

Инж.графика.., Матем..,История..,Химия.. / Инженерная графика / умк_Ярмолович_Инж графика_ч.2 к
.1.pdf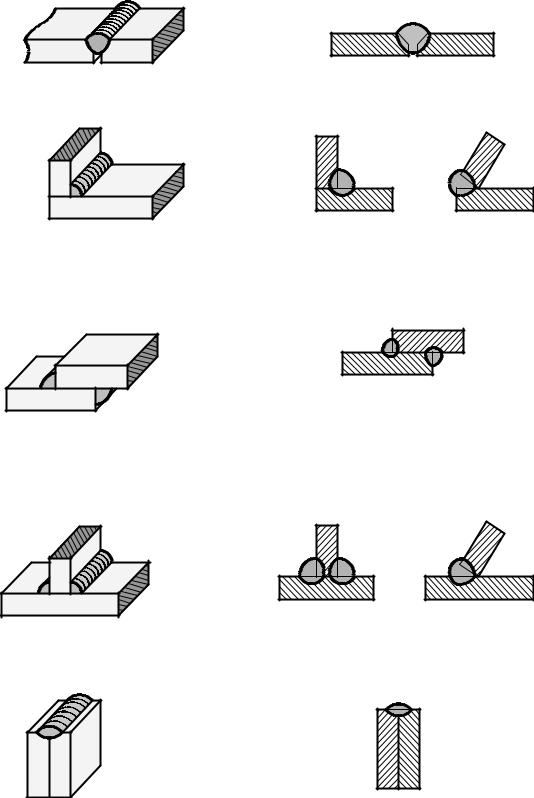
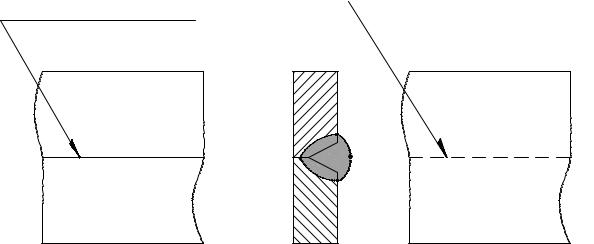
à)
á)
â)
ã)
ä)
Рис. 3.47.
133
|
|
|
|
|
|
|
|
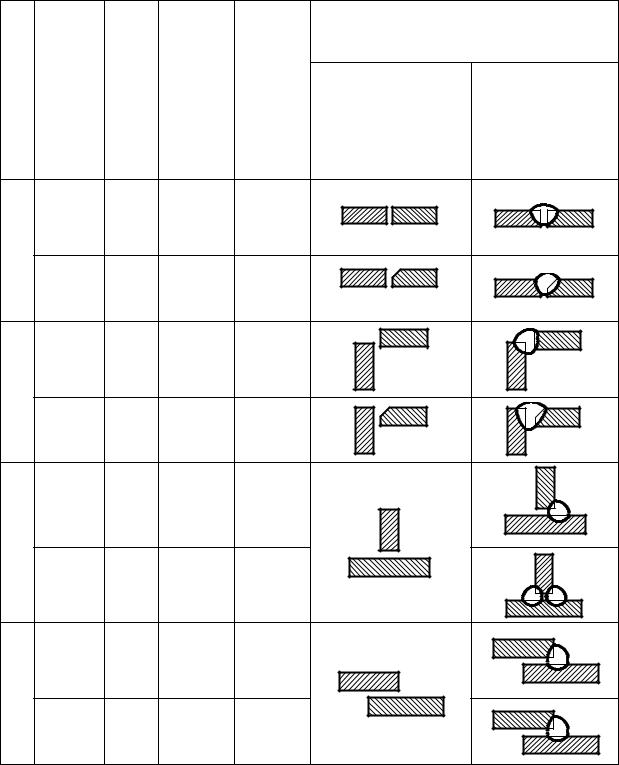
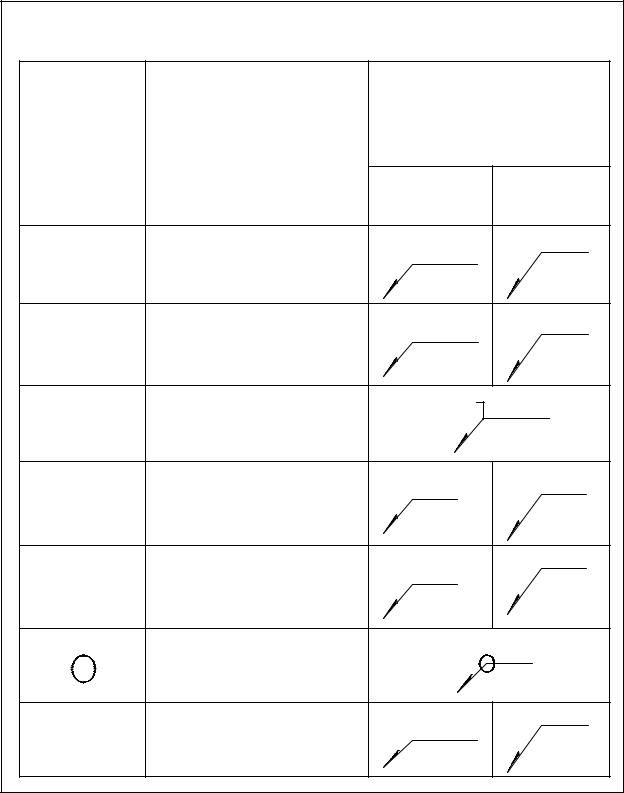
Таблица 3.25 |
|
|
Конструктивные элементы швов сварных соединений, выполняемых |
||||||
|
|
|
|
|
ручной электродуговой сваркой |
|
||
Вид соединения |
Условное обозначение |
|
|
Толщина свариваемых деталей, мм |
Характер сварного шва |
Форма подготовленных кромок |
Форма |
|
шва сварного |
соединения |
подготовленных |
поперечного |
|||||
кромок |
сечения |
|||||||
|
|
|||||||
|
|
С2 |
|
1-4 |
односто- |
без скоса |
|
|
Стыковое |
|
|
|
|
ронний |
кромок |
|
|
|
С8 |
|
3-60 |
односто- |
со скосом |
|
|
|
|
|
|
|
ронний |
одной |
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
кромки |
|
|
|
|
У4 |
|
1-6 |
односто- |
без скоса |
|
|
|
|
|
|
|
ронний |
кромок |
|
|
Угловое |
|
У6 |
|
3-60 |
односто- |
со скосом |
|
|
|
|
|
|
ронний |
одной |
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
кромки |
|
|
|
|
Т1 |
|
2-40 |
односто- |
без скоса |
|
|
|
|
|
|
|
ронний |
кромок |
|
|
Тавровое |
|
Т3 |
|
2-40 |
двусто- |
без скоса |
|
|
|
|
|
|
ронний |
кромок |
|
|
|
|
|
|
|
|
|
|
||
|
|
II-I |
|
2-60 |
односто- |
без скоса |
|
|
Нахлесточное |
|
|
|
|
ронний |
кромок |
|
|
|
Н2 |
|
2-60 |
двусто- |
без скоса |
|
|
|
|
|
|
|
ронний |
кромок |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
134 |
|
|
|
|
|
|
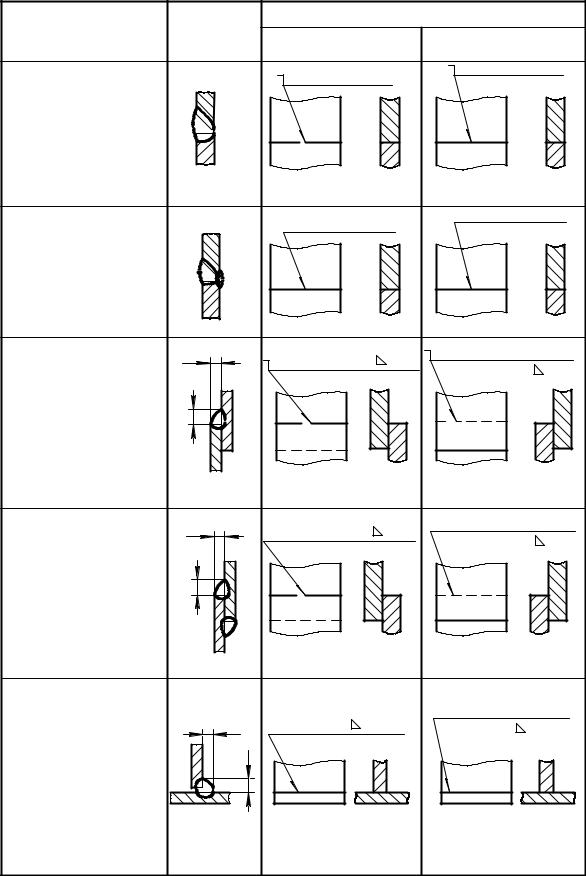
Таблица 3.28 |
||
|
Форма поперечУсловное обозначение шва, изображенного на чертеже |
|||||
Характеристика шва |
ного сечения |
с лицевой стороны |
с оборотной стороны |
|||
|
шва |
|||||
Шов стыкового соединения |
|
ГОСТ 5264-80-С8 |
ГОСТ 5264-80-С8 |
|||
|
|
|
||||
со скосом одной кромки, |
|
|
|
|
|
|
односторонний, выполнен- |
|
|
|
|
|
|
ный ручной электродуго- |
|
|
|
|
|
|
вой сваркой при монтаже |
|
|
|
|
|
|
изделия |
|
|
|
|
|
|
Шов стыкового соединения |
|
ГОСТ 5264-80-С12 |
ГОСТ 5264-80-С12 |
|||
|
|
|
||||
со скосом одной кромки, |
|
|
|
|
|
|
двусторонний, выполнен- |
|
|
|
|
|
|
ный ручной электродуго- |
|
|
|
|
|
|
вой сваркой. |
|
|
|
|
|
|
Шов нахлесточного соеди- |
k |
ГОСТ 5264-80-Н1- |
ì |
|
|
|
нения без скоса кромок, |
|
5 |
ГОСТ 5264-80-Н1- |
5ì |
||
|
|
|
||||
односторонний, выполнен- |
|
|
|
|
|
|
ный ручной электродуго- |
k |
|
|
|
|
|
вой сваркой при монтаже |
|
|
|
|
|
|
изделия. |
|
|
|
|
|
|
Шов по незамкнутой линии |
|
|
|
|
|
|
Катет шва 5 мм. |
|
|
|
|
|
|
Шов нахлесточного соеди- |
k |
ГОСТ 5264-80-Н2- |
5ì |
ГОСТ 5264-80-Н2- |
5ì |
|
|
||||||
нения без скоса кромок, |
|
|
|
|||
|
|
|
|
|
||
двусторонний, выполнен- |
k |
|
|
|
|
|
ный ручной электродуго- |
|
|
|
|
||
|
|
|
|
|
||
вой сваркой. |
|
|
|
|
|
|
Шов по незамкнутой линии |
|
|
|
|
|
|
Катет шва 5 мм. |
|
|
|
|
|
|
Шов таврового соединения |
|
|
|
|
|
|
без скоса кромок,односто- |
k |
ГОСТ 5264-80-Т1- 5-50ê100 |
ГОСТ 5264-80-Т1- 5-50ê100 |
|||
ронний, прерывистый, вы- |
||||||
|
|
|
|
|
||
полненный ручной электро- |
k |
|
|
|
|
|
дуговой сваркой. |
|
|
|
|
||
|
|
|
|
|
||
Катет шва 5 мм. |
|
|
|
|
|
|
Длина провариваемого |
|
|
|
|
|
|
участка 50 мм. |
|
|
|
|
|
|
Шаг 100 мм. |
|
|
|
|
|
|
|
|
140 |
|
|
|
|