

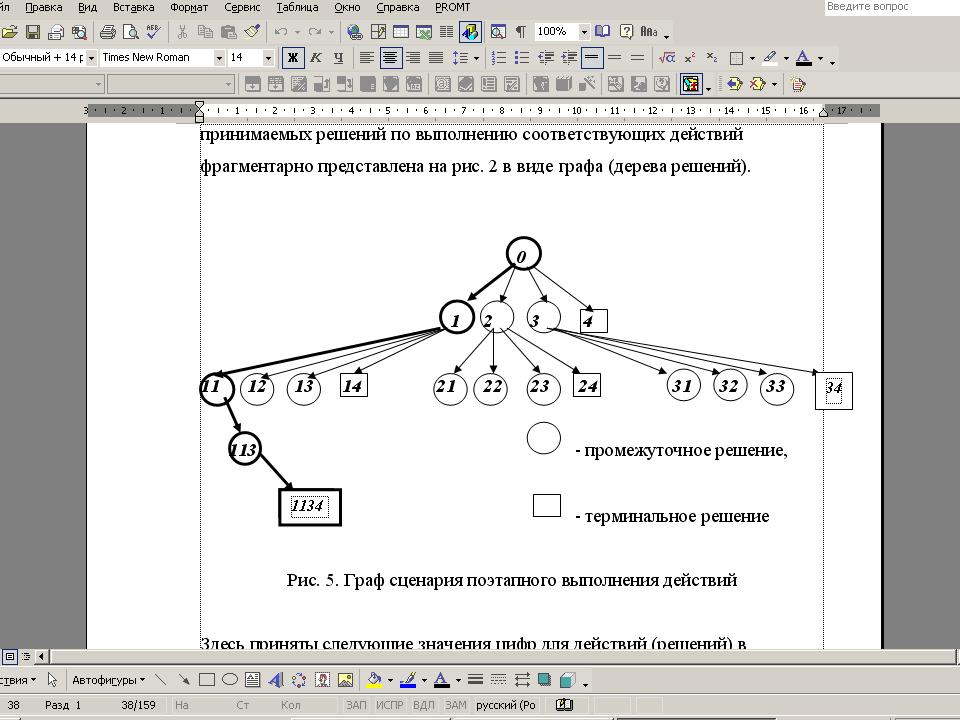
Эти правила приводят к принятию решений об изменениях режимов резания и выполнении соответствующего чернового прохода; ЭС переходит к работе с R22. Если ma < m11 < mb, то принимается решение о выполнении чернового прохода так, как предусмотрено в УП и ЭС переходит к работе с группой правил R21. В случае, если m11 < ma, происходит переход к группе правил R13, предназначенных для оценки достижимости требуемых точностных характеристик детали при изменении УП синтезом нового фрагмента УП при черновой обработке. Здесь определяется значение m13 исходя из прошлого опыта и/или с использованием имеющихся измерительных процедур, например, для контроля параметров заготовки. Если значение ma > m13 > mb, то производится синтез нового фрагмента УП с учетом возможности последующей корректировки. Это соответствует ситуации, при которой вероятность получения требуемых характеристик мала и требуется дополнительное изменение программы на следующих проходах. В случае m13 > mb существует высокая вероятность устранения влияния факторов (например, неравномерности припуска), приводящих к погрешностям результирующей поверхности, и изменения УП на следующих проходах не потребуется. После синтеза нового фрагмента УП дается команда на его выполнение; ЭС переходит к группе правил R23.
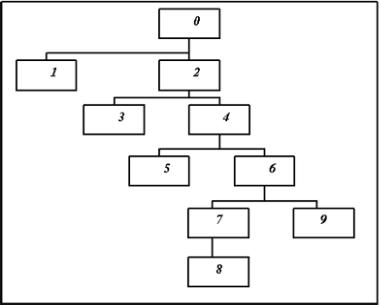
Логическая последовательность использования групп правил показана в таблице для первых трех стадий процесса обработки поверхности.

№ Стадии процесса
обработки
детали
0До начала обработки заготовки
1 До начала “чернового”
прохода
2 Во время “чернового”
прохода
3 До начала “получисто- вого” прохода
4 Во время “получисто- вого” прохода
5 До начала “чистового”
прохода
6 Во время “чистового”
прохода
7 После “чистового”
прохода
8 После
|
Решения по режиму работы системы |
|
|
||||||||||
Обработка |
Коррекция |
Синтез |
Остановить |
||||||||||
по УП |
|
режимов |
фрагментов |
процесс |
|||||||||
|
|
обработки |
УП |
обработки |
|||||||||
|
m0>ma |
|
|
R0 |
m0 ma |
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
m11>mb |
|
|
|
R12 |
R13 |
R14 |
|||||||
m11<ma |
|
|
|
|
|
|
m13<ma |
|
|
||||
m <m <m |
|
|
|
|
|
|
m |
m |
|
|
|||
a 11 R b |
|
|
|
|
|
|
13 |
|
a |
|
|
||
11 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
R21 |
|
R22 |
|||
m21 |
|
<ma |
|
m22<ma |
|
|
|
||||
m21 |
|
>ma |
|
|
|
|
|
|
|
||
|
|
m31>mb |
|
R32 |
|
|
|
m31<ma |
|
|
|
m <m <m |
|
|
|||
a 31 |
R31b |
|
|
||
|
|
|
R41 |
|
R42 |
|
|
|
R51 |
|
R52 |
|
|
|
R61 |
|
R62 |
|
|
|
R71 |
|
R72 |
R23 |
|
R24 |
|
m23<ma |
|
|
|
R33 |
|
R34 |
|
|
|||
m33<m |
a |
|
|
m33 m |
a |
|
|
|
R43 |
|
R44 |
|
R53 |
|
R54 |
|
R63 |
|
R64 |
|
R73 |
|
R74 |

1.выполнение проходов без изменения программы и его исполнение;
2.изменение программы обработки поверхности;
3.изменение режимов обработки (например, уменьшение подачи на проходе до значения, снижающего радиальную составляющую силы резания и позволяющего получить достаточную точность поверхности.)
иисполнение;
4.принятие решения о синтез нового кадра программы или диагностике возможности устранения причин отказа от обработки;
5.синтез нового кадра программы (например, предусматривающего обработку с большим числом проходов) и его исполнение;
6.решение о выполнении процедуры диагностики возможности устранения причин отказа от обработки;
[D], |
|
|
|
|
|
[D], |
|
|
|
|
|
мкм |
|
|
|
|
|
мкм |
|
|
|
|
|
6,5 |
|
|
|
|
|
6,5 |
|
|
|
|
|
5,0 |
|
|
|
|
|
5,0 |
|
|
|
|
|
3,5 |
|
|
|
|
|
3,5 |
|
|
|
|
|
2,0 |
|
|
|
|
|
2,0 |
|
|
|
|
|
0,5 |
|
|
|
|
|
0,5 |
|
|
|
|
|
32 |
27 |
22 |
17 |
12 |
7 X, мм |
32 |
27 |
22 |
17 |
12 |
7 X, мм |
M[D], |
|
|
|
|
|
M[D], |
|
|
|
|
|
|
мм |
|
|
|
|
|
мм |
|
|
|
|
|
|
71,98 |
|
|
|
|
|
71,98 |
|
M[Dср] |
|
|
|
|
71,97 |
|
|
|
M[Dср] |
71,97 |
|
|
|
|
|
||
71,96 |
|
|
|
|
|
71,96 |
|
|
|
|
|
|
71,95 |
|
|
|
|
|
71,95 |
|
|
|
|
|
|
32 |
27 |
22 |
17 |
12 |
7 X, мм |
|
32 |
27 |
22 |
17 |
12 |
7 X, мм |
71,99 |
|
|
|
|
|
71,99 |
|
|
|
|
|
|
|
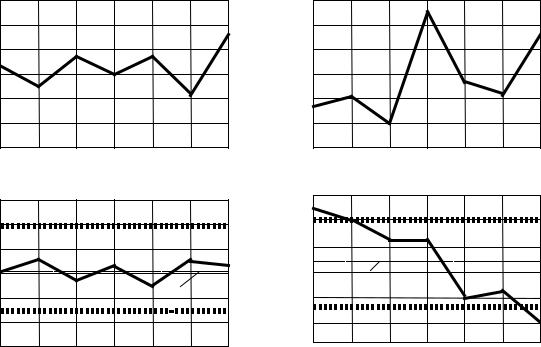
a) |
с ПИТ-С |
|
|
б) |
без ПИТ-С |
|
|
|
|||