


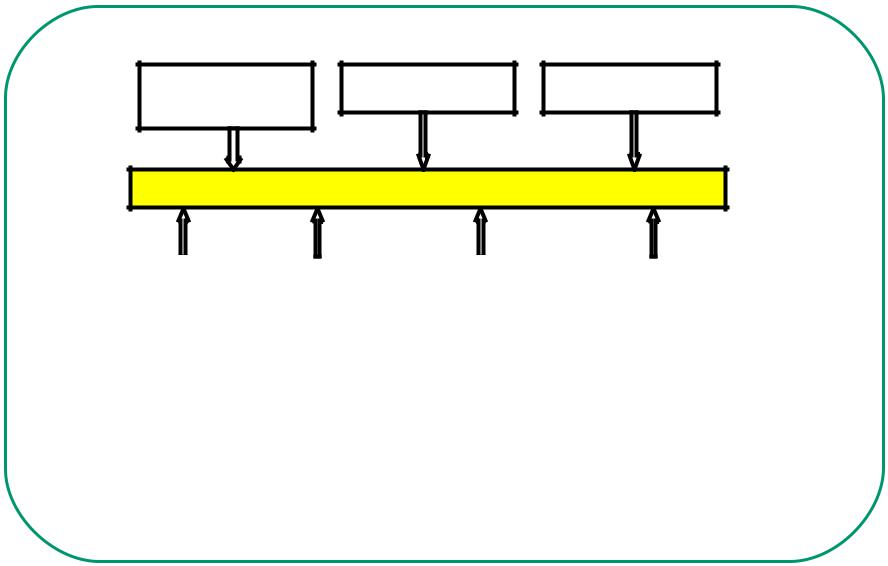
СОСТАВЛЯЮЩИЕ СУММАРНОЙ ПОГРЕШНОСТИ НА СТАНКАХ С ЧПУ
ЧПУ
ПРИВОД
КОНТРОЛЬ 

УПРАВЛЕНИЕ
р12 р11 р10
р9 р8 р7 р6 р5 р4 р3 р2 р1
П |
|
|
р13 |
|
|
||
О |
|
|
|
Г |
|
|
р14 |
|
|
||
Р |
|
|
|
Е |
|
|
р15 |
|
|
||
Ш |
|
|
|
Н |
|
|
р16 |
|
|
||
О |
|
|
|
С |
|
|
р17 |
Т |
|
|
|
Ь |
|
|
р18 |
Д |
|
|
|
|
|
р19 |
|
Е |
|
|
|
Т |
|
|
|
|
|
|
|
А |
|
|
р20 |
Л |
|
|
|
|
|
|
|
И |
|
|
р21 |
|
С П И Д
МЕХАНИЧЕСКАЯ
СИСТЕМА

 ИНСТРУМЕНТ
ИНСТРУМЕНТ
ДЕТАЛЬ

СОСТАВЛЯЮЩИЕ ПОГРЕШНОСТИ
р1, р2 , р3 , р4 - программирования, интерполятора, корректоров интерполятора и формирования команды «выход в нуль»;
р5 , р6 , р7 - датчика (внутришаговая и накопленная), нормирующего преобразователя;
р8 - дрейфа характеристик привода; р9 , р10 , р11 , - привода: динамическая, моментная и скоростная; р12 - шариковой винтовой пары; р13 - геометрическая – суммарная;
р14, р15 - упругие перемешения станка и оснастки; р16 - температурная деформация станка; р17 , р18 - установки инструмента, износ инструмента; р19 – установки детали;
р20 , р21 - упругие перемещения и температурная деформация детали.
Несущая |
Оснастка |
Инструмент |
система |
|
|
Точность изделия
Система |
|
Контроль и |
|
Приводы |
|
Объект |
ЧПУ |
|
измерение |
|
|
|
обработки |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Схема влияния составляющих технологической системы на погрешность обработки
СПЕЦИФИКА ПРЕДМЕТНОЙ ОБЛАСТИ «СТАНОЧНАЯ СИСТЕМА»
1.Управление процессом ориентировано на планирование и управление движениями элементов конкретной станочной системы.
2.Параметры исходной информации об объекте обработки — А ( группе заготовок), над которым осуществляется процесс преобразования в целевое состояние (детали с заданными параметрами точности), а также о ряде однотипных станочных систем — С, выполняющих этот процесс, составляют множества "нечетких" многомерных пространств векторов параметров группы.
3.Параметры информации, идентифицируемые в ходе конкретной
реализации процесса ( и/или между его стадиями) над индивидуумом (конкретной заготовкой) Аi, и выполняемого индивидуумами конкретной системы Сj, составляют множества многомерных пространств векторов ‘уточненных’ параметров — Wai и Wcj соответственно.
СПЕЦИФИКА ПРЕДМЕТНОЙ ОБЛАСТИ «СТАНОЧНАЯ СИСТЕМА»
4. Конкретный процесс имеет нестационарный стохастический характер, что относится как к изменениям множества Ai, так и к множеству (или ряду подмножеств) Cj.
5.Планирование движений в процессе производится на базе «нечеткого» оценивания векторов параметров множеств Wai и Wcj.
6.Входная информация содержит программу управления станком, построенную с учетом набора значений параметров групп А и С, а не индивидуумов Ai и Cj, то есть при сочетании, как правило, неблагоприятных условий процесса.
ПРАВИЛА ПРИНЯТИЯ РЕШЕНИЙ ПРИ УПРАВЛЕНИИ СТАНКОМ К моменту начала трансляции команд исполнительной системе станка для
осуществления очередной последовательности перемещений рабочих органов, выполняющих технологический переход, или в процессе резания ЭС1 организационного блока принимает решения типа:
<изменить подачу до значения... >
<ввести дополнительный проход с параметрами ... >
<сформировать фазовые траектории движений рабочих органов ...
сучетом влияния факторов ... >
<действовать по программе без изменений >
<получение требуемой точности невозможно, остановить станок, сигнал оператору>
ПРАВИЛА ПРИНЯТИЯ РЕШЕНИЙ ПРИ УПРАВЛЕНИИ СТАНКОМ
(продолжение)
В ЭС1 используются группы правил, из базы знаний, одна из которых приводит к решению о необходимости изменения введенной программы для ЧПУ программы действий и движений в связи с необходимостью ее коррекции из-за высоких требований к точности обработки, получения дополнительной информации о процессе и индивидууме обработки. При этом проводится планирование движений исполнительных органов станка с возможной вариацией глубины резания на проходах, подачи, скорости резания и пр. Другая группа правил приводит к заключению о том, что заданная точность обработки может быть достигнута без изменения исходной программы. Решения предусматриваемые следующей группой правил - невозможность или нецелесообразность дальнейшей обработки.
ГРУППИРОВАНИЕ ПРАВИЛ ПРИНЯТИЯ РЕШЕНИЙ В ПИТ-С
Функционирование ПИТ-С в рабочем режиме согласовано с последовательностью изготовления детали на станке, которая формализована в управляющей ISO-программе (УП) для УЧПУ станка. В общем случае, считая, что каждая поверхность детали может быть получена в результате одного "чернового" прохода, одного или нескольких "получистовых" проходов и "чистового" прохода, имеем i состояний ПИТ-С в процессе изготовления конкретной поверхности-индивидуума
(i=1,.. .,7):
—до начала "чернового" прохода;
—во время "чернового" прохода;
—между "черновым" и "получистовым" проходом;
—во время "получистового" прохода;
—между "получистовым" и "чистовым" проходом;
—во время "чистового" прохода;
—после "чистового" прохода.
В каждом из этих состояний ЭС1 работает с некоторой j-ой (j=1,...,4) группой правил множества Ri, j , которые определяют следующие режимы работы ПИТ-С :
—Действовать по УП" (т.е. передать УЧПУ текущий кадр программы без каких либо его изменений);
—"Корректировать режимы обработки", заданные в УП
(например для сокращения времени обработки, оптимизации режимов резания);
— "Синтезировать фрагмент УП"(генерация новых кадров УП с целью получения требуемой точности обработанной поверхности, в том числе за счет коррекции траекторных движений инструмента);
— "Остановить процесс обработки" с сообщением оператору.
После заполнения БД производится оценка возможности изготовления данной детали на данном станке-индивидууме, определяя значение функции принадлежности m0 при m ={0,1} и используя при этом группу правил R0. Величины ma и mb — нижнее и верхнее пороговые значения оценок, определяемых функцией принадлежности для каждой группы правил. При малой величине оценки (m0 ma) принимается решение о невозможности получения детали с требуемыми характеристиками точности на данном станке. В случае получения оценки m0 > ma ЭС делает заключение о возможности обработки детали и переходит к работе с группой правил R11 (см.табл.), что соответствует стадии “до начала чернового прохода” первой обрабатываемой поверхности.
В R11 определяется оценочное значение m11, которое характеризует условную вероятность достижения требуемых точностных параметров обрабатываемой поверхности в случае выполнения станком технологического перехода с указанными в УП режимами обработки. Если эта оценка m11 > mb, то делается заключение о возможности коррекции режимов обработки, например, с целью повышения производительности, и осуществляется переход к группе правил R12.