкций может быть поточно-агрегатным и конвейерным
При поточно-агрегатном способе формы и формуемые изделия перемещают от поста к посту краном с интервалом времени, зависящим от длительности операции на данном посту, которая может колебаться от нескольких минут (например, смазка форм) до нескольких часов (твердение изделий в пропарочных камерах). Поточно-агрегатный способ использует на заводах средней мощности (с годовой производительностью около 60-100 тыс. м3 изделий), в особенности при выпуске изделий широкой номенклатуры.
Конвейерный способ применяют на заводах большой мощности при выпуске однотипных изделий. При этом способе технологическая линия работает по принципу пульсирующего конвейера, т.е. формы с изделиями перемещаются от поста к посту через строго определенное время (например, через 15 мин), необходимое для выполнения самой длительной операции.
При стендовом способе производства в отличие от поточно-агрегатного и конвейерного сборные конструкции изготовляют в стационарных формах. Изделия в процессе их изготовления и до затвердевания бетона остаются на месте, в то время как технологическое оборудование для выполнения отдельных операций последовательно перемещается от одной формы к другой. Стендовый способ применяют при изготовлении изделий большого размера (ферм, балок и т.п.) для промышленного, мостового и гидротехнического строительства. Для формования изделий сложной конфигурации (лестничных маршей, ребристых плит и т.п.) применяют матрицы, т.е. железобетонные формы, воспроизводящие отпечаток ребристой поверхности изделия.
Кассетный способ — вариант стендового способа, основой которого является формование изделий в стационарно установленных кассетах, состоящих из нескольких вертикальных металлических форм-отсеков. В форму закладывают арматурный каркас и заполняют ее бетонной смесью. Тепловую обработку производят контактным обогревом через стенки форм. После тепловой обработки стенки форм раздвигают и изделия вынимают мостовым краном. Кассетным способом изготовляют плоские изделия (панели перекрытий, стеновые панели и т. п.). Этот способ благодаря вертикальному расположению форм экономит производственные площади.
Конструкционная строительная керамика
Общие сведения
Керамическими называют искусственные каменные материалы и изделия, полученные в процессе технологической обработки минерального сырья и последующего обжига при высоких температурах. Название "керамика" происходит от греческого слова "Keramos" - глина. Поэтому под технологией керамики всегда подразумевали производство материалов и изделий из глинистого сырья и смесей его с органическими и минеральными добавками. Материал, из которого состоят керамические изделия после обжига, в технологии керамики называют керамическим черепком.
Керамика — древнейший строительный материал. Археологами обнаружены остатки зданий и сооружений из керамического кирпича в Древнем Египте и Ассирии, датируемые 3 - 1 тысячелетиями до нашей эры. Кирпич был известен в Древней Индии и Китае. В Древней Греции керамика применялась для кровель и украшения фасадов. Первый храм Геры в Олимпии (7 в. до н. э.) имел черепичную крышу и украшения из терракоты.
Простота технологии и неисчерпаемая сырьевая база для производства керамических изделий самых разнообразных видов предопределили их широкое и повсеместное распространение. Этому способствовали также высокая прочность, долговечность и декоративность керамики. И в настоящее время керамика остается одним из основных строительных материалов, применяемых практически во всех конструктивных элементах зданий и сооружений.
Сырье для производства керамических изделий
Сырьевая масса для изготовления керамических материалов состоит из пластичных материалов (глин) и непластичных (отощающих и выгорающих добавок, плавней и др.). Глины обеспечивают получение удобоформуемой связной массы, а после обжига — прочного и водостойкого черепка. Непластичные добавки улучшают технологические свойства сырьевой массы (облегчают сушку, уменьшают усадку и снижают температуру обжига) и придают материалу желаемые свойства (высокую пористость, пониженную теплопроводность и т. п.).
Глины — основной сырьевой компонент керамики — осадочные горные породы. Они состоят в основном из глинистых минералов — водных алюмосиликатов различного состава (каолинит Аl2О3 • 2SiO2 • 2Н2О, монтмориллонит Аl2О3 • 4SiO2 - 2Н2О и др.). Размер частиц глинистых минералов не превышает 0,005мм; преобладающая форма частиц - пластинчатая. Благодаря своей гидрофильности и огромной площади поверхности глинистые частицы активно адсорбируют (поглощают и удерживают) воду. Именно глинистые минералы придают глине ее характерные свойства: пластичность при увлажнении, прочность при высыхании и способность к спеканию при обжиге.
Кроме глинистых минералов в глине содержатся более крупные частицы: пыль (0,005...0,16 мм) и песок (0,16...5 мм). Они состоят из кварца, карбонатов кальция и магния и других минералов. Эти компоненты глин также влияют на ее технологические свойства и качество готовых изделий.
Глины, как сырье для керамики, оценивают комплексом свойств: пластичностью, связующей способностью, отношением к сушке и к действию высоких температур.
Пластичность - способность глиняного теста деформироваться под действием внешних механических нагрузок без нарушения сплошности и сохранять полученную форму после прекращения воздействий. Пластичность глин объясняется тем, что при увлажнении глины на поверхности глиняных частиц появляются тончайшие слои адсорбированной воды. Эти слои, с одной стороны, обеспечивают возможность скольжения частиц друг относительно друга, а с другой - связывают эти частицы силами поверхностного натяжения, что обеспечивает сохранение формы изделий после формования. Превалирование того или другого эффекта зависит от количества адсорбированной глиной воды.
Пластичность оценивается количеством воды, необходимой для получения из глины удобоформуемой массы. Высокопластичные глины имеют высокую водопотребность и, как следствие, большую усадку при сушке:
-
Тип глины
Водопотребность, %
Усадка при сушке, %
Высокопластичная
Средней пластичности Малопластичная
>28
20...28
<20
10...15
7...10
5.. .7
Скорость сушки увлажненной глины определяется не скоростью испарения влаги с поверхности отформованного изделия, а скоростью миграции воды внутри глиняной массы от центра к поверхности. Глина, будучи материалом «водонепроницаемым», тормозит продвижение влаги через свою толщу, чем замедляет сушку.
Чем больше в глине частиц глинистых минералов, тем она больше требует воды, больше набухает, но труднее сохнет и дает большую усадку. Такие глины называют «жирными». Глины, содержащие много песчаных частиц, характеризуется небольшой усадкой и набуханием, достаточно легко сушатся, но пластичность, т. е. формовочные свойства, у нее пониженная. Такие глины называют «тощими».
Таким образом, для получения требуемой сырьевой массы для керамики нужно выполнить два противоречивых друг другу условия: смесь должна хорошо формоваться и легко сушиться.
Смеси с оптимальным соотношением глинистых и песчаных частиц получают, добавляя в жирную глину отощающие добавки. Кроме песка, для этих целей используют золы ТЭС, шлаки и другие материалы.
Спекаемость — способность глины при обжиге переходить в камневидное состояние, в котором она совершенно не размокает в воде, объясняется следующим. При нагреве до 900... 1200 °С в глине последовательно начинают протекать химические и физико-химические процессы, приводящие к полному и необратимому изменению ее структуры:
• удаление химически связанной воды (500...600 °С);
• разложение обезвоженной глины на оксиды Аl2О3 и SiO2 (800...900 °С);
• образование новых водостойких и тугоплавких минералов (силлиманита Аl2О3 • SiO2 и муллита ЗАl2О3 • 2SiO2 (1000...1200 °С));
• образование некоторого количества расплава из легкоплавких материалов глины (900... 1200 °С).
Образование прочного черепка происходит за счет эффекта склеивания твердых частиц глины образовавшимся расплавом. При этом за счет сил поверхностного натяжения этого расплава происходит уменьшение объема материала, называемое огневой усадкой. В зависимости от вида глин огневая усадка составляет 2...6 %.
Полная усадка — сумма воздушной и огневой усадки; она обычно находится в пределах 6...18 %. Полную усадку необходимо учитывать при формовании сырцовых заготовок для получения изделий с заданными размерами.
Огнеупорность — свойство материалов, в том числе и глин, выдерживать действие высоких температур без деформаций.
Различные глины требуют определенных температур обжига и соответственно изделия из них имеют различную огнеупорность. По этому признаку глины делят на легкоплавкие, тугоплавкие и огнеупорные.
Легкоплавкие глины, содержащие большое количество примесей, плавятся при температуре ниже 1350 °С. Из таких глин, называемых кирпичными, изготовляют кирпич, стеновые камни и черепицу.
Тугоплавкие глины, содержащие незначительное количество примесей, плавятся при температуре 1350...1580 °С. Применяют их для изготовления облицовочных керамических изделий, лицевого кирпича, канализационных труб.
Огнеупорные глины, почти не содержащие примесей, плавятся при температуре выше 1580 °С. Их применяют для производства огнеупорных материалов.
Отощающие материалы вводят в состав керамической массы для снижения пластичности и уменьшения воздушной и огневой усадки глин. Они улучшают сушильные свойства глин. В качестве отощающих добавок используют песок, шамот, дегидратированную глину, золы ТЭС, гранулированные шлаки.
Шамот — зернистый (0,14...2 мм) материал, получаемый измельчением предварительно обожженной до температуры спекания глины. Его можно заменить измельченным браком керамических изделий. Шамот из огнеупорных глин используют для изготовления
огнеупоров,
Дегидратированную глину получают нагревом до 650...750 °С. При удалении кристаллизационной (химически связанной) воды глина необратимо теряет свойство пластичности.
Гранулированный доменный шлак и золы ТЭС - отощители глин, используемые при производстве кирпича и другой грубой керамики. Это эффективный путь утилизации промышленных отходов.
Порообразующие добавки вводят в смесь для снижения плотности и, соответственно, теплопроводности керамических изделий. Для этого используют вещества, которые при обжиге:
- диссоциируют с выделением газа, например, СО2 (молотый мел, доломит и т. п.);
- выгорают (древесные опилки, угольный порошок и т. п.). Такие добавки одновременно являются и отощающими.
Пластифицирующие добавки - высокопластичные глины, а также поверхностно-активные вещества — пластификаторы СДБ, ЛСТ и др.
Плавни добавляют в глины в тех случаях, когда желательно понизить температуру ее спекания. В этом качестве используют полевые шпаты, железную руду, тальк и т. п.
Глазури и ангобы — отделочные слои на облицовочных керамических изделиях.
Глазури — стеклообразные лицевые покрытия различного цвета, прозрачные или глухие. Их получают нанесением на поверхность готовых изделий порошка из стекольной шихты и закреплением обжигом до плавления.
Ангобы — лицевые покрытия, выполненные из цветных глин, нанесенных на поверхность сырцовых изделий. В отличие от глазури ангоб не дает при обжиге расплава, а образует матовое керамическое покрытие.
Общая схема производства конструкционных керамических изделий
Все разнообразие керамических материалов производится в принципе по однотипной схеме, включающей в себя следующие технологические переделы: добычу сырьевых материалов, подготовку сырьевой массы, формование изделий, сушку и обжиг.
Добыча глины осуществляется на карьерах обычно открытым способом экскаваторами и транспортируется на предприятие керамических изделий рельсовым, автомобильным или другим видом транспорта.
В зависимости от вида изготовляемой продукции, вида и свойств сырья массу приготовляют пластическим, жестким, полусухим, сухим и шликерным способами. Способ приготовления массы определяет и способ формования, и название в целом способа производства.
При пластическом способе подготовки массы и формования исходные материалы при естественной влажности или предварительно высушенные смешивают с добавками воды до получения теста с влажностью от 18 до 28%. Этот способ производства керамических строительных материалов является наиболее простым, наименее металлоемким и потому наиболее распространенным. Он применяется в случаях использования среднепластичных и умереннопластичных, рыхлых и влажных глин с умеренным содержанием посторонних включений, хорошо размокающих и превращающихся в однородную массу. На рис.1.приведена одна из технологических схем производства кирпича пластическим способом.
 .
.
Рис. 1. Технологическая схема производства керамического кирпича:
1 - карьер глины; 2 - экскаватор; 3 - глинозапасник; 4 - вагонетка-5 - ящичный подаватель; 6 - добавки; 7 - бегуны; 8 - вальцы 9 - ' ленточный пресс; 10 - резак;
11 - укладчик; 12 - тележка- 13 - сушильные камеры; 14 - туннельная печь;
15 - самоходная тележка; 16 - склад
Набор и разновидности машин для подготовки массы могут отличаться от приведенных на рис.1. в зависимости от свойств сырья и добавок. Однако формование при пластическом способе всегда производится на машине одного принципа действия - ленточном шнековом прессе (рис. 2) с вакуумированием и подогревом или без них. Вакуумирование и подогрев массы при прессовании позволяет улучшить ее формовочные свойства, увеличить прочность обожженного изделия до 2-х раз. В корпусе пресса вращается шнек-вал с винтовыми лопастями. Глиняная масса перемещается с помощью шнека к сужающейся переходной головке, уплотняется и выдавливается через мундштук в виде непрерывного бруса или ленты, или трубы под давлением 1,6-7 МПа.

Рис. 2. Ленточный вакуумный пресс
1 - шнековый вал; 2 - прессовая головка; 3 - мундштук; 4- глиняный брус;
5 - крыльчатка; 6 - вакуум-камера; 7 - решетка; 8 – глиномялка.
Жесткий способ формования является разновидностью современного развития пластического способа. Влажность формуемой массы при этом способе колеблется от 13% до 18%. Формование осуществляется на мощных вакуумных шнековых или гидравлических прессах. Вакуум-пресс итальянской фирмы "Бонджени", например, создает давление прессования до 20 МПа. В связи с тем, что "жесткое" формование осуществляется при относительно высоких 10-20 МПа давлениях, могут быть использованы менее пластичные и с естественной низкой влажностью глины. При этом способе требуются меньшие энергетические затраты на сушку, а получение изделия сырца с повышенной прочностью позволяет избежать некоторые операции в технологии производства, обязательные при пластическом способе. Формование при пластическом и жестком способах завершается разрезкой непрерывной ленты отформованной массы на отдельные изделия на резательных устройствах. Эти способы формования наиболее распространены при выпуске: сплошных и пустотелых кирпичей, камней, блоков и панелей.
Полусухой способ производства строительных керамических изделий распространен меньше, чем способ пластического формования. Керамические изделия по этому способу формуют из шихты с влажностью 8-12% при давлениях 15-40 МПа. Недостаток способа в том, что его металлоемкость почти в 3 раза выше, чем пластического. Но вместе с тем он имеет и преимущества. Длительность производственного цикла сокращается почти в 2 раза; изделия имеют более правильную форму и более точные размеры; до 30% сокращается расход топлива; в производстве можно использовать малопластичные тощие глины с большим количеством добавок отходов производства - золы, шлаков и др. Сырьевая масса представляет собой порошок, который должен иметь около 50% частиц менее 1 мм и 50% размером 1-3 мм.
Прессование изделий производится в пресс-формах на одно или несколько отдельных изделий на гидравлических или механических прессах. По этому способу делаются все виды изделий, которые изготовляются и пластическим способом.
Производственные дефекты. Из-за слишком быстрой сушки и нагрева при обжиге кирпич деформируется, и на его поверхности появляются трещины.
При недостаточной температуре обжига получается недожженный кирпич (недожог) алого цвета, который не применяют из-за низкой прочности, водостойкости и морозостойкости.
При слишком высокой температуре обжига получается пережженный фиолетово-бурый кирпич (пережог — «железняк») повышенной плотности, с оплавленной поверхностью и искаженной формой.
У керамических изделий встречается скрытый дефект, называемый «дутик», который может проявиться не сразу, а после того, как кирпич (камень) достаточное время находился во влажном состоянии. В этом случае происходят выколы и разрушение поверхности. В глубине выкола хорошо виден белый порошок или белая тестообразная масса.
Причина таких дефектов — небрежность подготовки сырьевой массы. Если в исходном сырье встречаются куски известняка или другой карбонатной породы состава СаСО3, то в случае, когда сырьевая масса не измельчается достаточно тонко, в свежеотформованном изделии могут оказаться кусочки известняка размером 1...5 мм. При обжиге они превращаются в оксид кальция (негашеную известь):
СаСО3 СаО СО2
Негашеная известь при контакте с водой превращается в гидроксид кальция («гасится») с увеличением в объеме. Это приводит к выколам и разрушению изделий.
Стеновые керамические материалы
Кирпич и керамические камни
К группе стеновых изделий относятся: кирпич керамический обыкновенный, эффективные керамические материалы (кирпич пустотелый, пористо-пустотелый, легкий, пустотелые камни, блоки и плиты), а также крупноразмерные блоки и панели из кирпича и керамических камней.
Керамические кирпичи и камни изготовляют из легкоплавких глин с добавками или без них и применяются для кладки наружных и внутренних стен и других элементов зданий и сооружений, а также для изготовления стеновых панелей и блоков.
В зависимости от размеров кирпич и камни подразделяются на виды: кирпич обыкновенный (рис. 1. а), утолщенный (рис. 1. б), модульный (рис. 1. в), камень обыкновенный (рис. 1. г), укрупненный (рис.1. д), модульный (рис. 1. е) и с горизонтальным расположением пустот (рис. 1 ж, з.),
Рис. 1. Типы керамического кирпича и камня:
Кирпич: а) обыкновенный; б) утолщенный; в) модульный камень; г) обыкновенный; д)укрупненный; е)модульный; ж), з.) с горизонтальным расположением пустот

Рис.2. Кирпич керамический обыкновенный.
(а) – пластического; (б) – полусухого формования
1 – Постель; 2 – Ложок; 3 – Тычок.
Кирпич керамический обыкновенный. В соответствии с действующими стандартами кирпич выпускают обыкновенный размером 250 Х 120 Х 65 мм; реже производится утолщенный — 250 Х 120 Х 88 мм и модульный — 288 Х 138 Х 65 мм. Поскольку масса одного кирпича не должна превышать 4,3 кг, то утолщенный и модульный кирпичи обычно делают с пустотами; кирпич полусухого прессования также производится с пустотами (но пустоты в нем конические и несквозные) (рис.2.б).
Приняты следующие названия граней кирпича (рис.2, а):
большая — постель 1, боковая длинная - ложок 2, торцовая – тычок 3.
Плотность обыкновенного полнотелого керамического кирпича -1600...1800 кг/м3; пористость — 28...35 %; водопоглощение не менее 8 %.
Основная характеристика качества кирпича — марка по прочности, определяемая по результатам испытания кирпича на сжатие и изгиб. Установлено 8 марок: от 75 до 300 (табл. 1).
По морозостойкости для кирпича установлены четыре марки: F15, F25; F35 и F50. При оценке морозостойкости испытания на «замораживание — оттаивание» проводят до появления внешних повреждений (трещин, отколов, шелушения поверхности), не допускаемых стандартом.
Таблица 1. Марки керамического кирпича по прочности
|
|
Предел прочности, МПа, не менее
| |||||
|
Марка кирпича |
при сжатии
|
при изгибе
| ||||
|
|
для всех видов кирпичей
|
для полнотелого кирпича пластического формования
|
для полнотелого кирпича полусухого прессования и пустотелого кирпича
| |||
|
|
|
|
| |||
|
|
Средний из 5 образцов |
MiN
|
Средний из 5 образцов
|
MiN |
Средний из 5 образцов
|
MiN |
|
300
|
30,0
|
25,0
|
4,4
|
2,2
|
3,4
|
1,7
|
|
250
|
25,0
|
20,0
|
3,9
|
2,0
|
2,9
|
1.5 |
|
200
|
20,0
|
17,5
|
3,4
|
1,7
|
2,5
|
1,3
|
|
175
|
17,5
|
15,0
|
3,1
|
1,5
|
2,3
|
1.1 |
|
150
|
15,0
|
12,5
|
2,8
|
1,4
|
2,1
|
1,0
|
|
125
|
12,5
|
10,0
|
2,5
|
1,2
|
1,9
|
0,9
|
|
100
|
10,0
|
7,5
|
2,2
|
1,1
|
1,6
|
0,8
|
|
75
|
7,5
|
5,0
|
1,8
|
0,9
|
1,4
|
0,7
|
Стандарт допускает довольно большие отклонения в размерах и форме кирпича, которые объясняются большой и неравномерной . усадкой кирпича в процессе изготовления. Кирпич считается удовлетворяющим стандарту, если отклонения по размерам и форме не превышают:
по длине ±5 мм, ширине ±4 мм, толщине ±3 мм;
непрямолинейность граней и ребер, не более: по постели — 3 мм,
по ложку — 4 мм;
сквозные трещины на ложковой и тычковой гранях — не более одной при протяженности ее по постели не более 30 мм;
отбитости и притупленности ребер и углов — не более двух глубиной более 5 мм и длиной 10...15 мм.
Обыкновенный керамический кирпич благодаря достаточно высоким показателям физико-механических свойств и долговечности широко применяют в современном строительстве для кладки наружных и внутренних стен зданий, фундаментов, дымовых труб и других конструкций.
Кирпич полусухого прессования нельзя применять для кладки цоколей, фундаментов и наружных стен влажных помещений.
На складах кирпич хранят в штабелях высотой до 1,6 м, уложенным на ребро (ложковую грань).
При механизированной погрузке, разгрузке и транспортировании используют деревометаллические поддоны, на которые кирпич укладывают на ребро с перевязкой или «в елочку» (с наклоном в 45° к центру пакета). Чтобы уложить кирпич «елочкой», к торцам поддона прибивают треугольные бруски. Благодаря такой укладке пакеты с кирпичом можно перевозить на обычных автомобилях без дополнительных креплений. Погрузку, разгрузку и подачу пакетов на рабочее место выполняют с применением специальных футляров. Без поддонов кирпич перевозят уложенным в штабель с перевязкой; транспортирование навалом запрещается, так как при этом много кирпича бьется.
Пустотелый кирпич и керамические камни. У обыкновенного керамического кирпича есть два существенных недостатка: относительно высокая плотность (1600... 1800 кг/м3) и небольшие размеры. Высокая плотность предопределяет и большую теплопроводность кирпича, и, как следствие, большую толщину стен (в средней полосе России традиционная толщина стен 51 и 64 см) и их большую массу.


Рис..3. Кирпич керамический пустотелый и керамические камни:
а — кирпич с 18 пустотами (пустотность 27 и 36 %);
б - кирпич с 28 пустотами (пустотность 32 и 42 %);
в — камень с 7 пустотами (пустотность 25 и 33 %);
г — камень с 18 пустотами (пустотность 27 и 36 %);
д— укрупненный камень для кладки стены в «один камень» (пустотность 45%)

Рис. 4. Некоторые виды экструзионных керамических камней
с горизонтальными пустотами:
а — камень с 11 пустотами; б — камень с тремя пустотами;
в — укрупненный камень с 30 пустотами и пустотой для захвата при кладке
( общая пустотность 45%)
Небольшой размер обыкновенного кирпича объясняется двумя причинами:
- масса кирпича, укладываемого вручную, не должна превышать 4,3 кг;
- получение крупного массивного керамического изделия затруднительно, так как сушка и обжиг таких изделий протекает долго и, как правило, сопровождается большими деформациями и растрескиванием изделий.
Решение этих проблем возможно путем формования крупноразмерных керамических изделий со сквозными пустотами. Наличие пустот не только снижает массу и, соответственно, плотность изделий, но и ускоряет и облегчает процессы сушки и обжига, так как изделие прогревается быстрее и равномернее через наружные и внутренние поверхности. А именно неравномерность влажности и температуры по сечению изделия вызывают коробление и растрескивание. Поэтому пустотелые камни и кирпич имеют меньше дефектов и прочность их, несмотря на большой процент пустот (до 45 %), такая же, как у полнотелого кирпича.
Эти же пустоты снижают плотность кирпича и камней до 1400...1200 кг/м3 и, соответственно, теплопроводность до 0,6... 0,4 Вт/(м • К). За пустотелым кирпичом и камнями укрепилось название «эффективная керамика».
Пустотелыми считаются кирпич и камни, объем пустот, которых более 13 %. Форма и размер пустот могут быть различными (рис.3). Расположение пустот преимущественно вертикальное, но допустим выпуск кирпича и камней с горизонтально расположенными пустотами (рис. 4).
Керамическими камнями называют штучные стеновые изделия размером от 250 Х 120 Х 138 мм (сдвоенный по высоте кирпич) и до укрупненных камней 510 Х 260 Х 219 мм для кладки стен в «один камень». Применение керамических камней позволяет значительно ускорить кладочные работы.
Прочностные свойства (марки) и морозостойкость пустотелых кирпича и камней такие же, как у обыкновенного керамического кирпича.
Дополнительное снижение плотности и улучшение теплотехнических показателей керамического кирпича и камней можно достичь, включая в сырьевую массу выгорающие добавки (опилки, угольную мелочь и т. п.) или поризуя глиняную массу.
Пустотелый кирпич и камни нельзя использовать для кладки фундаментов, подвалов, цоколей и других частей зданий, где они могут контактировать с водой. Замерзание воды, попавшей в пустоты кирпича или камней, сразу приводит к их разрушению.
Панели и блоки из кирпича и керамических камней
Панели и блоки стеновые из кирпича и керамических камней применяют для устройства наружных и внутренних стен и перегородок в целях повышения индустриальности строительства. Их изготовляют на специальных установках. Монтаж стен из них осуществляется с помощью крана, при этом время строительства сокращается до 40% по сравнению с продолжительностью возведения стен из кирпича, а себестоимость строительных работ уменьшается на 10—15% . Панели могут быть однослойными, изготовляемыми из пустотелых керамических камней, двухслойными - из кирпича на ребро (толщиной 120 мм) и утеплителя толщиной до 100 мм (плиты минераловатные, фибролит, пеностекло). Трехслойная панель состоит из двух кирпичных наружных слоев, каждый толщиной 65 мм, и в середине — утеплитель толщиной 100 мм. Общая толщина такой панели вместе с наружной и внутренней облицовками 280 мм. Для облицовки фасадных поверхностей панелей и блоков применяют лицевые кирпич и камни, плитки керамические глазурованные, а также декоративные растворы на белом портландцементе и растворы с добавлением крошки, получаемой дроблением горных пород.
Толщина панелей для внутренних стен и перегородок 80, 140, 180, 270 мм, а для блоков — 270 и 400 мм. При изготовлении этих панелей используют раствор марок не ниже 75, а для блоков — не ниже марки 50. Их армируют сетками из проволоки в горизонтальных швах и каркасами по периметру панелей и оконного проема, монтажные петли закладывают на всю высоту панели. После укладки материалы уплотняют вибрированием, далее отделывают поверхность и пропаривают в пропарочных камерах 8—14ч.