

Инж.графика.., Матем..,История..,Химия.. / Инженерная графика / умк_Ярмолович_Инж графика_ч.2 к
.1.pdfками впадин, находящимися в пределах базовой длины, измеренное от произвольной линии МN, параллельной средней линии профиля.
|
h + h +...+ h |
− |
h ′ + h ′ +...+ h ′ |
|||
Rz = |
1 2 |
5 |
1 2 |
5 |
. |
|
|
5 |
|
5 |
|||
|
|
|
|
|
||
Шероховатость поверхностей деталей обозначают на чертежах неза- висимо от методов их образования (механическая обработка, литье, штам- повка и т. д.).
Для обозначения шероховатости поверхности применяются следую- щие знаки (рис. 2.61).
|
|
|
Å |
(1,5...5)h |
|
|
0 |
= |
|
h |
6 |
|
H |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
60Å |
|
|
|
а) |
б) |
в) |
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
Рис. 2.61 |
|
Высота знаков h |
приблизительно равна высоте цифр размерных чи- |
|||||||||
сел, проставленных на чертеже. Высота H = (1,5… |
5)h. Толщина линий зна- |
|||||||||
ков равна ≈0,5 толщины сплошной основной линии чертежа.
Если способ обработки поверхностей конструктором не устанавли- вается, применяют знак, приведенной на рис. 2.61, а.
Если шероховатость поверхности должна быть образована в резуль- тате удаления слоя материала (точение, шлифование и т.д.), применяют знак, приведенный на рис. 2.61, б.
Когда поверхность должна быть образована без удаления слоя мате- риала (литье, штамповка, ковка и т. п.), применяют знак, приведенный на рис. 2.61, в. Этим знаком обозначают также поверхности, необрабатывае- мые по данному чертежу, т. е. сохраняемые в «состоянии поставки».
Шероховатость поверхности зависит от инструмента, которым обра- батывается поверхность, режимов обработки и других факторов. На рис. 2.62 показано, какую примерно шероховатость можно получить в резуль-
51
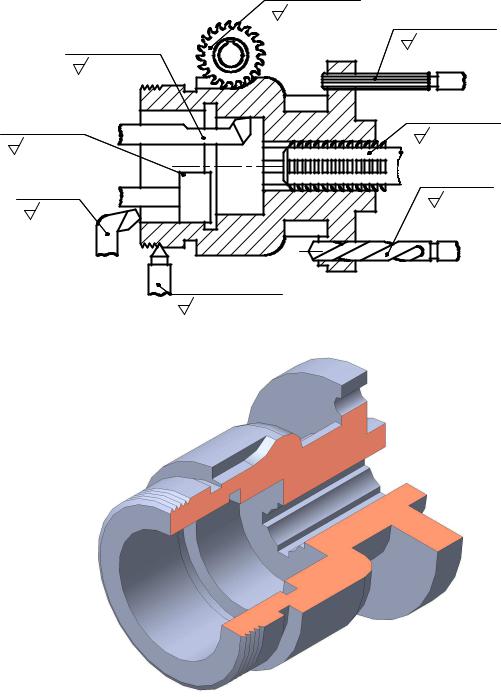
тате выполнения различных технологических операций (сверление, точе- |
||
ние, шлифование и др.). |
|
|
Фрезерование |
|
|
Ra2,5 |
Развертывание |
|
Растачивание |
Ra0,32 |
|
Rz10 |
|
|
Шлифование |
Протягивание |
|
Ra.0,16 |
||
Ra0,2 |
||
|
||
Точение |
Сверление |
|
Rz40 |
||
Rz20 |
||
|
||
Резьбонарезание |
|
|
Rz10 |
|
|
Рис. 2.62
В табл. 2.6 указаны величины и параметры шероховатости Ra и Rz в мкм в зависимости от способа получения поверхностей. Приведена также
52
характеристика внешнего вида поверхности и примеры поверхностей для различных параметров шероховатости.
|
|
|
|
Таблица 2.6 |
|
|
|
|
|
|
|
Ra, |
Rz, |
Внешний вид |
Примерный способ |
|
|
получения такой |
Примеры поверхностей |
|
|||
мкм |
мкм |
поверхности |
|
||
поверхности |
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
100 |
400 |
Черновая: |
Отливка, ковка, штампов- |
Поверхности деталей |
|
|
|
образованная |
ка, прокатка |
машин, аппаратов, не со- |
|
|
|
без удаления |
|
прикасающиеся с други- |
|
|
|
слоя мате- |
|
ми поверхностями. По- |
|
|
|
риала |
|
верхности затворов арма- |
|
|
|
|
|
туры, каналов, несущих |
|
|
|
|
|
жидкости; кованых и |
|
|
|
|
|
штампованных деталей |
|
50 |
200 |
Грубая: об- |
Обдирочное точение, |
Отверстия из-под сверла |
|
25 |
100 |
дирочная со |
строгание, фрезерование. |
на проход и под нарезку. |
|
12,5 |
50 |
следами об- |
Обработка драчевым на- |
Соприкасающиеся по- |
|
|
|
работки |
пильником. Сверление, |
верхности (привалочные) |
|
|
|
|
прокат, горячая штам- |
|
|
|
|
|
повка и т. п. |
|
|
6,3 |
25,0 |
Получистая: |
Чистовое точение, стро- |
Наружные поверхности |
|
3,2 |
12,5 |
с малозамет- |
гание, растачивание, фре- |
шкивов; расточки из-под |
|
1,6 |
6,3 |
ными следа- |
зерование, сверление, |
резца шкивов, втулок |
|
|
|
ми обработки |
прокат, литье. |
подшипников качения и |
|
|
|
|
|
скольжения |
|
0,8 |
3,2 |
Чистая: без |
Отделочное (тонкое и ал- |
Поверхности цилиндров |
|
0,4 |
1,60 |
видимых гла- |
мазное) точение и раста- |
машин двигателей, опор- |
|
0,2 |
0,80 |
зом следов |
чивание. Чистовое и тон- |
ные поверхности клапа- |
|
|
|
обработки |
кое развертывание. Шли- |
нов и их седел, шейки и |
|
|
|
|
фование чистовое. Поли- |
цапфы под подшипники |
|
|
|
|
рование |
качения |
|
0,100 |
0,40 |
Весьма чис- |
Тонкое шлифование и |
Вращающиеся и сколь- |
|
0,025 |
0,20 |
тая: высшая |
полирование. Притирка |
зящие поверхности ма- |
|
0,012 |
0,100 |
степень чис- |
тонкая и т. п. |
шин-двигателей, рабочие |
|
|
0,050 |
тоты обра- |
|
поверхности калибров |
|
|
0,025 |
ботки |
|
|
|
Знаки шероховатости поверхности должны касаться линий видимого контура, выносных, штрихпунктирных линий или полок линий-выносок. При недостатке места допускается обозначение шероховатости распола- гать на выносных и размерных линиях или на их продолжении.
Шероховатость поверхностей деталей задается с учетом их назначе- ния и условий работы.
53
Для пары деталей, соприкасающихся между собой и перемещаю- щихся одна относительно другой, шероховатость их поверхностей должна соответствовать примерно Ra 3,2…0,4 или Rz 12,5…1,6.
Если детали соприкасаются между собой и не перемещаются одна относительно другой, шероховатость их поверхности должна соответство- вать примерно Ra 25…6,3 или Rz 100…25.
Поверхности деталей, не соприкасающихся между собой, имеют бо- лее низкую шероховатость Ra 50…25 или Rz 200…100.
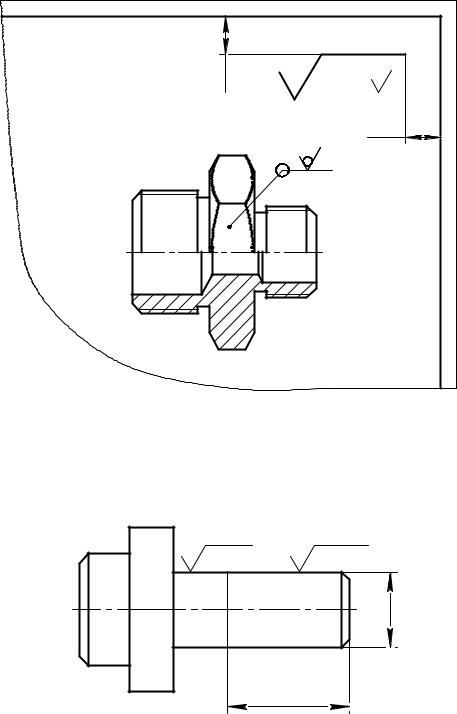
При указании одинаковой шероховатости для всех поверхностей из- делия обозначение шероховатости помещают в правом верхнем углу чер- тежа и на изображениях не наносят (рис. 2.63). Размеры и толщина линий знака шероховатости, вынесенного в правый верхний угол чертежа, долж- ны быть приблизительно в 1,5 раза больше знаков, нанесенных на изобра- жении.
5...10 |
Rz 25 |
5...10 |
Рис. 2.63 |
Обозначение шероховатости в правом верхнем углу чертежа должно располагаться на расстоянии 5…10 мм от линий рамки.
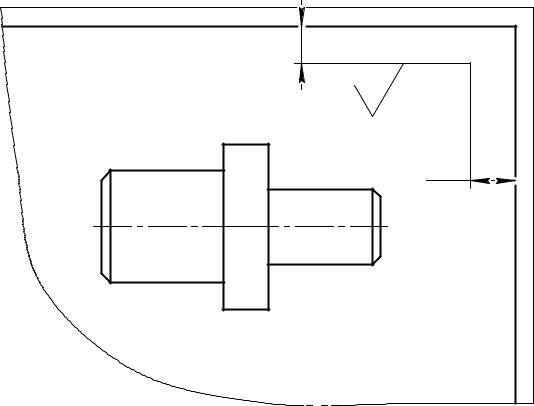
При разной шероховатости поверхностей изделия в верхнем правом углу чертежа помещают обозначение преобладающей шероховатости, на-
54
пример, |
Rz 50 и условный знак |
( |
) |
в скобках, который обозначает, что |
все остальные поверхности изделия, кроме обозначенных на изображении, |
||||
должны иметь шероховатость, указанную перед скобкой (рис. 2.64, 2.65). |
||||
|
|
5...10 |
|
|
|
|
|
|
Rz 50 |
|
|
Rà 20 |
5...10 |
|
|
|
|
|
|
|
|
Рис. 2.64 |
||
|
|
5...10 |
|
|
 Rz 50
Rz 50 


Rà 12,5 |
5...10 |
|
Рис. 2.65
55
|
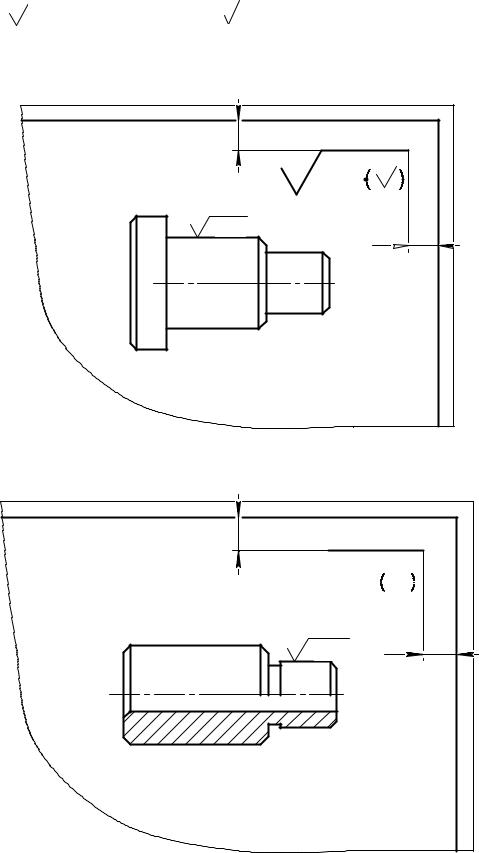
Если большая часть поверхностей изделия не обрабатывается по |
||
данному чертежу, то в правом верхнем углу чертежа перед знаком в скоб- |
|||
ках ( |
) помещается знак ( |
) (рис. 2.66, 2.67). |
|
|
|
5...10 |
) |
|
|
( |
|
|
|
|
5...10 |
|
Rz 20 |
|
|
|
|
Rà 2,5 |
|
|
|
Рис. 2.66 |
|
|
|
5...10 |
) |
|
|
( |
|
|
|
|
5...10 |
|
Rz 80 |
|
|
 Rz 40
Rz 40 
2îòâ.Ç12
58 |
Rz 80 |
|
Рис. 2.67
56
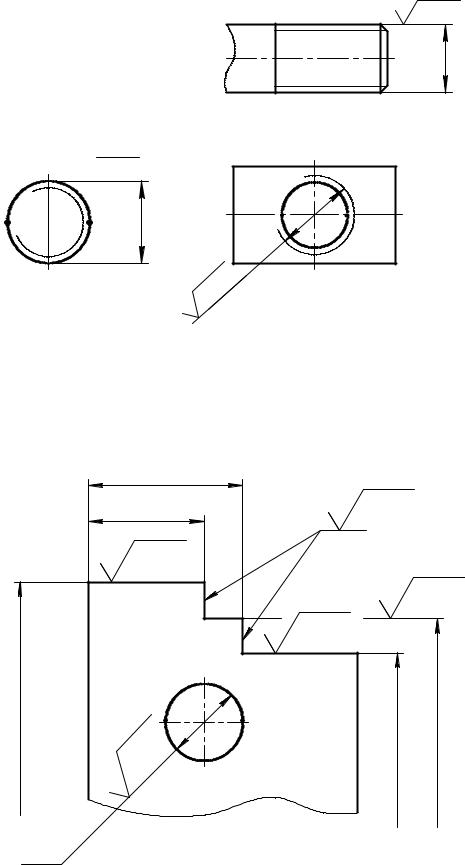
Если какая-то часть поверхности изделия (шестигранник) не обраба- |
|
тывается по чертежу, то обозначение ее шероховатости наносят на самом |
|
чертеже (рис. 2.68). |
|
5...10 |
) |
Rz 50( |
|
|
5...10 |
Рис. 2.68 |
|
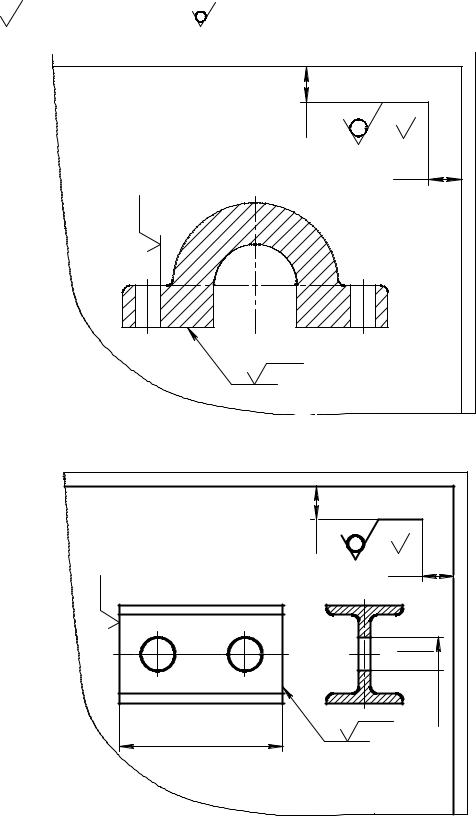
Если участки одной и той же поверхности имеют различную шеро- |
|
ховатость, то они разграничиваются сплошной тонкой линией (рис. 2.69). |
|
Rz 20 |
Rà 0,32 |
|
Ç20 |
|
32 |
Рис. 2.69 |
|
Примеры обозначения шероховатости поверхности на резьбе приве- дены на рис. 2.70.
57
Rz 20 |
M20 |
 Rz 25
Rz 25
M24•1
0 z2 R
Рис. 2.70
При недостатке места на чертеже допускается располагать обозначе- ния шероховатости поверхности на размерных и выносных линиях. Можно также разрывать выносную линию (рис. 2.71).
54 |
|
40 |
Rz80 |
|
|
Rz 20 |
|
|
Rz 40 |
|
Rz 25 |
100
|
|
0 |
70 |
85 |
|
|
|
|
|
|
8 |
|
|
|
z |
|
|
|
|
R |
|
|
|
|
Ç28
Рис. 2.71
58
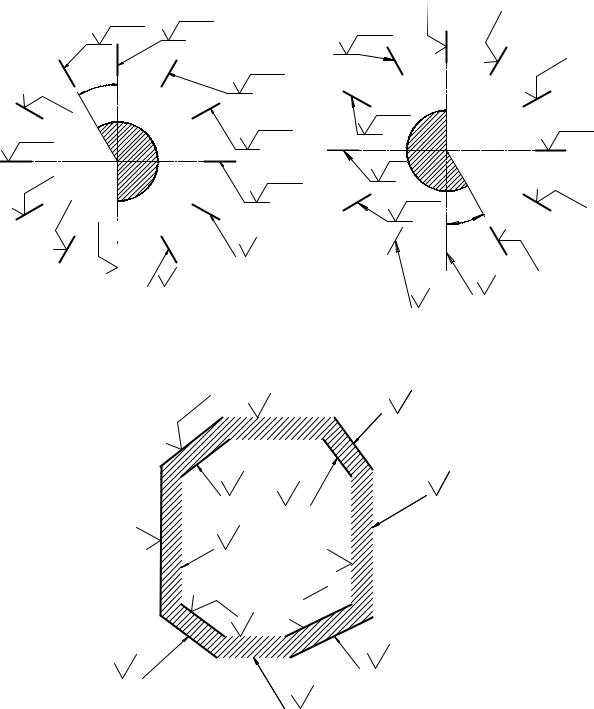
Нанесение знака шероховатости на поверхности с различным на- клоном относительно основной надписи чертежа показано на рис. 2.72, 2.73, 2.74.
30Å
|
Å |
0 |
|
3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Рис. 2.72 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Рис. 2.73 |
|
||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Рис. 2.74
59
2.9.Материалы, применение в машиностроении
иих обозначение на чертежах
2.9.1.Конструкционные стали и чугуны
В машиностроении и других отраслях промышленности применяет- ся большое количество различных материалов: сталь, чугун, цветные ме- таллы, пластмассы и др., из которых изготавливают различные детали.
Материал для изготовления детали выбирается по данным расчета на прочность. Необходимо также учитывать технологические свойства: обра- батываемость резанием, свариваемость, литейные свойства, способность к ковке, штамповке, гибке, паянию и т. д.
Условные обозначения основных элементов, входящих в состав ме- таллов и сплавов, приведены в табл. 2.7.
|
|
|
|
|
|
|
|
|
|
Таблица 2.7 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Обозначение таблицахв |
химического |
состава |
Принятое обо- |
|
Обозначение таблицахв |
химического |
состава |
Принятое обо- |
||
|
значение в |
|
значение в |
||||||||
|
|
|
|
|
|
|
|
||||
Элемент |
|
|
|
марках метал- |
Элемент |
|
|
|
марках метал- |
||
|
|
|
лов и сплавов |
|
|
|
лов и сплавов |
||||
|
|
|
|
|
|
|
|
||||
|
|
|
|
чер- |
цвет- |
|
|
|
|
чер- |
цвет- |
|
|
|
|
ных |
ных |
|
|
|
|
ных |
ных |
Алюминий |
Al |
|
|
Ю |
А |
Никель |
Ni |
|
|
Н |
Н |
Азот |
N |
|
|
А |
- |
Олово |
Sn |
|
|
- |
О |
Бор |
B |
|
|
Р |
- |
Свинец |
Pb |
|
|
- |
С |
Ванадий |
V |
|
|
Ф |
- |
Селен |
Se |
|
|
Е |
- |
Вольфрам |
W |
|
|
В |
- |
Сера |
S |
|
|
- |
- |
Железо |
Fe |
|
|
- |
Ж |
Серебро |
Ar |
|
|
- |
Ср |
Кадмий |
Cd |
|
|
- |
- |
Сурьма |
Sc |
|
|
- |
С |
Кремний |
Si |
|
|
С |
К |
Титан |
Ti |
|
|
Т |
Т |
Магний |
Mg |
|
|
- |
Мг |
Углерод |
C |
|
|
У |
- |
Марганец |
Mn |
|
|
Г |
Мц |
Фосфор |
P |
|
|
П |
Ф |
Медь |
Cu |
|
|
Д |
М |
Хром |
Cr |
|
|
Х |
- |
Молибден |
M |
|
|
М |
- |
Цинк |
Zn |
|
|
- |
Ц |
|
|
|
|
|
|
|
|
|
|
|
|
Сталью называется сплав железа с углеродом (содержание углерода от 0,02 до 2,14 %). Сплав с меньшим содержанием углерода называется техническим железом.
В зависимости от того, для каких целей применяются стали, их мож- но объединить в следующие группы:
а) конструкционные стали, идущие на изготовление деталей машин. В зависимости от условий работы конструкционные стали подвергаются цементации или улучшению. По ГОСТу делятся на две группы: сталь
60