

Протяжки
Назначение, область применения протяжек
Протяжки – многолезвийный режущий инструмент, работающий с одним главным движением, как правило, поступательным (рис.1), реже вращательным (рис.2); движение подачи отсутствует.

Рисунок 1. Протяжка прямая

Рисунок 2. Круговые протяжки
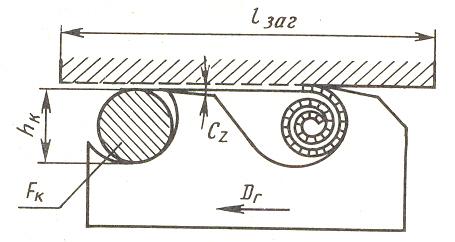
Процесс резания осуществляется за счет увеличения высоты или ширины последующего зуба по отношению к предыдущему (рис.3).
Увеличение высоты последующего зуба Sz называется подъемом на зуб.
Рисунок 3.
Протяжки применяют для обработки:
сквозных отверстий любой формы (рис.4),
прямых и винтовых (рис.5) канавок,
наружных поверхностей разнообразной формы,
зубчатых колес наружного и внутреннего зацепления (рис.6).
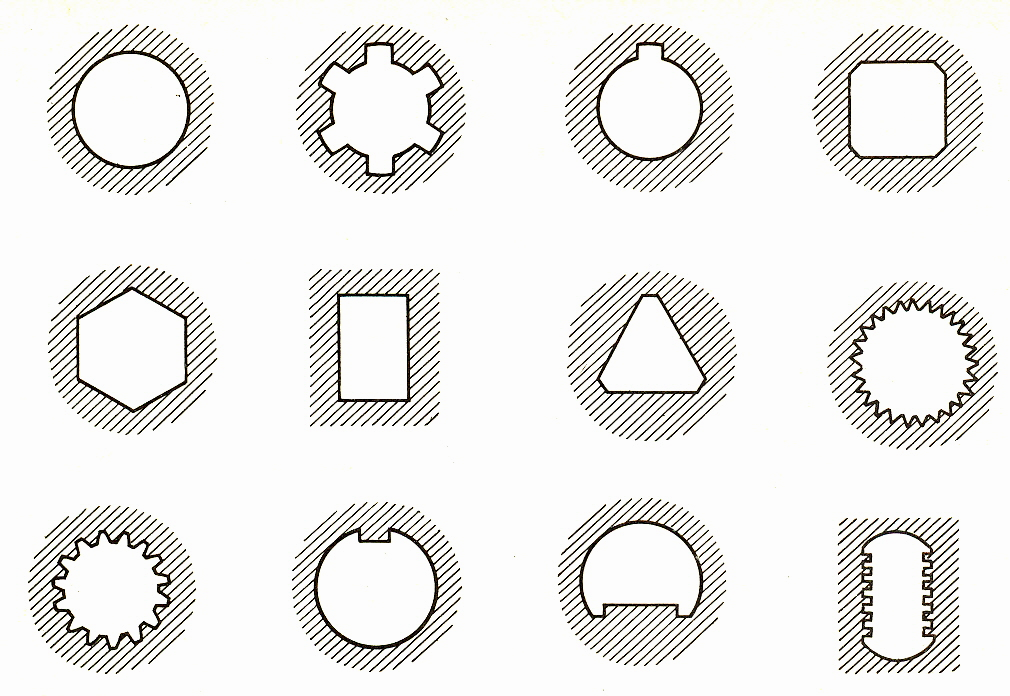
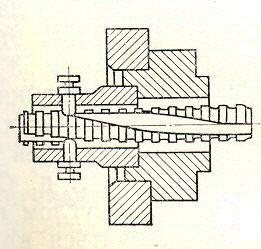
Рисунок 4. Форма обрабатываемых Рисунок 5. Протягивание винтовых
канавок отверстий
Д остоинства
протяжек:
остоинства
протяжек:
Высокая производительность, несмотря на малые скорости резания (от 2 до 15 м/мин). Что объясняется большой суммарной длиной режущих кромок, одновременно участвующих в работе.
Высокое качество обработки: точность до 7…8 квалитетов, шероховатость до Ra 0,63 мкм
Высокая стойкость, как между переточками (благодаря малым скоростям резания), так и суммарная (вследствие достаточно большого числа возможных переточек) .
Н
Рисунок 6. Протягивание зубчатых колес
е требуется сложного оборудования и высокой квалификации работников.
Недостатки протяжек:
Сложность изготовления и высокая стоимость.
Узкоспециализированный инструмент.
Большая длина при относительно малых размерах поперечного сечения.
Область применения протяжек – крупносерийное и массовое производство, в мелкосерийном производстве для обработки поверхностей одинаковых по форме и размерам.
Типы протяжек:
Протяжки и прошивки
(соответственно Рис. 7. а. и Рис. 7.б.) отличаются по способу приложения силы станка к инструменту, протяжки работают на растяжение, прошивки – на сжатие;

а) б)
Рисунок 7. Протяжки (а) и прошивки (б)
Внутренние
- для обработки отверстий разнообразной формы (рис.4.) и наружные – для обработки незамкнутых поверхностей: пазов, уступов, фасонных поверхностей (рис.8.);

Рисунок 8. Плоские наружные протяжки
Наружные протяжки обычно делают сборной конструкции. Ее рабочая часть состоит из отдельных секций, закрепленных на инструментальной плите.
Делят на секции с учетом принимаемой схемы резания.
Секции располагаются в корпусе
последовательно, при этом снижаются силы резания, хорошие условия отвода стружки, простота и удобство крепления и регулирования, но возрастает длина протяжки;
параллельно, при этом снижается длина протяжки, но возникают проблемы с отводом стружки, креплением и регулированием, растут силы резания;
последовательно-параллельно.
Для регулирования рабочих размеров протяжки и компенсации размерного износа отдельных секций используют подкладки и клинья с углом наклона 1030` …20, для перемещения которых применяют специальные винты