

4.4.2. Свойства материалов, влияющие на параметры и методы обработки деталей
Толщина
Под толщиной текстильных материалов понимается расстояние между наиболее выступающими участками нитей с лицевой и изнаночной сторон. Определяется толщиномером согласно ГОСТ 12023-66 при заданном давлении. Для материалов различного волокнистого состава толщина колеблется в значительных пределах от 0,2 до 5 мм и более. Толщина материалов влияет на:
1. выбор конструкции шва;
2. режимы ниточного соединения, расход швейных ниток;
3. выбор типа швейной машины и средств оргтехоснастки.
Толщина влияет также на свойства материалов: драпируемость,
жесткость, воздухопроницаемость и др., тем самым определяя их назначение.
С увеличением толщины материалов в конструкцию швов вносят изменения с целью снижения их толщины, складывающейся из толщины составляющих слоев материалов. Такие мероприятия проводят чаще всего для костюмных и пальтовых тканей рассматриваемыми ниже способами.
Обтачной шов в кант (рис. 84) имеет толщину S, образуемую 4-мя слоями материалов. Обтачной шов в рамку сложную (рис. 84, а), в котором припуски шва разутюжены, более тонкий, а его толщина S1 равна уже сумме 3-х слоев материалов. Поэтому замена первого шва на второй используется для уменьшения толщины краев узлов прямой конфигурации (край борта в изделиях с застежкой доверху, рамки прорезных карманов).
Другим приемом уменьшения толщины обтачного края является подрезание припуска шва обтачивания на одной из деталей — нижней или верхней. Вместо подрезания деталей можно сместить их срезы во время обтачивания, чтобы в готовом шве получить требуемое расположение срезов (рис. 84, б, в).
Низ изделий, когда они изготавливаются без подкладки или с отлетной по низу подкладкой, может быть обработан швом вподгибку с открытым или закрытым срезом. Если материал тонкий, то после подшивания с лицевой стороны могут быть видны нитки в местах прокола иглы. Поэтому для тонких материалов целесообразно использовать шов вподгибку с закрытым срезом.
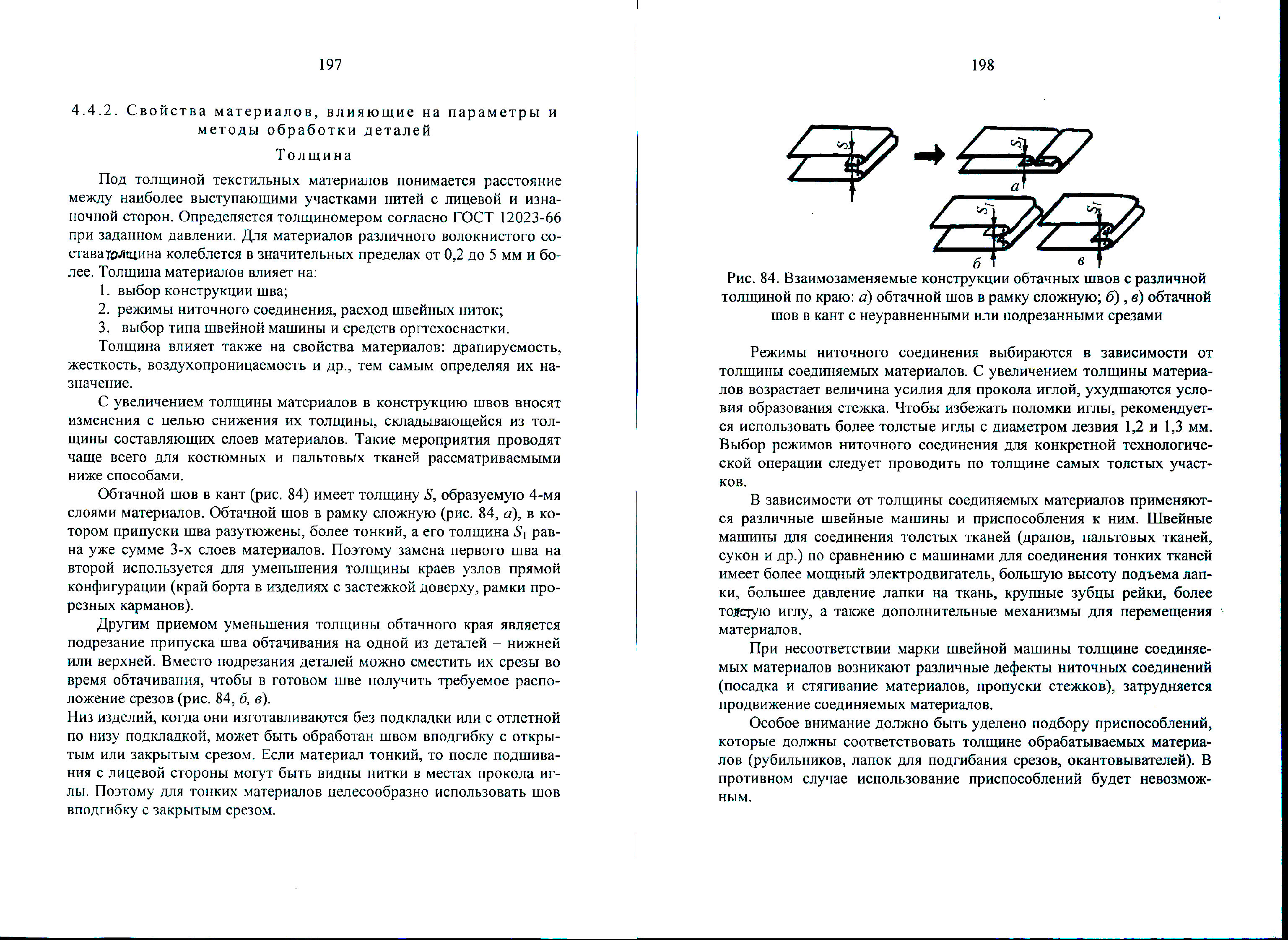
Рис. 84. Взаимозаменяемые конструкции обтачных швов с различной
толщиной по краю: а) обтачной шов в рамку сложную; б), в) обтачной
шов в кант с неуравненными или подрезанными срезами
Режимы ниточного соединения выбираются в зависимости от толщины соединяемых материалов. С увеличением толщины материалов возрастает величина усилия для прокола иглой, ухудшаются условия образования стежка. Чтобы избежать поломки иглы, рекомендуется использовать более толстые иглы с диаметром лезвия 1,2 и 1,3 мм. Выбор режимов ниточного соединения для конкретной технологической операции следует проводить по толщине самых толстых участков.
В зависимости от толщины соединяемых материалов применяются различные швейные машины и приспособления к ним. Швейные машины для соединения толстых тканей (драпов, пальтовых тканей, сукон и др.) по сравнению с машинами для соединения тонких тканей имеет более мощный электродвигатель, большую высоту подъема лапки, большее давление лапки на ткань, крупные зубцы рейки, более толстую иглу, а также дополнительные механизмы для перемещения материалов.
При несоответствии марки швейной машины толщине соединяемых материалов возникают различные дефекты ниточных соединений (посадка и стягивание материалов, пропуски стежков), затрудняется продвижение соединяемых материалов.
Особое внимание должно быть уделено подбору приспособлений, которые должны соответствовать толщине обрабатываемых материалов (рубильников, лапок для подгибания срезов, окантовывателей). В противном случае использование приспособлений будет невозможным.
Осыпаемость тканей. Распускаемость трикотажных
полотен
Осыпаемостью называется выпадение нитей из открытых срезов ткани; является следствием малого трения (тангенциального сопротивления) между нитями.
|
Осыпаемость нитей из открытых срезов зависит от волокнистого состава, структурных характеристик тканей и значительно изменяется в зависимости от угла наклона среза к направлению нити основы. Максимальная осыпаемость у большинства тканей наблюдается при раскрое детали под углом 15° и 75° к нити основы, минимальная - под углом 45° (рис. 85) [7, 20]. Ткани из гладких химических волокон или, содержащие большую их долю, имеют повышенную осыпаемость. Наибольшую осыпаемостью обладают ткани из капроно- |
Рис. 85. Зависимость осыпаемости полульняных тканей арт. 062157 (1) и арт. 06243 (2) от угла раскроя к нитям основы
|
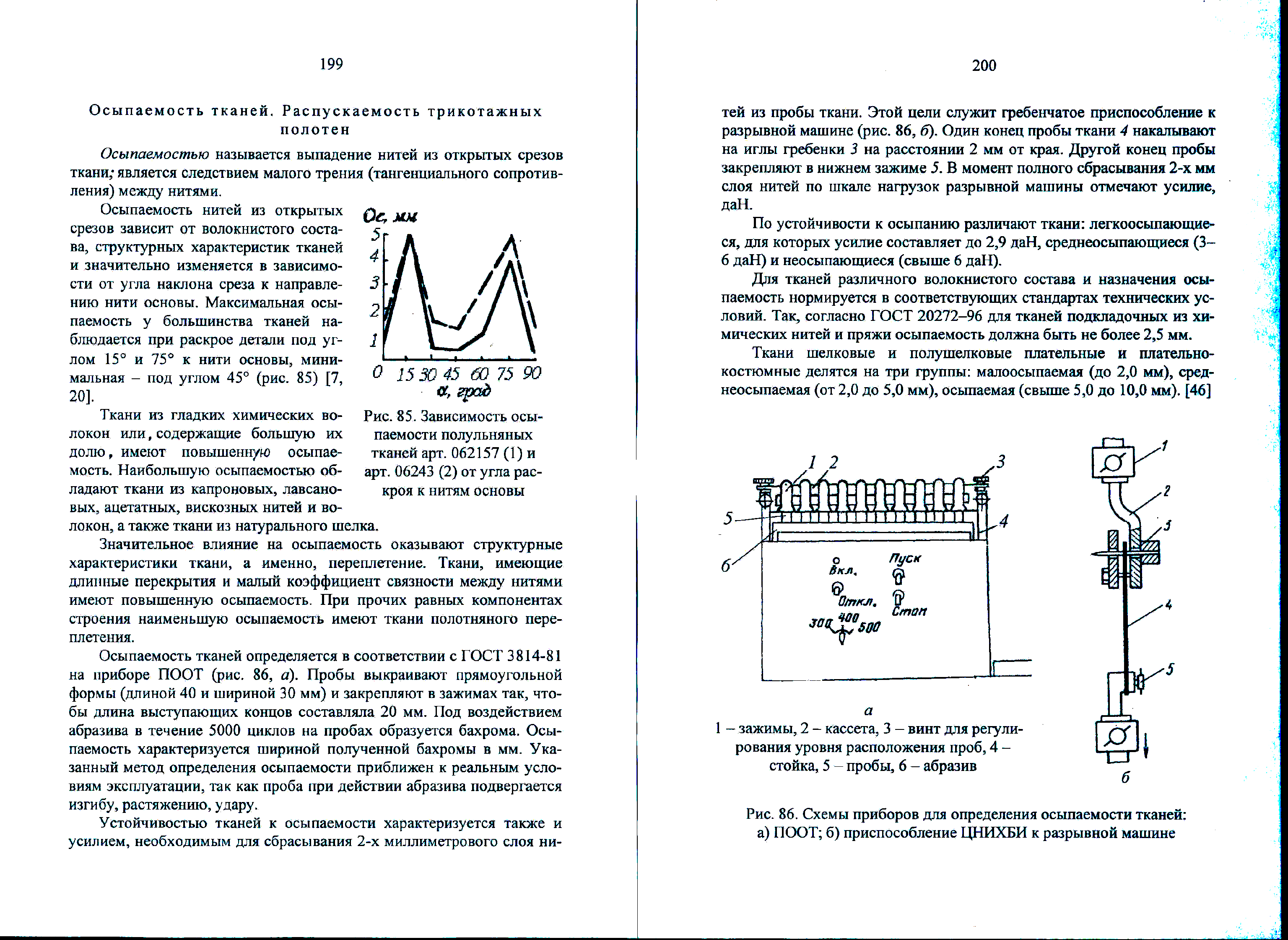
вых, лавсановых, ацетатных, вискозных нитей и волокон, а также ткани из натурального шелка.
Значительное влияние на осыпаемость оказывают структурные характеристики ткани, а именно, переплетение. Ткани, имеющие длинные перекрытия и малый коэффициент связности между нитями имеют повышенную осыпаемость. При прочих равных компонентах строения наименьшую осыпаемость имеют ткани полотняного переплетения.
Осыпаемость тканей определяется в соответствии с ГОСТ 3814-81 на приборе ПООТ (рис. 86, а). Пробы выкраивают прямоугольной формы (длиной 40 и шириной 30 мм) и закрепляют в зажимах так, чтобы длина выступающих концов составляла 20 мм. Под воздействием абразива в течение 5000 циклов на пробах образуется бахрома. Осыпаемость характеризуется шириной полученной бахромы в мм. Указанный метод определения осыпаемости приближен к реальным условиям эксплуатации, так как проба при действии абразива подвергается изгибу, растяжению, удару.
Устойчивостью тканей к осыпаемости характеризуется также и усилием, необходимым для сбрасывания 2-х миллиметрового слоя нитей из
пробы ткани. Этой цели служит гребенчатое приспособление к разрывной машине (рис. 86, б). Один конец пробы ткани 4 накалывают на иглы гребенки 3 на расстоянии 2 мм от края. Другой конец пробы закрепляют в нижнем зажиме 5. В момент полного сбрасывания 2-х мм слоя нитей по шкале нагрузок разрывной машины отмечают усилие, даН.
По устойчивости к осыпанию различают ткани: легкоосыпающиеся, для которых усилие составляет до 2,9 даН, среднеосыпающиеся (3— 6 даН) и неосыпающиеся (свыше 6 даН).
Для тканей различного волокнистого состава и назначения осыпаемость нормируется в соответствующих стандартах технических условий. Так, согласно ГОСТ 20272-96 для тканей подкладочных из химических нитей и пряжи осыпаемость должна быть не более 2,5 мм.
Ткани шелковые и полушелковые плательные и плательно-костюмные делятся на три группы: малоосыпаемая (до 2,0 мм), среднеосыпаемая (от 2,0 до 5,0 мм), осыпаемая (свыше 5,0 до 10,0 мм). [46]
|
а 1 - зажимы, 2 - кассета, 3 - винт для регулирования уровня расположения проб, 4 -стойка, 5 - пробы, 6 — абразив |
б |
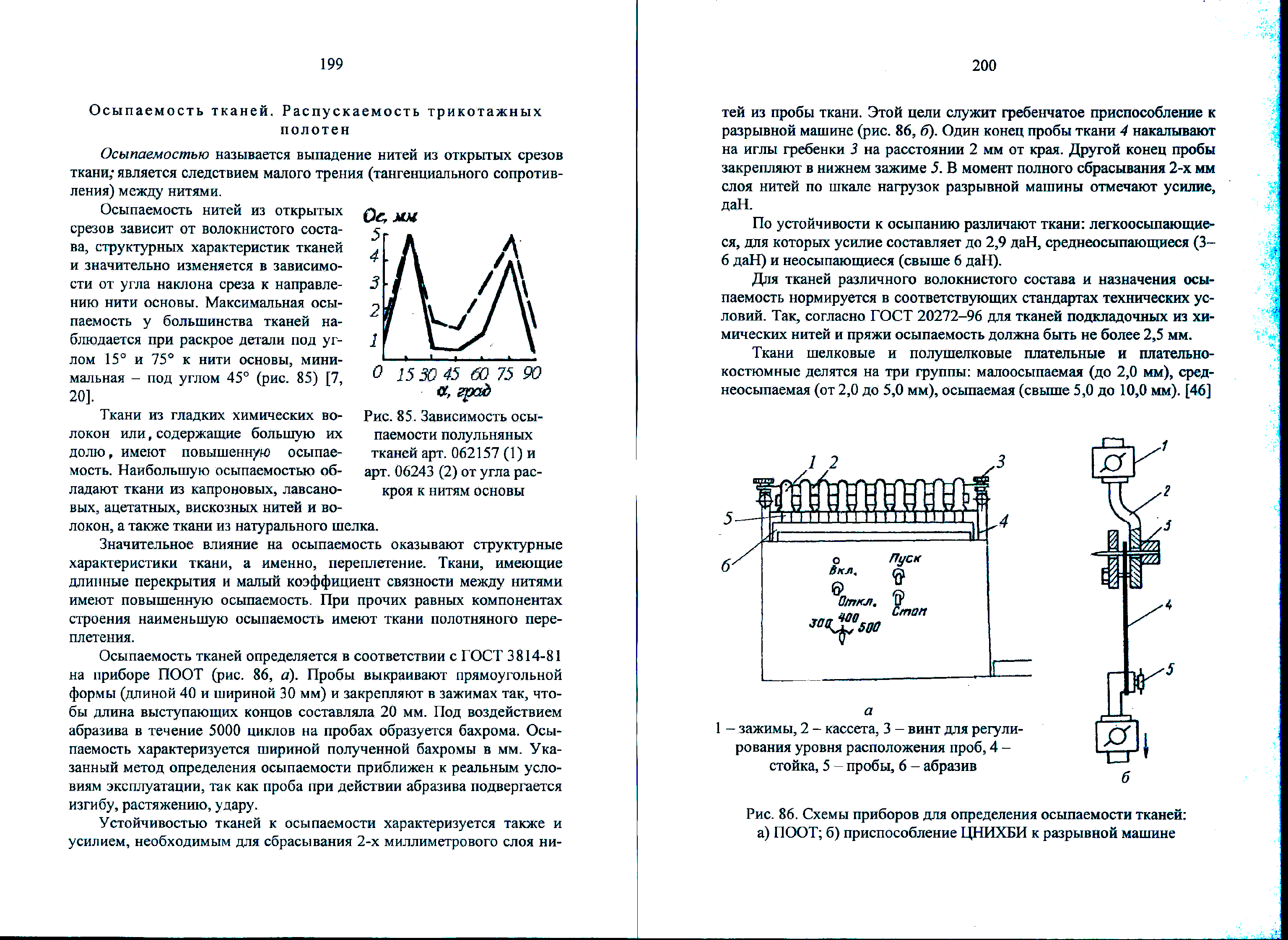
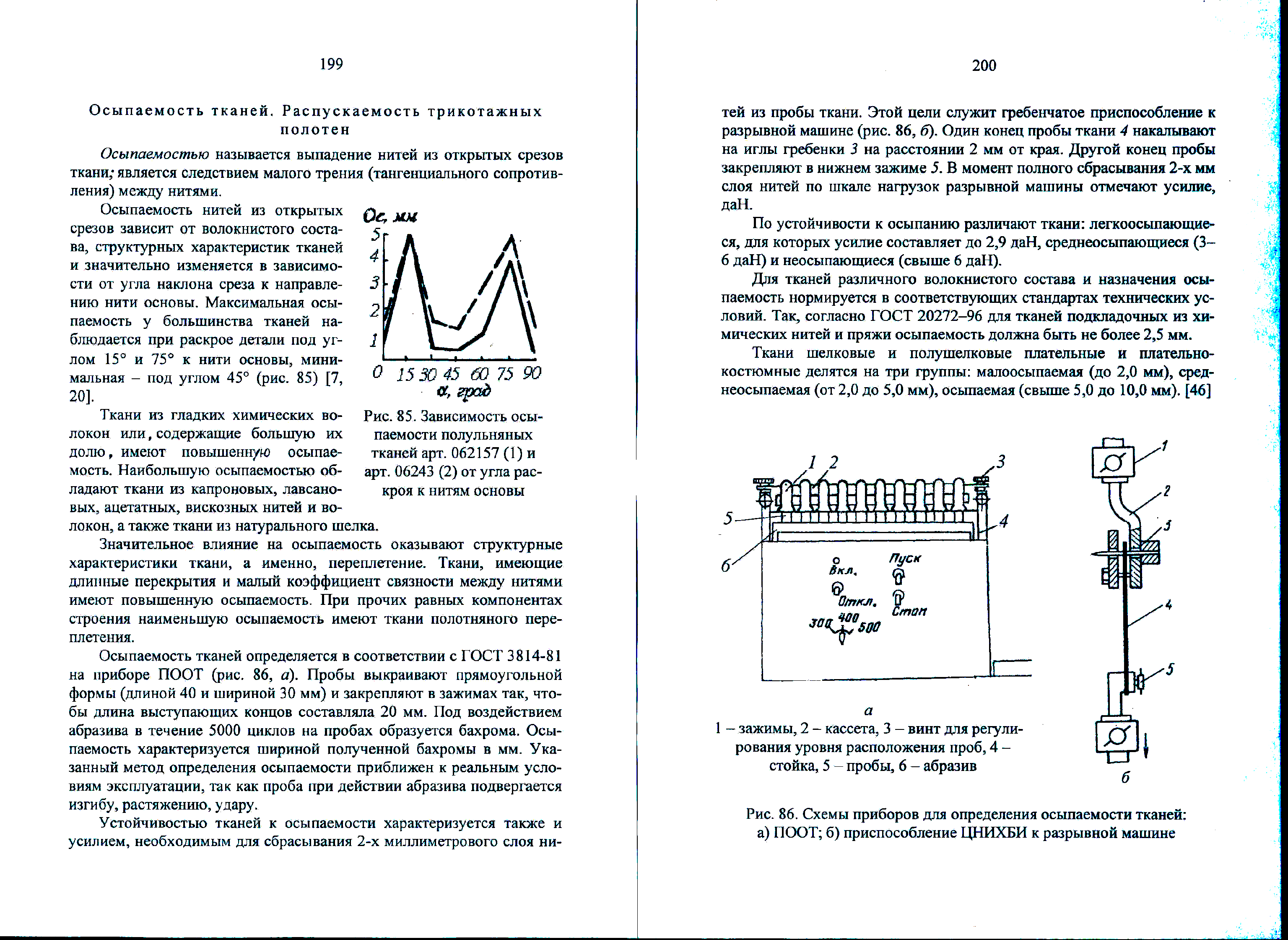
Рис. 86. Схемы приборов для определения осыпаемости тканей: а) ПООТ; б) приспособление ЦНИХБИ к разрывной машине
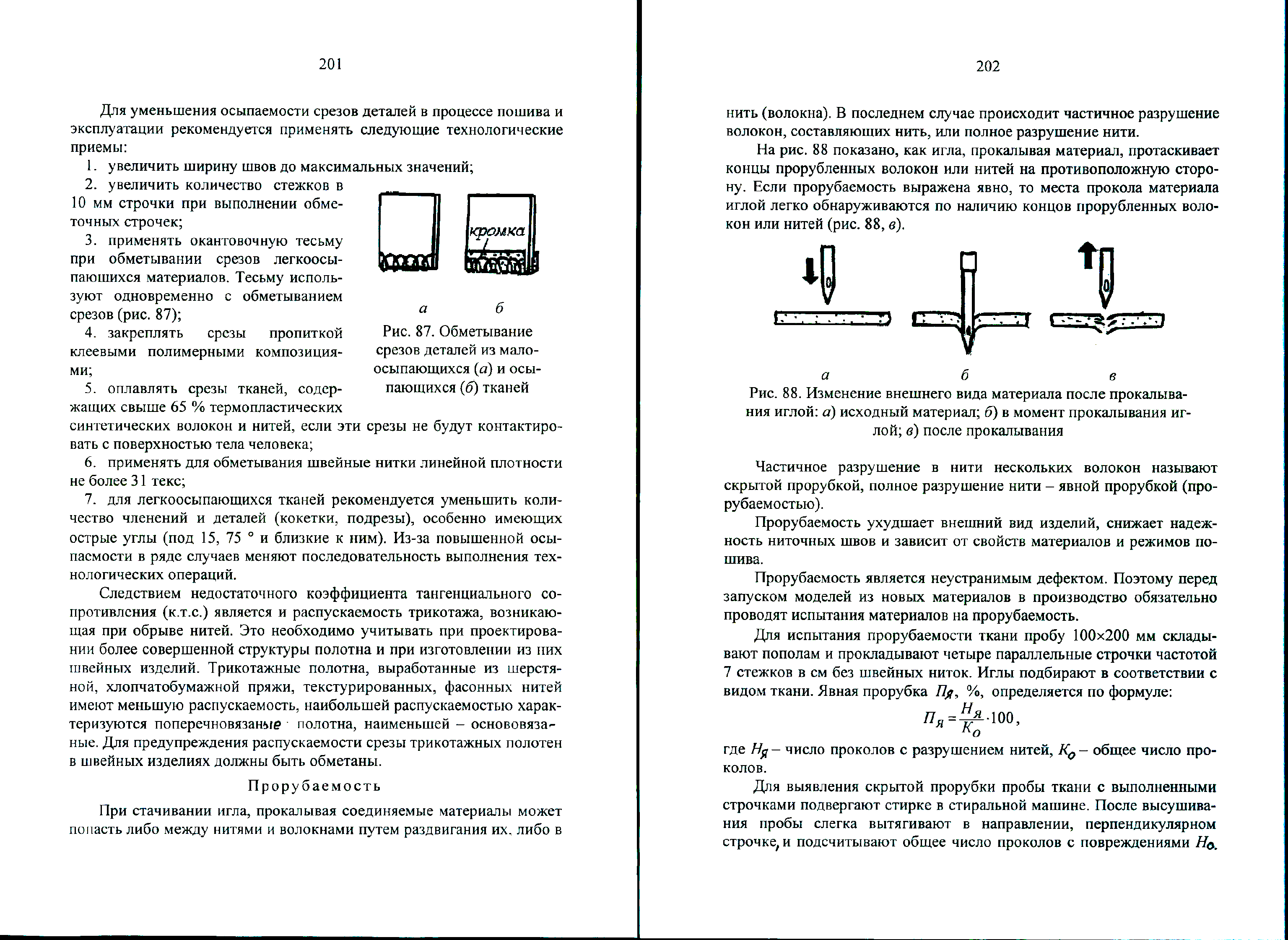
Для уменьшения осыпаемости срезов деталей в процессе пошива и эксплуатации рекомендуется применять следующие технологические приемы:
|
1. увеличить ширину швов до максимальных значений; 2. увеличить количество стежков в 10 мм строчки при выполнении обме-точных строчек; 3. применять окантовочную тесьму при обметывании срезов легкоосы-паюшихся материалов. Тесьму используют одновременно с обметыванием срезов (рис. 87); 4. закреплять срезы пропиткой клеевыми полимерными композициями; |
а б
Рис. 87. Обметывание срезов деталей из мало-осыпающихся (а) и осыпающихся (б) тканей
|
5. оплавлять срезы тканей, содержащих свыше 65 % термопластических
синтетических волокон и нитей, если эти срезы не будут контактировать с поверхностью тела человека;
6. применять для обметывания швейные нитки линейной плотности не более 31 текс;
7. для легкоосыпающихся тканей рекомендуется уменьшить количество членений и деталей (кокетки, подрезы), особенно имеющих острые углы (под 15, 75 ° и близкие к ним). Из-за повышенной осыпаемости в ряде случаев меняют последовательность выполнения технологических операций.
Следствием недостаточного коэффициента тангенциального сопротивления (к.т.с.) является и распускаемость трикотажа, возникающая при обрыве нитей. Это необходимо учитывать при проектировании более совершенной структуры полотна и при изготовлении из них швейных изделий. Трикотажные полотна, выработанные из шерстяной, хлопчатобумажной пряжи, текстурированных, фасонных нитей имеют меньшую распускаемость, наибольшей распускаемостью характеризуются поперечновязаные полотна, наименьшей - основовязаные. Для предупреждения распускаемости срезы трикотажных полотен в швейных изделиях должны быть обметаны.
Прорубаемость
При стачивании игла, прокалывая соединяемые материалы, может попасть либо между нитями и волокнами путем раздвигания их, либо в
нить (волокна). В последнем случае происходит частичное разрушение волокон, составляющих нить, или полное разрушение нити.
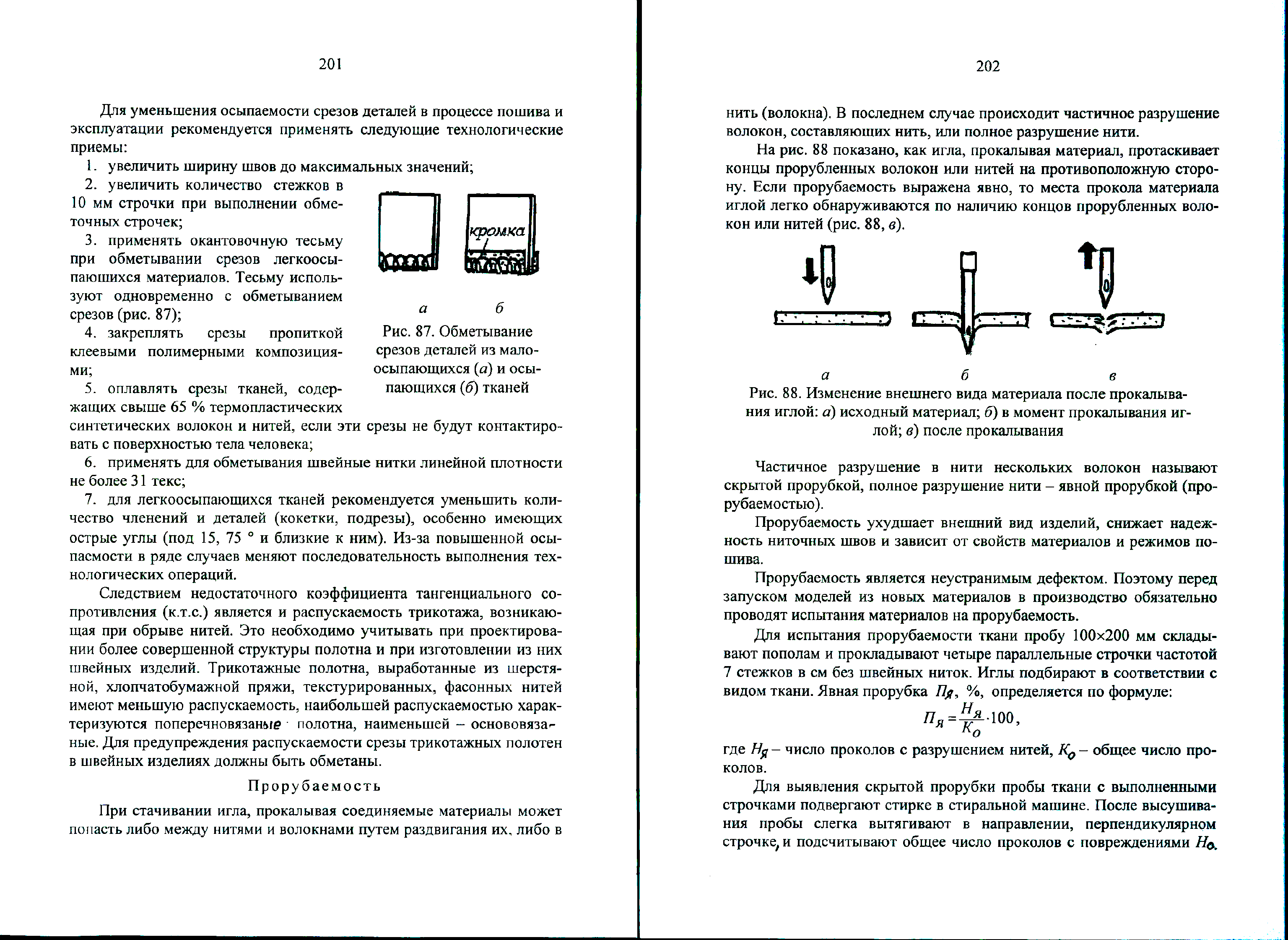
На рис. 88 показано, как игла, прокалывая материал, протаскивает концы прорубленных волокон или нитей на противоположную сторону. Если прорубаемость выражена явно, то места прокола материала иглой легко обнаруживаются по наличию концов прорубленных волокон или нитей (рис. 88, в).
а б в
Рис. 88. Изменение внешнего вида материала после прокалывания иглой: а) исходный материал; б) в момент прокалывания иглой;
в) после прокалывания
Частичное разрушение в нити нескольких волокон называют скрытой прорубкой, полное разрушение нити - явной прорубкой (прорубаемостью).
Прорубаемость ухудшает внешний вид изделий, снижает надежность ниточных швов и зависит от свойств материалов и режимов пошива.
Прорубаемость является неустранимым дефектом. Поэтому перед запуском моделей из новых материалов в производство обязательно проводят испытания материалов на прорубаемость.
Для испытания прорубаемости ткани пробу 100×200 мм складывают пополам и прокладывают четыре параллельные строчки частотой 7 стежков в см без швейных ниток. Иглы подбирают в соответствии с видом ткани. Явная прорубка Пя, %, определяется по формуле:
![]()
где Ня - число проколов с разрушением нитей, Ко- общее число проколов.
Для выявления скрытой прорубки пробы ткани с выполненными строчками подвергают стирке в стиральной машине. После высушивания пробы слегка вытягивают в направлении, перпендикулярном строчке, и подсчитывают общее число проколов с повреждениями Но.
Общую прорубку ткани По и скрытую Пс, %, устанавливают по формулам:
![]() ;
;
![]() .
.
Для выявления прорубки трикотажных полотен разработан специальный прибор (ГОСТ 26006-83) [47].
Метод определения явной прорубки трикотажных полотен состоит в следующем. Из точечной пробы вырезают под углом 10° к петельному ряду элементарную пробу, состоящую из 1-3 отрезков общей длиной 1000 мм. Ширина отрезков пробы определяется видом испытуемого шва. Из подготовленных проб выполняют испытуемые швы.
Для выявления явной прорубки пробы со швами слегка растягивают в направлении, перпендикулярном шву и фиксируют число разрушенных петель на 100 мм шва.
Для определения скрытой прорубки используют специальный прибор , на котором шов растягивается в двух взаимно перпендикулярных направлениях. За результат испытания также принимают число разрушенных петель на 100 мм шва. Скрытая прорубка трикотажных полотен может быть определена также после стирки.
Прорубка трикотажных полотен больше, чем у тканей из-за особенностей петельного строения. Прорубаемость трикотажных полотен усугубляется также возможностью спуска петель в результате прорубки и ухудшением внешнего вида изделия. В связи с этим; особое внимание нужно уделить подбору игл и параметров строчки при стачивании трикотажных полотен.
Основными мероприятиями по снижению прорубаемости являются:
1) использование тонких швейных игл с шаровой, а не с круглой конусной заточкой острия;
2) увеличение диаметра игольного отверстия в игольной пластине.
Оптимальным является отношение:
где dотв- - диаметр отверстия в игольной пластине, мм; dигл- диаметр лезвия иглы, мм;
3) снижение скорости вращения главного вала машины;
4) уменьшение давления прижимной лапки до минимального;
5) уменьшение натяжения верхней (игольной) нитки; рекомендуется также по возможности увеличить длину стежка, тем самым уменьшив количество проколов;
6) из сильно прорубаемых материалов рекомендуется изготавливать изделия с меньшим количеством швов и отделочных строчек.
Другим технологическим приемом снижения прорубаемости является замена вида соединений - ниточного на заклепочное. Такая .замена особенно эффективна при изготовлении застежек. Изготовление петель на швейном полуавтомате происходит при большом числе проколов с частотой до 15 ст/см. Поэтому вероятность прорубаемости чрезвычайно высока. При установке кнопок в материале пробивается 1 отверстие большого размера, в котором и закрепляется кнопка. Концы поврежденных волокон и нитей находятся под кнопкой. Для снижения осыпаемости нитей места под кнопки можно продублировать клеевым прокладочным материалом.
В табл. 24 приведена классификация материалов по прорубаемости в зависимости от числа повреждений на 100 проколов и даны рекомендации по переработке материалов.
Таблица 24
Классификация материалов по прорубаемости и рекомендации по переработке [20]
|
Группа материалов |
Прорубаемость (число повреждений на 1 00 проколов) |
Особенности пошива, рекомендации |
|
Первая – непрорубаемые |
До 5 |
Затруднений при пошиве не имеется. |
|
Вторая – прорубаемые |
6. ..20 |
Требует тщательного выбора режима строчки, игл, регулирования и наладки швейного оборудования |
|
Третья – сильнопрорубаемые |
Свыше 20 |
Не рекомендуется к переработке в условиях массового швейного оборудования. |