

Инж.графика.., Матем..,История..,Химия.. / Инженерная графика / умк_Ярмолович_Инж графика_ч.2 к
.1.pdfЕсли одинаковые элементы изделия расположены на разных поверх- ностях и показаны на разных изображениях, то количество этих элементов записывают отдельно для каждой поверхности (рис. 2.39).
3отв Ç6.
4отв.Ç6
|
|
|
Рис. 2.39 |
|
|
|
Допускается не наносить на чертеже раз- |
|
|
|
меры радиуса дуги окружности сопрягающихся |
|
|
|
параллельных прямых (вид сверху шпоночного |
|
Рис. 2.40 |
паза) (рис. 2.40). |
|
|
Размерные числа линейных размеров при |
||
|
|
|
|
наклонах размерных линий, находящихся в зоне штриховки (рис. 2.41, а), |
|||
наносят, |
как показано на рис. 2.41, б. |
||
|
|
|
Å |
|
|
|
25 |
|
|
Å |
|
|
0 |
|
|
|
3 |
|
|
|
|
|
2•45Å |
|
|
|
15 |
|
|
|
18 |
|
|
а) |
б) |
|
|
|
Рис. 2.41 |
|
|
|
31 |
2.6. Размерные базы в машиностроении и нанесение размеров
Величина изображенной на чертеже детали и ее элементов определя- ется размерами, нанесенными на чертеже. Все размеры должны наноситься
встрогом соответствии с ГОСТ 2.307-68. Размеры одного и того же эле- мента должны наноситься один раз, при этом ставить их необходимо на том виде, где они будут наиболее понятны.
Следует также учитывать положение детали в механизме, взаимное положение их поверхностей. Поверхности, по которым деталь соприкаса- ется с другими деталями в изделии, называются рабочими. Они обычно подвергаются механической обработке и должны иметь одинаковый номи- нальный (расчетный) размер. Следует учитывать, что чем точнее выполнен размер детали, тем дороже стоит ее изготовление.
Поверхности, которые не касаются поверхностей других деталей, называются нерабочими (свободными) и не всегда обрабатываются.
Основой для простановки размеров являются условия работы детали
визделии (механизме) и технологический процесс ее изготовления.
Необходимым условием для создания работоспособного изделия являет- |
|||
ся правильный выбор размерных баз, которые согласно ГОСТ 21495-76 подраз- |
|||
деляются на конструкторские, технологические и измерительные. |
|||
Базой называется конструктивный элемент детали, от которого ве- |
|||
дется отсчет размеров детали. Это может быть поверхность или линия |
|||
(осевая, центровая). |
|
|
|
Совокупность поверхностей, линий или точек, определяющих поло- |
|||
жение детали в механизме, называют конструкторской базой детали. Для |
|||
правильной работы механизма необходимо обеспечить определенное вза- |
|||
А |
имное расположение деталей. |
||
|
Совокупность поверхностей, ли- |
||
|
|
||
|
ний или точек детали, по отношению к |
||
|
которым определяется положение рас- |
||
А |
сматриваемой поверхности в процессе |
||
ее механической обработки, называют |
|||
|
|||
|
технологической базой детали. Нане- |
||
|
сение размеров в данном случае согла- |
||
|
суется с последовательностью обра- |
||
Рис. 2.42 |
ботки детали. |
||
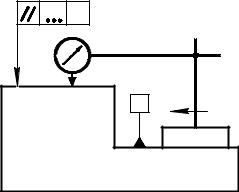
Измерительная база определяет |
|||
|
|||
относительное положение заготовки или |
изделия и средств измерения |
||
(рис.2. 42). |
|
|
|
32
Технологические базы определяют положение заготовки или изделия при их изготовлении.
В зависимости от выбора размерных баз применяются три способа простановки размеров: цепной, координатный и комбинированный.
При цепном способе размеры отдельных элементов детали простав- ляют последовательно, как звенья одной цепи, т.е. от нескольких размер- ных баз (рис. 2.43, а). Данный метод применяется тогда, когда необходимо точно выдержать размеры отдельных ступеней (элементов) детали и когда наименее точными могут быть суммарные размеры звеньев цепочки. На точность выполнения размера 22 мм не влияют ошибки предыдущих раз- меров (30 мм и 26 мм).
Áàçà
30 |
26 |
22 |
|
а) |
Áàçà À |
Áàçà Á |
30 |
56 |
78 |
б) |
30 |
22 |
|
78 |
|
в) |
|
Рис. 2.43 |
30 |
26* |
22 |
|
78 |
|
|
г) |
|
Недостатком метода является то, что для получения суммарного раз- мера (30 мм + 26 мм = 56 мм) с повышенной точностью необходимо каж- дый размер (30 мм и 26 мм) выполнять с большой точностью, т.к. макси- мально возможная ошибка двух последовательных размеров равна сумме погрешностей каждой из них. Изготовление детали в данном случае ока- жется более дорогим, чем при способе нанесения размеров от базы.
33
Способ нанесения размеров от базы (координатный способ) приме- няется в тех случаях, когда необходимо обеспечить высокую точность рас- стояний ряда поверхностей от какой-либо одной базы (рис. 2.43, б).
В зависимости от конструкторских особенностей и технологических условий изготовления детали может быть принято несколько баз
(рис. 2.43, в).
В отдельных случаях для большего удобства пользования чертежом указывают размер, замыкающий размерную цепь, который по данному чертежу не выполняется. Такие размеры называются справочными, и возле цифры такого размера ставится знак «*», а в технических требованиях за- писывают: «*Размер для справок» (рис. 2.43, г).
На рис. 2.44 изображен вал, у которого две базы (Б и В). От базы Б
проставлены размеры 45 мм, 83 мм, 100 мм |
и 130 мм, а от базы В – раз- |
||||||
меры 8 мм, 35 мм, 50 мм. |
|
|
|
|
|||
|
|
|
|
|
|
||
|
А |
А |
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
240
База В |
8 |
20 |
|
|
Ç40 |
Ç55 |
Ç70 |
Ç60 |
Ç47 |
M52•2 |
3•45Å |
|
4 |
48Ç |
|
5Å |
|
|
3фаски |
А |
А-А |
|
|
|
5 |
83 |
35 |
100 |
10 |
|
50 |
130 |
30 8
Ç40
А |
База Б |
45 |
5
Рис. 2.44
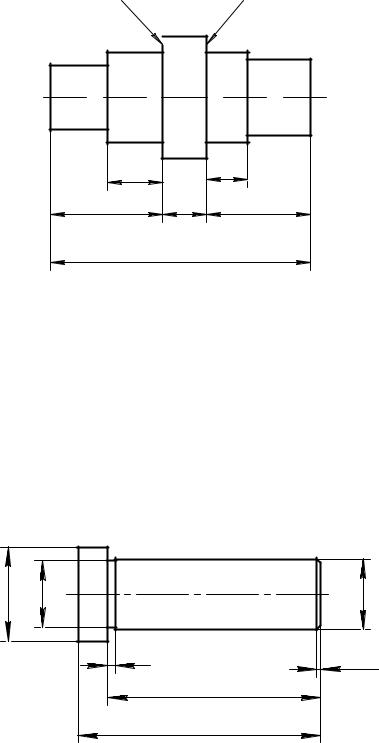
Комбинированный метод представляет собой сочетание цепного и координатного методов. Этот метод наиболее распространен. Его приме- няют при нанесении размеров с учетом конструкторских и технологиче- ских баз, когда основные размеры ставят от конструкторских баз, а сво- бодные – от технологических (рис. 2.45).
34
|
|
|
|
|
254 |
|
|
|
|
2,5•45Å |
5 |
|
|
|
|
|
|
|
5 |
2фаски |
|
|
|
|
|
|
|
|
|
M39•2 |
|
Ç36 |
Ç44 |
Ç52 |
Ç60 |
Ç52 |
Ç44 |
Ç36 |
M39•2 |
45 38
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
100 |
70 |
|
|
38 |
30 |
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Рис. 2.45
Для исправной работы механизма (сборочной единицы) необходимо обеспечить определенное взаимное расположение его деталей с учетом правильного выбора конструкторской базы и нанесения размеров.
Чтобы правильно нанести размеры на чертеже, требуется иметь пол- ные знания конструктивных особенностей детали и механизма, для кото- рого она предназначена, а также знать технологический процесс изготов- ления этой детали, что для студентов первых курсов может оказаться за- труднительным, особенно при выборе баз. В таких случаях следует больше обращаться к примерам, приведенным на рис. 2.43, 2.44, 2.45 в данном УМК, а также к учебной и справочной литературе.
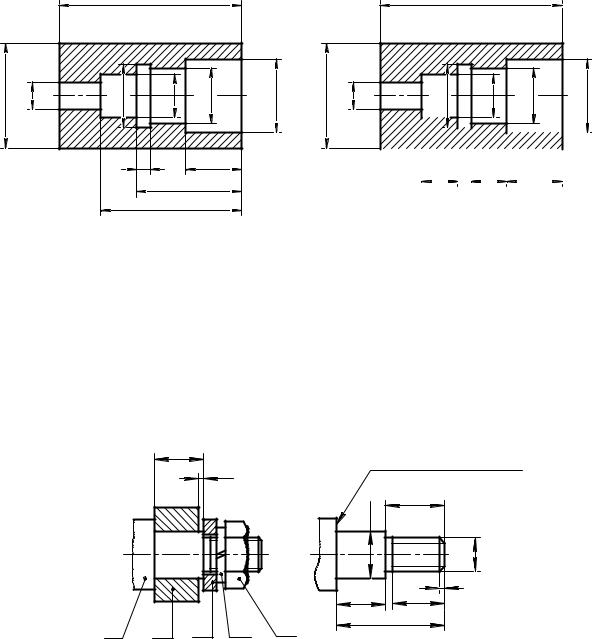
На рис. 2.46 показан пример нанесения размеров внутренних цилин- дрических поверхностей с учетом последовательности их обработки. Раз- меры нанесены от правого торца детали. Данный торец является одновре- менно конструкторской и технологической базой. Первым сверлят сквоз- ное отверстие наименьшего диаметра Ç10 мм. Далее выполняют расточ- ку Ç16 на глубину 53 мм. Затем выполняют расточку Ç21 мм на глубину 39 мм, затем – Ç28 мм на глубину 21 мм. Внутреннюю проточку шириной 5 мм выполняют расточным резцом с режущей кромкой, параллельной оси детали на расстоянии 39 мм от торца детали.
На рис. 2.46, б показан пример неправильного нанесения размеров. Нанесение размеров на чертежах деталей с учетом конструкторских
и технологических баз является сложной задачей. Это связано с тем, что конструкторские базы выявляются из условий взаимного расположения и взаимодействия деталей в изделии (механизме), а технологические выби- раются на основе имеющегося на предприятии оборудования и оптималь- ной технологии изготовления.
35
|
|
|
68 |
|
|
|
|
Ç40 |
Ç10 |
Ç24 |
Ç16 |
Ç21 |
Ç28 |
Ç40 |
Ç10 |
|
|
|
5 |
|
21 |
|
|
|
|
|
39 |
|
|
|
|
|
|
|
53 |
|
|
|
|
|
|
|
Правильно |
|
|
|
|
|
|
|
а) |
|
|
|
|
|
|
|
|
|
Рис. 2.46 |
|
|
68
Ç24 |
Ç16 |
Ç21 |
Ç28 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
13 |
|
|
|
|
5 |
13 |
|
|
21 |
|
|
|
|
|
|
|||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Неправильно
б)
Рассмотрим это на простом примере. На рис. 2.47, а изображена сбо- рочная единица, состоящая из оси (1), ролика (2), который должен свобод- но вращаться на оси и иметь ограниченное осевое перемещение, упорного кольца (3), пружинной шайбы (4) и гайки (5).
|
|
А |
Б |
Конструкторская база |
|
|
|
||
|
|
|
|
|
|
|
|
|
* |
|
|
|
|
Ç |
|
|
|
|
М |
|
|
|
|
А |
1 |
2 |
3 |
4 |
5 |
|
|
|
* Размер для справок |
|
|
|
а) |
|
б) |
|
|
|
|
Рис. 2.47 |
Основным размером, обеспечивающим зазор (Б) между роликом и кольцом, является размер А, который обеспечивает свободное вращение ролика на оси. Этот размер должен быть нанесен от конструкторской ба- зы, что показано на рис. 2.47, б.
На рис. 2.48 приведен пример нанесения размеров при двух конст- рукторских базах. Размеры, проставленные от конструкторских баз, долж- ны быть выполнены наиболее точно.
36
Конструкторская база А |
|
|
|
|
|
|
Конструкторская база Б |
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
* |
* Размер для справок |
Рис. 2.48
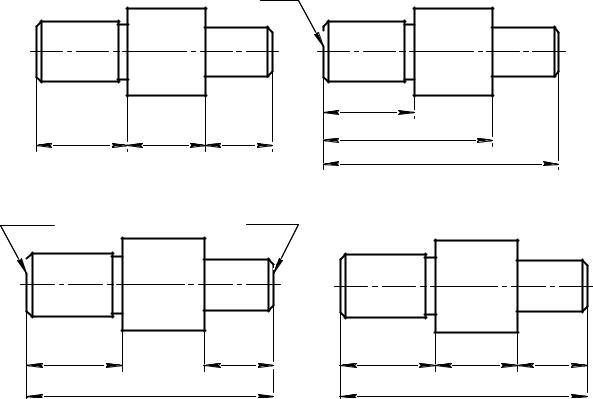
Простановка размеров от конструкторских баз в ряде случаев значи- тельно усложняет изготовление деталей. На производстве нанесение раз- меров часто выполняют не от конструкторских, а от технологических баз, т.е. с учетом рациональной технологии обработки детали. Нанесение раз- меров при этом согласуется с последовательностью обработки детали. Рас- смотрим это на примере изготовления детали, показанной на рис. 2.49.
Ç48 |
Ç34 |
Ç36 |
|
4 |
2•45Å |
|
|
105 |
|
|
120 |
|
|
Рис. 2.49 |
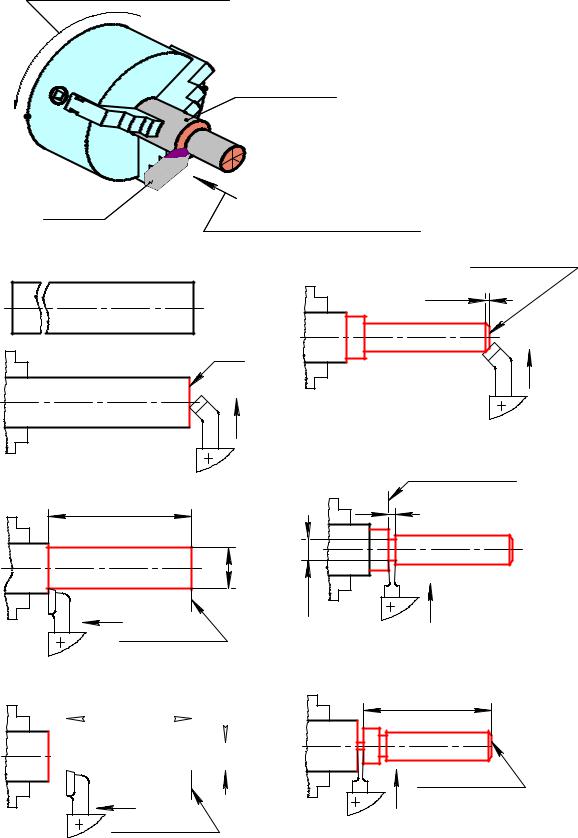
Заготовка детали закрепляется в трехкулачковом патроне и обраба- тывается на токарном станке (рис. 2.50).
Последовательность обработки по операциям показана на рис. 2.51. Режущий инструмент (резец) изображен в конечном положении обработки.
37
а)
б)
в)
г)
Направление вращения
Заготовка
Рис. 2.50
Резец |
|
Перемещение резца |
|
Перемещение |
|
|
|
|
|
|
|
Заготовка -круг Ç50 мм |
|
Снять фаску 2х45Å |
Технологическая |
|
|
2•45Å |
база |
|
|
|
|
Подрезать торец А |
À |
д) |
|
|
S |
||
|
|
|
|
|
|
S |
|
|
|
Проточить канавку шириной 4мм до Ç34мм. |
|
Проточить Ç48мм на длину 125мм. |
|
Технологическая |
|
|
база |
|
|
125 |
|
4 |
|
Ç48 |
е) |
|
Ç34 |
||
S |
||
S |
||
Технологическая |
|
|
база |
Отрезать деталь, выдержав размер 120 мм. |
|
Проточить Ç36 мм на длину 105 мм. |
||
|
|
|
105 |
|
|
|
|
|
6 |
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Ç3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
S
Технологическая база
120 |
ж) |
Технологическая
S база
S - направление подачи |
Рис. 2.51 |
|
38
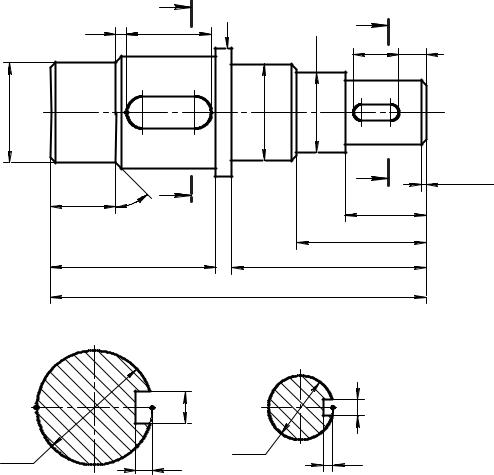
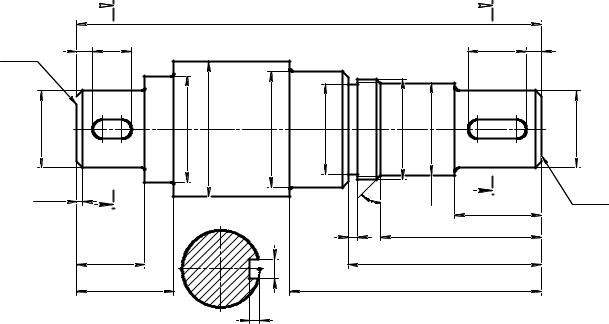
Рассмотрим |
пример изготовления детали (рис. 2.52) за две установ- |
|||||
ки и при закреплении заготовки |
в центрах токарного станка. Данная тех- |
|||||
нология обработки отличается от предыдущей. Следовательно, и нанесе- |
||||||
ние размеров на чертеже будет другим. |
|
|
||||
|
|
|
Б |
Ç40 |
А |
|
|
4 |
|
26 |
|
||
|
|
|
|
|||
|
|
|
|
|
||
|
|
|
|
5 |
14 |
8,5 |
|
|
|
|
Ç2 |
|
|
Ç32 |
|
|
|
Ç30 |
|
|
|
|
|
|
|
|
|
|
|
Å |
|
|
А 25 |
1,6•45Å |
|
|
|
|
|
||
20 |
|
5 |
|
|
3 фаски |
|
|
4 |
Б |
|
|||
|
|
|
|
40 |
|
|
|
|
|
|
|
|
|
|
|
50 |
|
|
60 |
|
|
|
|
|
115 |
|
|
Б-Б |
|
|
А-А |
|
|
|
|
|
|
|
|
|
|
|
|
|
10 |
|
5 |
|
Ç35 |
|
|
5 |
Ç20 |
3 |
|
|
|
|
|
|||
|
|
|
|
|
|
|
Рис. 2.52
На рис. 2.53 показана последовательность обработки по операциям: а) установить заготовку Ç40 мм в центрах и проточить ее до Ç35 мм
на длину 50 мм; б) проточить до Ç32 мм на длину 20 мм;
в) снять фаску 1,6× 45° и выполнить скос под углом 45°; г) переустановить заготовку другой стороной (повернуть на 180°) и
проточить до Ç30 мм на длину 60 мм; д) проточить до Ç25 мм на длину 40 мм;
е) проточить до Ç20 мм на длину 25 мм; ж) снять 2 фаски (1,6× 45°);
з) высвободить деталь из центров токарного станка и выполнить шпоночные пазы.
39
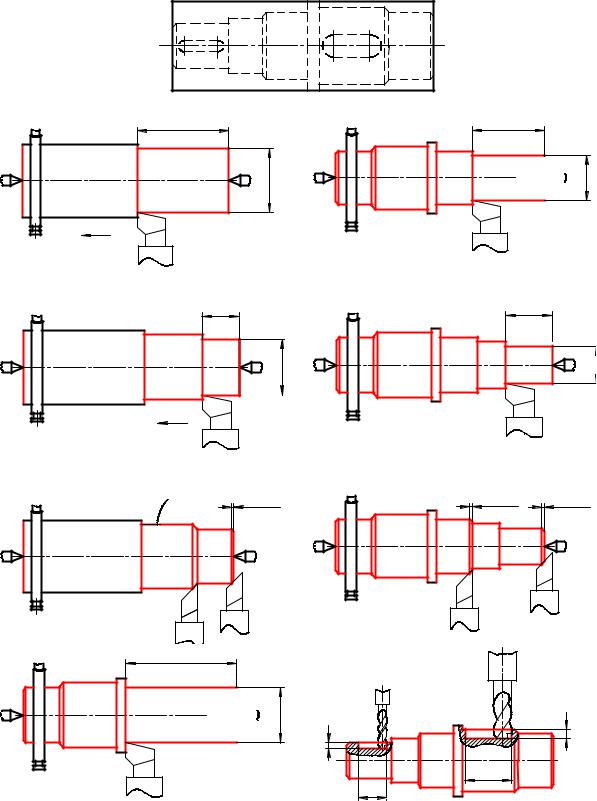
Окончательная простановка размеров данной детали показана на рис. 2.52. Нанесенные размеры согласуются с последовательностью обработки детали.
Заготовка – |
круг Ç40 мм |
а) |
д) |
50 |
|
Ç35 |
40




 Ç25
Ç25
Направление подачи
б) |
е) |
20 |
25 |
Ç32 |
Ç20 |
Направление подачи
в)
45Å


60
г)
ж)
1,6•45Å
з)
3 




 Ç30
Ç30
14
Рис. 2.53
1,6•45Å 1,6•45Å
5 |
26 |
40