

Yang Fluidization, Solids Handling, and Processing
.pdf846 Fluidization, Solids Handling, and Processing
Brush Discharges. Brush discharges, which have effective energies in the range of ~1 to ~3 mJ, can occur between a conductor with radius of curvature in the range 5 to 50 mm (0.2" to 2") and either another conductor or a charged insulating surface when the field intensity at the surface of the curved conductor exceeds approximately 5 kV/cm (Maurer, 1979). This type of discharge, which differs from a capacitive spark in that it is more spatially diffuse, is regarded as incapable of igniting any but the most sensitive dusts (though it can ignite many vapors and gases). Brush discharges are favored over capacitive sparks when current flow is limited by the high electrical resistance of the charged insulating surface.
Corona Discharges. Corona discharges, which occur when an electrode or any conductive object with radius of curvature less than ~5 mm experiences a strong electric field, are weaker and still more spatially diffuse than brush discharges. They are not sufficiently energetic to ignite even gases or vapors (Glor, 1988), so they present no direct ESD ignition hazard for suspended dusts; however, corona may contribute to accelerated charging of ungrounded metal objects or components within a vessel which may then lead to a capacitive discharge capable of igniting dust.
When the objective is to avoid corona discharges, sharp edges and protrusions, such as threaded bolts, rough welding seams, etc., inside vessels should be eliminated. Corona-induced product degradation, while never documented, may well be a factor to consider in the manufacture of clear or light-colored plastics for products where appearance is important. On the other hand, corona discharges, promoted by internally mounted wires or sharp metal protrusions inside a vessel, have been proposed as a way to promote charge neutralization of powders entering a vessel. Figures 8(a) and (b) show two distinct schemes for discharging powder during filling operations (Blythe and Reddish, 1979; van de Weerd, 1974). While these schemes have been shown to be effective, there has been hesitancy to install them widely, a concern probably due to understandable worries about breakage.
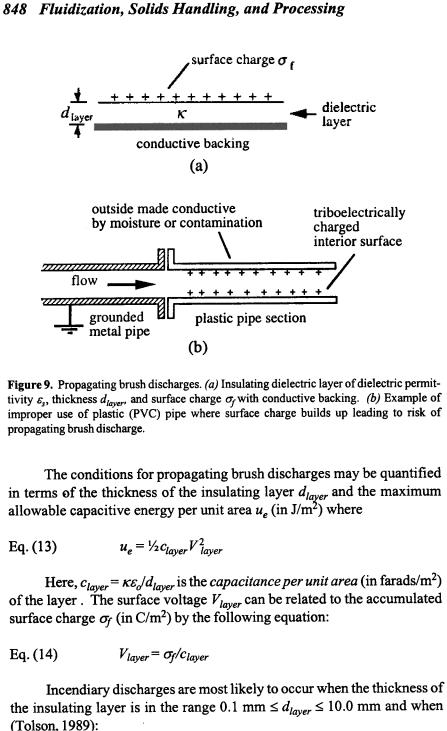
Propagating Brush Discharges. Conditions for a propagating brush discharge occur when a thin insulating layer, backed by a conductor, becomes charged (Glor, 1988). See Fig. 9(a). With spark energies up to ~1 J, these are the most energetic of all electrostatic discharges and they are capable of igniting virtually any flammable dust. Many serious ESD ignitions causing personal injuries as well as extensive plant damage have been attributed to propagating brush discharges (Hughes et al., 1975; Lüttgens, 1985). The high available energy for the propagating brush

Electrostatics and Dust Explosions 847
discharge comes from the thin insulating layer, which acts like a large distributed capacitor. Once a discharge is initiated, electrostatic energy over a considerable area can be converted to heat due to discharges flashing along the charged surface. For this reason, it is best to avoid nonconductive liners on the inside surfaces of vessels, bins, and pipes. Furthermore, it is vitally important not to use pipe, tubing, inserts, or any other components made of plastic in any place exposed to dust. For example, plastic pipe can become conductive on its outside surface due to moisture or contamination, providing the condition for a propagating brush discharge even though the pipe initially does not have a conductive backing (Lüttgens, 1985). Refer to Fig. 9(b) which shows a common and dangerous situation.
pipe |
powder |
|
passive |
flow |
|
|
|
|
discharge |
|
pointed |
wire |
|
|
|
discharge |
|
|
|
rod |
plastic |
|
|
weight |
|
|
powder heap |
interior |
|
of vessel |
(a) (b)
Figure 8. Application of corona to reduce powder charge level in granular solids.
(a)Suspended wire for neutralization of charge entering silo (Blythe and Reddish, 1979).
(b)Inlet pipe equipped with grounded corona discharge point (van de Weerd, 1974). Corona discharge wires, rods and/or points should have a diameter from 1 to 3 mm and must be securely grounded.
Electrostatics and Dust Explosions 849
Eq. (15) |
ue > 1.2 mJ/cm2 |
In applications where an insulating liner is unavoidable, effective criteria for avoiding propagating brush discharges are formulated in terms of the surface charge density σf and thickness of the insulating layer dlayer (Heidelberg, 1970):
•For σf ≤ 25 nC/cm2, make insulating layer as thin as possible(dlayer « 1 mm)
•For σf > 25 nC/cm2, make insulating layer as thick as possible (dlayer » 1 mm)
Eq. (15), along with the above conditions upon σf and dlayer, provides the safety engineer with useful quantitative criteria for assessing the likelihood
of propagating brush discharges.
Maurer (Cone) Discharges. Maurer or cone discharges, occurring along the conical surface of the powder heap, are driven by the inflow of charged granular material into vessels and silos (Maurer, 1979). They are thought to be a form of brush discharge (refer to Fig. 10). The conditions required for discharges of this type are (i) coarse, insulating, charged particulate material in the size range from ~1 to ~10 mm (~0.04" to 0.4"), (ii) a specific charge less than ~3 μC/kg, and (iii) continuous rapid inflow of the material into the vessel (Glor, 1988). The flow rate required to initiate the discharge is inversely related to the average particle size: ~2 × 103 kg/hr for 3 mm particles as opposed to ~25 × 103 kg/hr for 0.8 mm particles in a 100 m3 silo (Maurer, 1979). These discharges (with energy ~10 mJ) apparently occur in conjunction with the avalanching of particles down the sides of the conical heap. They probably regulate the dissipation of excess charge accumulating at the surface of the growing heap as the electric field reaches the conditions for brush discharges.
At least one powerful dust explosion is believed to have been ignited by this type of discharge (Maurer et al, 1989). The explosion occurred when a granular product was being transferred into a large vessel (~20 m 3 or ~700 cu. ft.). The 2 to 3 mm (~1/8 in) diameter particles became charged during pneumatic conveyance, causing an electrostatic discharge that ignited airborne fines. It is conjectured that these fines were due to either product attrition or residues left over from previous batches stored in the vessel. Since many blended polymers use ~1 mm diameter polystyrene or polyethylene granules, there is reason to be wary of this potential ESD ignition hazard, because the complete removal of fines can never be


Electrostatics and Dust Explosions 851
charge separation
charge accumulation
|
|
charge |
discharge |
corona |
leakage |
discharge |
|
system ground
ignition of explosive mixture
Figure 11. Model for electrostatic hazards associated with the accumulation of charged powders, based on Glor (1988).
Charge Leakage. The resistor shown in Fig. 11 represents the leakage of electric charge to ground. In a typical manufacturing facility, this resistance may represent the flow of charge to ground directly through the charged powder and/or some other (possibly ill-defined) current path. The current may be coming from the charged powder itself or from an ungrounded metallic component. For each such mechanism, there is a time constant which is often exponential in nature. We have already discussed one such time constant, the charge relaxation time τ = κε0γ defined in Sec. 2.2. As long as γ Ù 107 S-1m, charge relaxation can prevent hazardous charge buildup in a powder by dissipating tribocharge virtually as rapidly as it accumulates. Even when γ > 107 S-1m, charge relaxation still helps by limiting the period of exposure to ESD hazards in a vessel as charged powder is transported into a silo or other vessel.
In the case when an isolated conductor becomes electrically charged, other leakage paths can help to dissipate hazardous levels of electricity. The charge residence time in such a case is a capacitive circuit time constant: τckt = RC, where R is leakage resistance and C is capacitance. Consider the realistic case of a conventional filter bag holder which has become ungrounded, yet still has leakage resistance to ground of R ≈ 106 ohms. From the nomograph of Fig. 7, the capacitance of a filter bag holder is estimated to be C ≈ 50 pF. Then, τckt ≈ 5·10-5 s, indicating that the charge

852 Fluidization, Solids Handling, and Processing
will dissipate rapidly and present no capacitive spark hazard. A conservative rule of thumb is that, if the leakage resistance of a conductor is less than ~106 ohms, then the electrostatic hazard due to a capacitive spark is low (Jones and King, 1991).
A situation in seeming contradiction to the above statement can arise if an ungrounded, metallic object located inside a vessel itself receives charge from the electrically charged powder via such ordinarily harmless mechanisms as a corona or brush discharge. If the charging occurs rapidly enough, that is, faster than the RC time constant of the conductor, then a capacitive discharge capable of causing an ignition is possible (Britton and Kirby, 1988).
Discharge-Limited Charging. The pointed electrode array in Fig. 11 is intended to represent corona and other low-energy electrostatic discharge mechanisms. In general, these mechanisms are strongly nonlinear, displaying a voltage or, more properly, an electric field threshold which must be exceeded before corona can occur. As mentioned in Sec. 4.2, corona is most likely to occur when metallic objects of small dimensions or surfaces having sharp points are exposed to a strong electrostatic field. At atmospheric conditions for parallel wires, the corona onset condition is (Cobine, 1958)
|
|
æ |
|
0.3 |
ö |
Eq. (16) |
E > E = 30ç1 + |
|
|
÷ |
|
|
|
||||
c |
ç |
|
|
÷ |
|
|
è |
|
Dwire ø |
||
|
|
|
|||
where Dwire is the wire diameter (in cm) and Ec is the electric field at the surface of the wire (in kV/cm).
In the case of charged powder entering a silo, the Maurer discharge mechanism continuously dissipates charge as shown in Fig. 10. The details of this mechanism—thresholds, inlet flow requirements, etc.—are not as well-documented or understood as they should be.
Charge Control. In the abatement of electrostatic hazards, two distinct strategies for the control of electric charge exist. One strategy, used more extensively in liquids than in granular solids, is to employ conductive additives. These additives, while not really reducing the triboelectric activity, do provide a conductive path through the charged material to ground. In effect, the relaxation time τ is reduced by artificially decreasing the material resistivity γ. Refer to Table 3, where are categorized the charging tendencies of powders in terms of their effective bulk resistivities.
Electrostatics and Dust Explosions 853
For powders and granular solids, there are two types of antistatic agents: surfaceand volume-active additives. Surface-active agents, which increase the surface conductivity of individual particles, are effective because triboelectric charge is always situated on the surfaces of individual particles. Most if not all surface-active agents are hygroscopic and thus attract a thin film of water to the surface; it is this moisture that is responsible for the increased surface conduction (van Drumpt, 1991). The effective bulk resistivity of the particles γeff may be estimated by assuming that the particles are spherical and of radius R (Jones, 1995).
Eq. (17) |
γ eff |
= |
1 |
|
γ −1 + 2σ s / R |
||||
|
|
where σs is surface conductivity in Siemens. Note that surface treatment will have a significant effect on the resistivity only when σs ³ R/2γ. For purposes of static reduction in polymer materials, values of σs » 10-9 Siemens are achievable (van Drumpt, 1991). Such surface conductivity values, while sufficient to reduce flow-related problems in powders (Orband and Geldart, 1995), are apparently several orders of magnitude below those needed to eliminate entirely dust ignition hazards. In low humidity environments, the effectiveness of surface agents is reduced. Furthermore, they are susceptible to removal by exposure to solvents and contact with surfaces. Volume-active agents are usually added to a material during its formulation, a step that would be quite impossible for many of the solid materials which one might wish to fluidize. Even for polymers, there is an upper limit on the amount of antistatic agent that can be added before the mixture either becomes thermally unstable or manifests problems during extrusion.
The other method of controlling electrostatic charge is to add ions of the opposite sign to neutralize the excess charge. Corona neutralization, described in Fig. 8, is a passive method which exploits the electric field due to the excess charge itself to generate the opposite-sign charge. Other far more elaborate means also have been developed. One such device uses compressed air driven through a supersonic nozzle equipped with an AC corona needle (Corion, 1989). The positive and negative ions produced by the corona serve as preferential sites for moisture condensing out of the compressed air in the expansion zone downstream from the supersonic transition within the nozzle. The result is an electrically neutral, high-speed jet of charged droplets. Because of their high mass and low effective
854 Fluidization, Solids Handling, and Processing
mobility, these “heavy ions” can be directed to surfaces and granular solids as much as several meters distant from the nozzle. This type of neutralizer has possible application in neutralization of powders entering blenders and silos from pneumatic transport pipes. It might also be possible to install them within fluidized and spouted beds
.
5.0ESD HAZARDS IN FLUIDIZED BED SYSTEMS
A survey of the electrostatic hazards literature reveals very little on the subject of ESD ignitions in fluidized or spouted beds. Apparently, electrostatic ignitions of suspended dust during fluidization are relatively rare. This is the case despite the strong electrostatic charging of particles, which is due to the vigorous churning that takes place in a fluidized bed, and despite other unmistakable signs of electrostatic activity within a bed, namely pronounced particle/wall adhesion. There are several reasons for the lack of fires and explosions. First, triboelectric charging within the bed is sufficiently bipolar so that strong electrostatic fields and high potentials usually have little chance to develop. Second, the particle concentration within a bed proper is too dense for any ignition. Third, gas and solids flows within the freeboard region, where the average dust concentration conditions may be in the correct range, are too vigorous to allow an ignition to propagate and evolve into a fire or explosion.
If these observations and explanations were the complete story, then there would be no motivation to cover electrostatic hazards in a book about fluidization. The need to recognize this subject in fluidization technology stems from the fact that any system designed to process granular materials requires the same peripheral equipment and components found in other powder processing facilities. Such equipment includes pneumatic and/or vacuum transport systems, filter receivers, storage silos, surge hoppers, blenders, grinders, and bulk transport containers. Because ESD-induced explosions or fires have been experienced in all of these components, it may be said that a fluidized bed keeps rather dangerous company.
The purpose of this section is to anticipate and consider risks inherent in fluidization and also to summarize the more thoroughly documented and well-understood risks associated with the kinds of peripheral systems and facilities likely to be found in manufacturing plants using fluidization processes.