

16.2. Шлифовальный круг как режущий инструмент
Структурное строение шлифовальных кругов. Шлифоваль-ные круги представляют собой тела, состоящие:
а) из множества абразивных зерен, выполняющих функции режущих зубьев;
б) веществ, соединяющих все абразивные зерна в единую неразъемную конструкцию, имеющую определенную форму, размеры и прочность; их называют составляющими структурного строения круга.
Для нормальной работы шлифовального круга между абра-зивными зернами и связующими их веществами должны оста-ваться некоторые промежутки (поры), играющие роль впадин между зубьями, в которых размещается стружка. Размеры пор и плотность их распределения в объеме круга играют настолько существенную роль, что их принято рассматривать как третью составляющую структурного строения круга. От соотношения названных трех составляющих зависят режущие свойства шли-фовальных кругов.
В зависимости от содержания абразивных зерен в объеме шлифовальных кругов их структура может быть плотной, сред-ней, открытой и очень открытой. Более тонкая градация структур шлифовальных кругов осуществляется присвоением каждой группе номера от 0 до 20. Содержание абразивных зерен в группах с соседними номерами отличается на 2 %, уменьшаясь с увеличением номера структуры (табл. 16.1).
Таблица 16.1
Структуры шлифовальных кругов
|
Вид структуры |
Плотные |
Средние |
Открытые |
Очень открытые |
|
Номер структуры Содержание абразивных зерен, % |
0…3 62…56 |
4…8 54…46 |
9…12 44…38 |
13…20 36…22 |
К группе очень открытых структур относят также шлифо-вальные круги с пониженным содержанием зерен (до 6,25 %), не имеющие номеров.
Плотная структура шлифовальных кругов схематично пока-зана на рис. 16.6,а. При содержании в круге 50…60 % абразивных зерен они весьма плотно располагаются в его объеме. Связующего вещества немного, и оно тонким слоем обволакивает зерна и соединяет их в единое целое. Круги плотной структуры имеют поры малых размеров, в которых может разместиться небольшое количество срезаемой стружки. Поэтому применение шлифо-вальных кругов с плотной структурой ограниченно доводочными операциями.




а) б) в) г)
Рис. 16.6. Распределение абразивных зерен, связки и пор в кругах различных структур:
а) структура № 3; б) структура № 8; в) структура № 16;
г) структура № 16 с выгорающим наполнителем
При средних структурах (рис. 16.6,б) в объеме круга содер-жится 46…54 % абразивных зерен, и они расположены более сво-бодно. Связующие вещества более толстым слоем обволакивают зерна и соединяют их в единый монолит. Прочность соединения зерен увеличивается. Расположенные между зернами и связкой поры имеют несколько большие объемы для размещения сре-заемой стружки. Обычно абразивные круги со структурой № 4 со-держат крупные абразивные зерна и применяются для предвари-тельного шлифования. Шлифовальные круги со структурой № 5 и 6 имеют менее крупные зерна и применяются для чистового шлифования, а шлифовальные круги со структурами № 7 и 8 при-меняются для обработки вязких материалов и финишного шли-фования.
Открытые структуры (рис. 16.6,в) характеризуются объем-ным содержанием 38…44 % абразивных зерен, расположенных еще более свободно, увеличением содержания связующего ве-щества, более прочным соединением зерен, позволяющим повы-сить прочность круга в целом. Между абразивными зернами и связкой размещаются крупные поры, в которых свободно раз-мещается стружка, срезаемая за рабочий цикл. Во время холос-того цикла, когда данный участок режущей поверхности круга выходит из контакта с обрабатываемым материалом, срезанные частицы выбрасываются из пор центробежными силами. Круги открытой структуры могут использоваться для шлифования металлов при высоких режимах резания.
1
3
2
Рис.
16.7.
Микрошлиф
шлифовального круга:
1
– абразивные зерна;
2
– связка; 3
– поры

Взаимное расположение абразивных зерен, связующего вещества и располо-женных между ними пор наглядно видно на фотографии микрошлифа (рис. 16.7).
Для алмазных и
эльборовых кругов характеристикой
струк-туры является концентрация
зерен. Здесь условно принимается, что
при 100 %-й концентрации алмазная или
эльборовая состав-ляющая занимает 1/4
объема рабочего слоя круга, а остальной
объем
занимают связка, наполнители и поры. По
массе при 100 %-й
концентрации в 1 мм![]() алмазо- или эльбороносного слоя
содер-жится 0,88 мг соответственно алмазных
или эльборовых зерен. Шлифовальные
круги выпускаются с 25; 50; 75; 100; 150; 200 и
250 %-й концентрацией.
алмазо- или эльбороносного слоя
содер-жится 0,88 мг соответственно алмазных
или эльборовых зерен. Шлифовальные
круги выпускаются с 25; 50; 75; 100; 150; 200 и
250 %-й концентрацией.
Ф
ПП ПВ
ПВД К Д 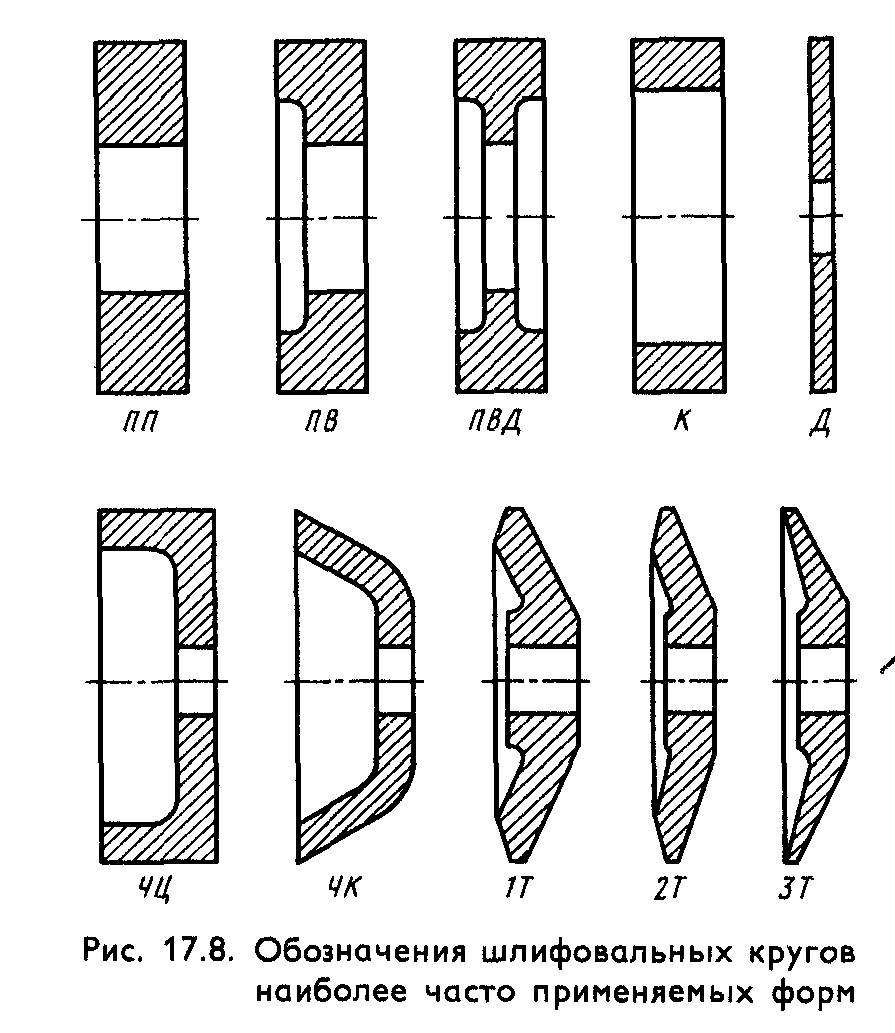
ЧЦ ЧК
1Т 2Т 3Т
Рис. 16.8. Обозначения шлифовальных кругов наиболее часто применяемых форм
Круги ПП (плоский прямой) имеют плоские торцовые стороны и применяются для наружного и внутреннего круглого, а также для плоского шлифования. Круги ПВ (плоский с выточкой) имеют на одной стороне выемку – эти круги применяют для шлифования плоских и цилиндрических поверхностей с одним плоским торцовым буртом. Круги ПВД имеют выточки с обеих сторон – они применяются для шлифования цилиндрических и плоских поверхностей с двумя плоскими торцовыми буртами. Круги К кольцевой формы применяют для наружного круглого шли-фования. Дисковые круги Д используются для прорезки пазов и отрезки. Круги ЧЦ (чашечные цилиндрические) и ЧК (чашечные конические), имеющие форму чашек, и тарельчатые круги 1Т, 2Т, 3Т, где цифрой обозначена модификация круга (в зависимости от углов наклона рабочих конических поверхностей, их протяжен-ности и т.д.), в основном применяют для заточки инструментов.