

Гл а в а2. Инструментальные материалы
2.1. Требования к инструментальным материалам
В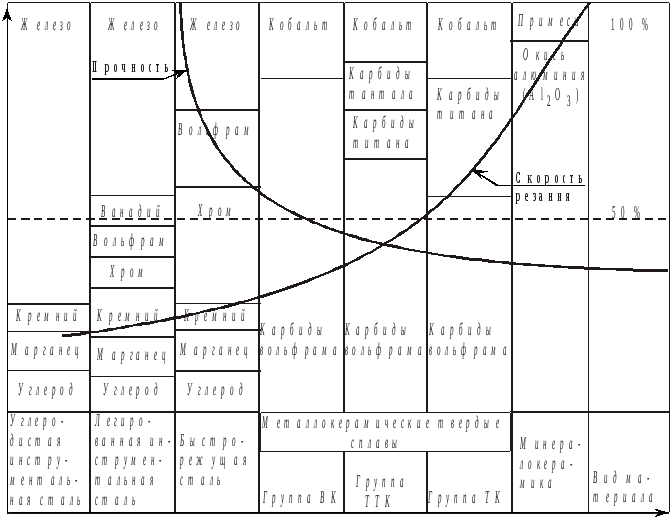 ысокие
эксплуатационные характеристики режущих
инструментов в значительной степени
зависят от качества материала, из
которого эти инструменты изготовлены.
Прогресс в области получения
инструментальных материалов всегда
характеризовался стремлением получить
более теплостойкие материалы, допускающие
увеличение скоростей резания (рис. 2.1).
ысокие
эксплуатационные характеристики режущих
инструментов в значительной степени
зависят от качества материала, из
которого эти инструменты изготовлены.
Прогресс в области получения
инструментальных материалов всегда
характеризовался стремлением получить
более теплостойкие материалы, допускающие
увеличение скоростей резания (рис. 2.1).
Рис. 2.1. Зависимость допускаемых скоростей резания и прочности для различных групп инструментальных материалов
Материалы, предназначенные для режущих инструментов, должны по ряду показателей значительно превосходить материалы, применяемые в машиностроении для изготовления различных деталей. Основные требования к инструментальным материалам следующие:
1. Инструментальный материал должен иметь высокую твердость в состоянии поставки или достигаемую в результате его термической обработки – не менее 63...66 HRCэ по Роквеллу (шкала С).
2. При резании металлов выделяется значительное количество теплоты, и режущая часть инструмента нагревается. Температура рабочих поверхностей и режущих кромок инструмента зависит от условий, при которых ведется обработка, и может достигать нескольких сотен градусов. Необходимо, чтобы при значительных температурах резания твердость поверхностей инструментов существенно не уменьшалась.
Способность материала сохранять высокую твердость при повышенных температурах и исходную твердость после охлаждения называется теплостойкостью. Инструментальный материал должен обладать высокой теплостойкостью.
3. Наряду с теплостойкостью, инструментальный материал должен иметь высокую износостойкость при повышенной температуре, т.е. обладать хорошей сопротивляемостью истиранию обрабатываемым материалом.
4. Важным требованием является достаточно высокая прочность инструментального материала. Если высокая твердость материала рабочей части инструмента сопровождается значительной хрупкостью, это приводит к поломке инструмента и выкрашиванию режущих кромок.
5. Инструментальный материал должен обладать технологическими свойствами, обеспечивающими оптимальные условия изготовления из него инструментов. Для инструментальных сталей ими являются хорошая обрабатываемость резанием и давлением; благоприятные особенности термической обработки (малая чувствительность к перегреву и обезуглероживанию, хорошие закаливаемость и прокаливаемость, минимальные деформирование и образование трещин при закалке и т.д.); хорошая шлифуемость после термической обработки.
Для твердых сплавов первые два требования менее существенны, но зато особое значение приобретают хорошая шлифуемость, а также отсутствие трещин и других дефектов, которые возникают в твердом сплаве после припайки пластин, при шлифовании и заточке инструмента.
6. К основным требованиям относится и экономичность инструментального материала. Он должен быть, по возможности, дешевым и не содержать дефицитных элементов.
2.2. Виды инструментальных материалов и области их применения
Углеродистые и легированные инструментальные стали. Номенклатура инструментальных материалов разнообразна. Ранее других материалов для изготовления режущих инструментов начали применять углеродистые инструментальные стали марок У7, У7А...У13, У13А. Помимо железа и углерода, эти стали содержат 0,2...0,4 % марганца. Инструменты из углеродистых сталей обладают достаточной твердостью при комнатной температуре, но теплостойкость их невелика, так как при сравнительно невысоких температурах (200...250 °С) их твердость резко уменьшается.
Легированные инструментальные стали по своему химическому составу отличаются от углеродистых повышенным содержанием кремния или марганца или наличием одного или нескольких легирующих элементов: хрома (увеличивает твердость, прочность, коррозионную стойкость материала, понижает его пластичность); никеля (повышает прочность, пластичность, ударную вязкость, прокаливаемость материала); вольфрама (повышает твердость и теплостойкость материала); ванадия (повышает твердость и прочность материала, способствует образованию мелкозернистой структуры); кобальта (увеличивает ударную вязкость и жаропрочность материала); молибдена (повышает упругость, прочность, теплостойкость материала). Для режущих инструментов используются низколегированные стали марок 9ХФ, 11ХФ, 13Х, В2Ф, ХВ4, ХВСГ, ХВГ, 9ХС и др. Эти стали обладают более высокими технологическими свойствами – лучшей закаливаемостью и прокаливаемостью, меньшей склонностью к короблению, но теплостойкость их практически равна теплостойкости углеродистых сталей 350...400 °С, и поэтому они используются для изготовления ручных инструментов (разверток) или инструментов, предназначенных для обработки на станках с низкими скоростями резания (мелкие сверла, развертки).
Быстрорежущие инструментальные стали. Из группы высоколегированных сталей для изготовления режущих инструментов используются быстрорежущие стали с высоким содержанием вольфрама, молибдена, кобальта, ванадия. Современные быстрорежущие стали можно разделить на три группы.
К сталям нормальной теплостойкости относятся вольфрамовые Р18, Р12, Р9 и вольфрамомолибденовые Р6М5, Р6М3, Р8М3 (табл. 2.1). Эти стали имеют твердость в закаленном состоянии 63...66 HRCэ, предел прочности при изгибе 2900...3400 МПа, ударную вязкость 2,7...4,8 Дж/м2 и теплостойкость 600...650 °С. Указанные марки сталей получили наиболее широкое распространение при изготовлении режущих инструментов. Они используются при обработке конструкционных сталей, чугунов, цветных металлов, пластмасс. Иногда применяются быстрорежущие стали, дополнительно легированные азотом (Р6АМ5, Р18А и другие), которые являются модификациями обычных быстрорежущих сталей. Легирование азотом повышает режущие свойства инструмента на 20...30 %, твердость – на 1…2 единицы HRCэ.
Стали повышенной теплостойкости характеризуются повышенным содержанием углерода – 10 Р8М3, 10Р6М5; ванадия – Р12Ф3, Р2М3Ф8, Р9Ф5; кобальта – Р18Ф2К5, Р6М5К5, Р9К5, Р9К10, Р9М4К8Ф, 10Р6М5Ф2К8 и др.
Твердость сталей в закаленном состоянии достигает 66...70 HRCэ, они имеют более высокую теплостойкость (до 620...670 °С). Это дает возможность использовать их для обработки жаропрочных и нержавеющих сталей и сплавов, а также конструкционных сталей повышенной прочности и закаленных. Период стойкости инструментов из таких сталей в 3…5 раз выше, чем из сталей Р18, Р6М5.
Таблица 2.1