

Инж.графика.., Матем..,История..,Химия.. / Инженерная графика / умк_Ярмолович_Инж графика_ч.2 к
.1.pdf
|
|
|
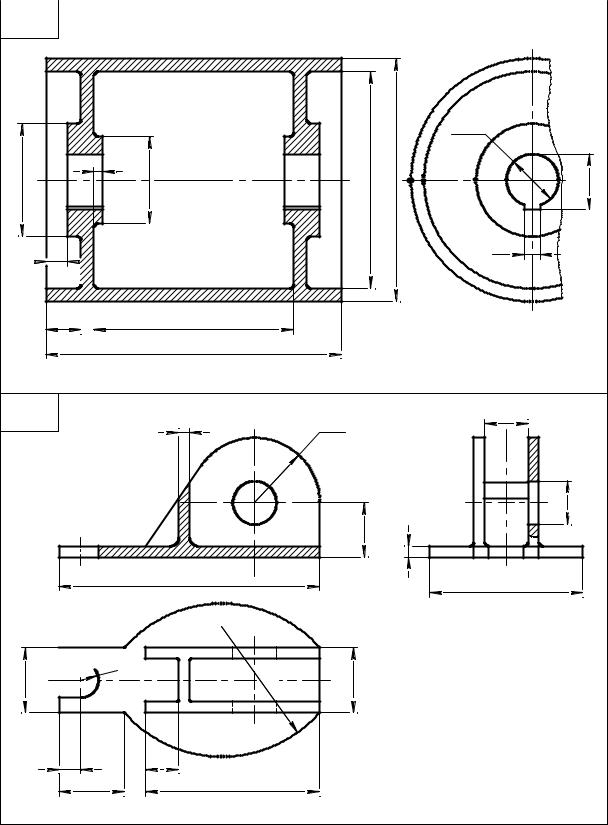
Продолжение таблицы 3.31 |
27 |
|
|
|
|
|
|
42 |
65 |
|
|
2отв.Ç12 |
|
|
|
|
|
|
|
12 |
|
3365 |
|
Ç20 |
|
|
|
Ç105 |
|
10 |
|
|
65 |
|
|
|
|
|
10 |
|
|
85 |
|
Неуказанные литейные радиусы 1...2 мм |
28 |
|
|
|
|
140 |
|
|
35 |
92 |
|
40 |
|
|
|
Ç160 |
|
|
|
Ç |
|
|
|
40 |
100 |
Ç60 |
Ç80 |
43,3 |
15 |
|
|
12 |
|
|
|
|
|
72 |
|
|
|
Неуказанные литейные радиусы 1...2 мм |
||
|
|
171 |
|
29
|
7 |
125 |
Ç100 |
Ç |
|
22
|
|
|
|
|
|
|
|
|
220 |
||
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
||||
|
|
|
35 |
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
320
30 |
5 |
|
120
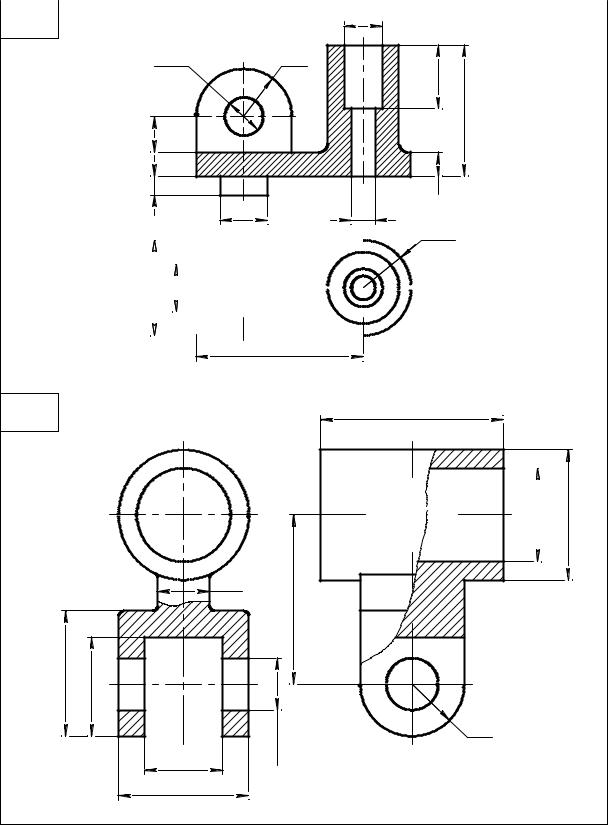
Продолжение таблицы 3.31
|
|
Ç60 |
|
|
2отв. |
250 |
Ç280 |
64,4 |
Ç |
|
|
18
Неуказанные литейные радиусы 3...5 мм
R30 |
20 |
|
Ç20 |
2отв. |
25
5
70
30










 R8
R8
10 |
16 |
30 |
80 |
R 6 0
30
Неуказанные литейные радиусы 1...2 мм
172
Продолжение таблицы 3.31
31 |
Ç18 |
|
Ç18 |
R22 |
2отв. |
30 |
|
60 |
16 |
|
8 |
12 |
22 |
Ç12 |
R22,5
45 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
22 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
80
Неуказанные литейные радиусы 1...2 мм
32 |
85 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Ç45 |
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
62 |
|
|
||||||
|
|
|
|
|
|
|
|
|
|
||||||||
|
|
|
|
|
|
|
|
|
|
||||||||
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Ç |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
25
80
60
46
25 |
R25 |
2отв.Ç |
|
35 |
|
60 |
Неуказанные литейные радиусы 1...2 мм |
|
173
3.2.2. Соединение пайкой и склеиванием
Пайку применяют для соединения деталей, несущих незначительную нагрузку, получения герметичности, образования защитных покрытий и др. Наиболее широкое применение пайка находит в приборостроении, ра- диотехнике. Для пайки применяют специальный материал – припой, кото- рый нагревают до расплавления и заполнения им зазора в соединении.
При выполнении пайки детали подвергаются сравнительно незначи- тельному нагреву. Пайкой можно соединить детали не только из однород- ных металлов, но и разнородных. Например: латуни со сталью, латуни и меди, меди со сталью и др. Источником нагрева может быть как простей- ший электропаяльник, так и лазерный луч. Припои подразделяются по температуре расплавления от особо легкоплавких (до 145 ° С) до тугоплав- ких (свыше 1850 ° С).
В зависимости от содержания в припое основного компонента при- пои подразделяются на оловянные (ПО), оловянно-свинцовые (ПОС), мед- ноцинковые (ПМЦ), серебряные (ПСр) и др.
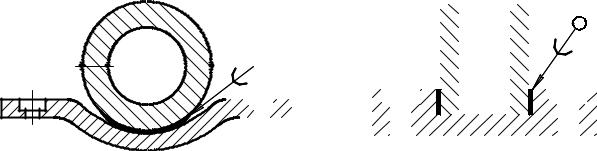
Паяные швы на видах и разрезах изображают согласно ГОСТ 2.313-82 сплошной линией толщиной 2S, т.е. в два раза толще сплошной основной линии. От этой линии (изображение шва) проводят тонкую ли- нию (S/2… S/3), которая начинается двусторонней стрелкой и на которой ставят знак пайки C (похожий на букву С) толщиной S (рис. 3.66,а). Шов, выполненный по периметру (рис. 3.66, б), обозначается знаком окружности ( ) диаметром Ç = 3-5 мм, выполненным тонкой линией и расположенной на конце линии выноски.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
а) |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
б) |
|
|
|
|
|
|
|
||||||||||
Рис. 3.66
Марку припоя записывают в технических требованиях:
ПОС 40 ГОСТ 21931-76,
где число 40 указывает на содержание олова в процентах, остальное – свинец.
174

ПСр 70 ГОСТ 19733-74,
где 70 % серебра, 26 % меди, 4 % цинка.
Оловянно-свинцовые припои ПОС4-6 ПОС18, ПОС30 применяются для пайки как стальных и латунных изделий, так и для медных изделий, ПОС 90 – только для латунных и медных изделий. Медноцинковые при- пои ПМЦ 36, ПМЦ 48, ПМЦ 54 применяют для более прочного соедине- ния латунных, медных и стальных деталей.
Широкое применение в машиностроении, особенно в авиастроении, находят соединения, полученные склеиванием деталей из разнородных материалов (пластмассовых, деревянных, металлических и др.).
Клеевые швы изображают так же, как и паяные, но на выносной ли- нии со стрелкой наносят знак K, похожий на букву К (рис. 3.67).
а) |
б) |
|
Рис. 3.67 |
Применяют следующие марки клея: БФ-2, БФ-4, БФ-10Т, ПЭФ-2/10, № 88, ПУ-2, ПК-5 и др., которые записывают в технических условиях по типу:
Клей БФ-10Т ГОСТ 22345-77 Клей БФ-2 ГОСТ 12172-74 Клей ПЭФ 2/10 ВТУ П-38-56
3.2.3. Заклепочные соединения
Соединения заклепками находит широкое применение в металло- конструкциях, судостроении, котлостроении, самолетостроении и других областях техники.
Такие соединения являются незаменимыми при соединении изделий из металлов, плохо поддающихся сварке, или при соединении металличе- ских изделий с неметаллическими.
175
ГОСТ 2.313-82 устанавливает условные изображения и обозначения соединений, получаемых клепкой.
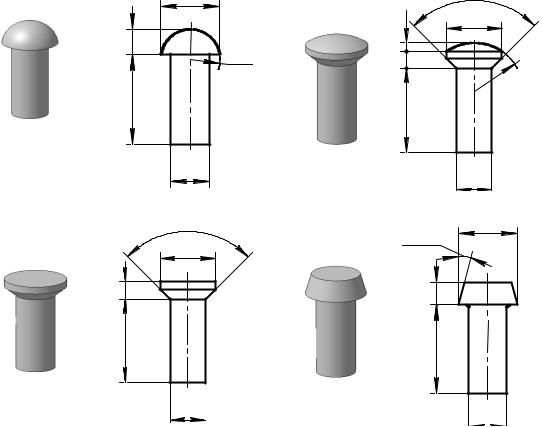
Заклепкой называется цилиндрический стержень, имеющий с одного конца головку и предназначенный для неразъемного соединения изделий.
Чтобы без лишних осложнений получать головки заклепок, их изго- тавливают из пластичных материалов (стали марок ст.2, ст.3, латуни Л63, меди М3 и др.). Материал заклепок и соединяемых изделий должен быть однородным.
Форма головки заклепки бывает полукруглой (рис. 3.68, а) по ГОСТ 10299-80, потайной (рис. 3.68, б) по ГОСТ 10300-80, полупотай- ной (рис. 3.68, в) по ГОСТ 10301-80 и плоской (рис. 3.68, г) по ГОСТ10303-70.
а) |
|
D |
в) |
|
|
||
|
H |
|
R |
|
|
|
|
|
L |
|
|
|
|
d |
|
б) |
|
90Å |
г) |
|
D |
||
|
|
|
|
|
H |
|
|
|
L |
|
|
|
|
d |
|
|
|
|
Рис. 3.68 |
|
|
α |
h |
|
D |
|
|
|
H |
|
R |
|
|
|
L |
|
|
|
|
d |
|
15Å |
D |
|
|
|
|
H |
|
|
L |
|
|
|
d |
Размеры элементов заклепок нормальной точности приведены в табл. 3.32. Для соединения при помощи заклепок двух листов металла (деталей)
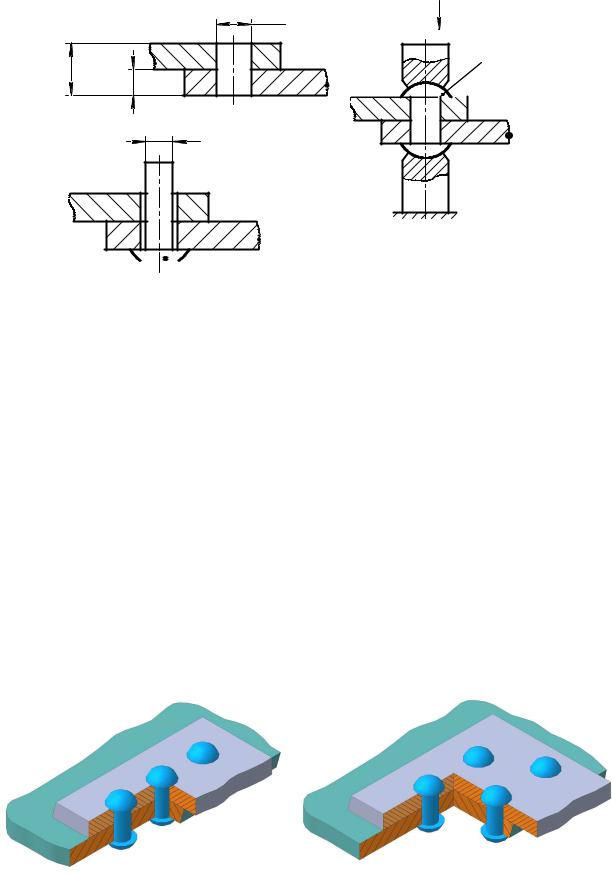
их накладывают один на другой и сверлят в них отверстия несколько большего размера (d1), чем диаметр заклепки (d) (рис. 3.69, а, б). Для за-
176
клепок диаметром 5 мм отверстие должно быть диаметром 5,1 мм
(ГОСТ14802-85).
Заклепка вставляется в отверстие и закладной головкой опирается на
поддержку. Выступающий конец стержня расклепывается пуансоном до образования замыкающей головки (рис. 3.69, в). Применяются для этих целей пневматические молоты или прессовые машины.
Длина стержня заклепки L выбирается с таким расчетом, чтобы вы-
ступающая из соединяемых пластин (деталей) часть стержня была доста-
точной для изготовления замыкающей головки.
Таблица 3.32
Заклепки нормальной точности
.диаметрНом ,ммстержня |
|
|
|
|
|
Форма головки |
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
полукруглая |
потайная |
|
полупотайная |
|
плоская |
||||||||
|
|
|
ГОСТ |
|||||||||||
|
ГОСТ 10299-80 |
ГОСТ 10300-80 |
|
ГОСТ 10301-80 |
|
|||||||||
|
|
|
10303-70 |
|||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
d |
D |
H |
R |
D |
H |
a |
D |
H |
h |
R |
a |
D |
H |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
6 |
11 |
3,6 |
6 |
10,3 |
2,4 |
|
11 |
3 |
1,5 |
16,9 |
|
11 |
3 |
|
|
|
|
|
|
|
90˚ |
|
|
|
|
90˚ |
|
|
|
8 |
14 |
4,8 |
7,5 |
13,9 |
3,2 |
15 |
4 |
2 |
15,1 |
14 |
4 |
|||
|
|
|||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
10 |
16 |
6 |
8,3 |
17 |
4,8 |
|
17 |
4,8 |
2,5 |
15,7 |
|
16 |
5 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
12 |
19 |
7,2 |
9,8 |
20 |
5,6 |
75˚ |
20 |
5,6 |
3 |
18,2 |
75˚ |
20 |
6 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
(14) |
22 |
8,4 |
11,4 |
24 |
6,8 |
|
24 |
6,8 |
3,5 |
20 |
|
22 |
7 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
16 |
25 |
9,5 |
13 |
24 |
7,2 |
|
24 |
7,2 |
4 |
22,3 |
|
25 |
8 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
(18) |
27 |
11 |
13,8 |
27 |
8 |
|
27 |
8 |
4,5 |
22,5 |
|
28 |
9 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
20 |
30 |
12 |
15,4 |
30 |
9 |
60˚ |
30 |
9 |
5 |
25 |
60˚ |
32 |
10 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
(22) |
35 |
13 |
18,3 |
33 |
10 |
|
33 |
10 |
5,5 |
27,5 |
|
36 |
11 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
24 |
37 |
16 |
18,7 |
36 |
11 |
|
36 |
11 |
6 |
29,6 |
|
40 |
12 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
(27) |
40 |
18 |
20,1 |
37 |
12,5 |
|
37 |
12,5 |
6,6 |
30 |
|
45 |
14 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
30 |
45 |
20 |
22,7 |
41 |
14 |
45˚ |
41 |
14 |
7 |
33,5 |
45˚ |
50 |
15 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
36 |
55 |
24 |
27,8 |
49 |
16 |
|
49 |
16 |
9 |
37,9 |
|
60 |
16 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
177
а)
|
d1 |
20 |
10 |
d
Замыкающая
головка
б)
в)


















 Закладная
Закладная
головка
Рис. 3.69
Длину L выбирают по ГОСТ 14802-85 или подсчитывают по при- ближенной формуле
|
|
L = S +1,2d , |
где |
S – |
толщина соединяемых листов (пластин), |
|
d – |
диаметр заклепок. |
|
Например, для соединения двух пластин общей толщиной 20 мм за- |
|
клепкой с диаметром 10 мм |
||
|
|
L = 20 +1, 2×10 = 32 мм. |
|
Условное обозначение заклепок: |
|
|
|
Заклепка 8× 32 ГОСТ 10299-80, |
где |
8 – |
диаметр заклепки, мм; |
|
32 – |
длина заклепки, мм. |
|
Общий вид заклепочного соединения показан на рис. 3.70. |
|
Рис. 3.70
178
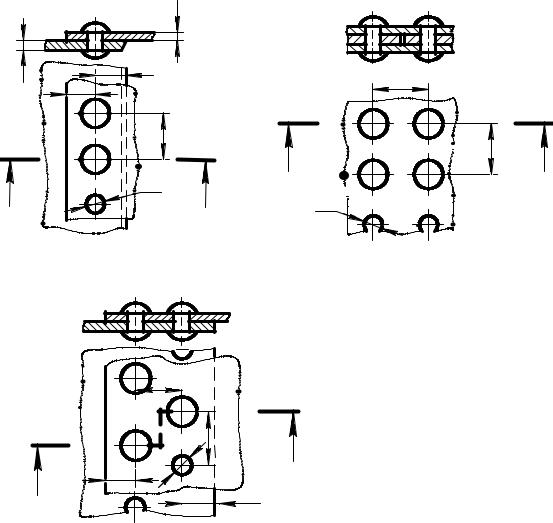
При соединении изделий применяют не одну, а много заклепок, ко- торые располагают рядами в определенном порядке. На рис. 3.71, а пока- зано соединение двух пластин при помощи однорядного нахлесточного шва, а на рис. 3.71, б – при помощи двухрядного нахлесточного шва с шахматным расположением заклепок.
Нахлесточное соединение – это такое соединение, когда один лист металла перекрывает другой.
На рис. 3.71, в изображен стыковой шов с двумя накладками и с цеп- ным расположением заклепок.
Стыковое соединение – соединение, когда торец одного листа ме- талла прижимают к торцу второго листа. Такие соединения применяют с одной или двумя накладками.
Заклепочные швы по назначению разделяются на прочные, плотные и прочно-плотные.
A-A |
A-A |
|
|
S |
|
|
S |
lí |
l |
|
|
|
|
|
||
|
|
|
|
|
|
|
t |
|
|
а) À |
|
d |
в) |
À |
|
À |
|
||
|
|
|
||
|
|
A-A |
|
|
|
|
l1 |
|
|
|
|
t |
|
À |
б) |
l |
d |
|
|
|
|
|||
À |
|
l |
|
|
|
|
|
||
|
|
|
Рис. 3.71 |
|
|
|
|
|
179 |
l |
 t
t
d 

À
Прочные швы применяются для соединения изделий в фермах, мос- тах, колоннах.
Плотные швы применяются для обшивки судов, резервуаров жид- костей.
Прочно-плотные – для сосудов высокого давления.
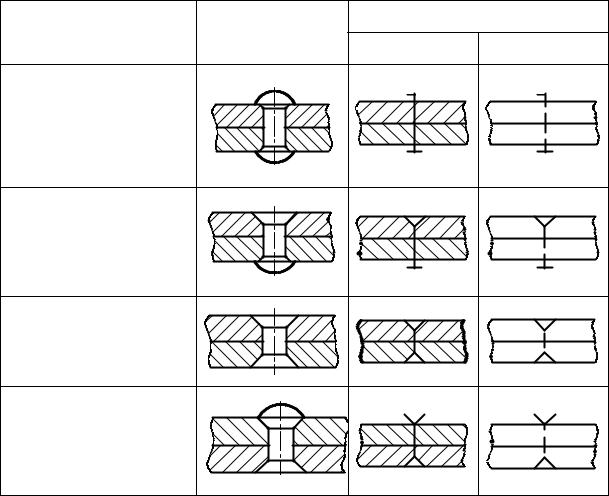
Согласно ГОСТ 2.313-82 соединения, полученные клепкой, допуска- ется изображать условно (табл. 3.33).
Если на чертеже швы содержат заклепки одного типа и с одинако- выми размерами, то их обозначают одним из условных знаков, приведен- ных в табл. 3.33.
|
|
Таблица 3.33 |
|
Условное изображение |
|
Вид соединения |
Изображение |
|
|
в сечении |
на виде |
1. Заклепкой с полукруг- |
|
|
лой, плоской, скругленной |
|
|
головкой и с полукруглой, |
|
|
плоской, скругленной за- |
|
|
мыкающей головкой |
|
|
2. Заклепкой с потайной |
|
|
головкой и с полукруглой, |
|
|
плоской, скругленной за- |
|
|
мыкающей головкой |
|
|
3. Заклепкой с потайной |
|
|
головкой и с потайной за- |
|
|
мыкающей головкой |
|
|
4. Заклепкой с полупотай- |
|
|
ной головкой и с потайной |
|
|
замыкающей головкой |
|
|
Условное изображение одинаковых заклепок в соединении показано на рис. 3.72.
180