

4.3. Нанесение жидких лакокрасочных материалов методом распыления
При нанесении лакокрасочных материалов распылением жидкий материал предварительно диспергируется — переводится в состояние аэрозоля.
Существует два способа получения аэрозолей: диспергационный и конденсационный. Диспергационный способ заключается в образовании взвешенных в воздухе частиц из твердых или жидких тел. При конденсационном способе переход жидкости в капельное состояние достигается вследствие конденсации паров. Последний способ при низкой концентрации и малых размерах частиц не нашел применения в технологии лакокрасочных покрытий. В промышленности применяется исключительнодиспергационный способ, отличающийся простотой, надежностью и относительно малыми затратами энергии на образование аэрозоля. Легкоосуществлять дозирование, зарядку и тонкослойное распределение аэрозолей на поверхности жидких и твердых (порошковых) материалов.
В зависимости от типа диспергаторов различают распыление пневматическое, или аэродинамическое, при котором материал дробится струей сжатого воздуха или другого газа; центробежное, при котором материал распыляется под воздействием центробежной силы; гидравлическое, или гидродинамическое, при котором жидкость продавливается под большим давлением через сопло д распыляется вследствие резкого перепада давления; электростатическое, при котором материал переходит в состояние аэрозоля в электрическом поле; ультразвуковое, при котором диспергирование происходит под действием высокочастотной вибрации.
Механизм распыления жидкостей независимо от типа диспергирующих устройств одинаков: жидкость первоначально вытягивается в узкие струи (тяжи), которые дробятся (распадаются) на капли разного размера под влиянием поверхностных сил.
Склонность жидкостей к диспергированию зависит от их вязкости, летучести й поверхностного натяжения. Легче переходят в аэрозольное состояние низковязкие жидкости с высоким поверхностным натяжением, например вода. Лакокрасочные материалы, представляющие собой неводные жидкости, диспергируются труднее и образуют менее стабильные аэрозоли. Известен предел вязкости (порядка 10 Па • с), выше которого диспергирование жидкостей становится неэффективным вследствие больших энергетических затрат и низкого качества получаемых аэрозолей.
Наиболее важными свойствами аэрозолей являются концентрация, размер частиц, полидисперсность, стабильность (кинематическая и агрегативная устойчивость).
Все технические аэрозоли полидисперсны. Для получения покрытий предпочтительно использование аэрозолей с небольшой полидисперсностью, с размерами частиц 30...60 мкм. Степень полидисперсности и размер частиц зависят от вязкости и поверхностного натяжения лакокрасочного материала и условий распыления. Они изменяются по мере удаления аэрозоля от кромки распылителя. При движении аэрозолейжидких красок протекают два процесса: испарение растворителей,приводящее к уменьшению размера частиц (капель), и коагуляция частиц, сопровождающаяся их укрупнением. В результате полидисперсность аэрозоля уменьшается и его концентрация по сечению факела постепенно выравнивается.
Пневматическое распыление. Сущность способа пневматического распыления заключается в образовании аэрозоля дроблением жидкого лакокрасочного материала струей сжатого воздуха. Образующийся аэрозоль движется в направлении газовой струи и при ударе о поверхность изделия коагулирует, капли сливаются, образуя на поверхности слой жидкого лакокрасочного материала.
Для распыления лакокрасочного материала применяют специальные распылители, основной рабочей частью которых являются форсунки. По принципу смешения воздуха с распыляемым лакокрасочным материалом их разделяют на форсунки наружного и внутреннего смешения (рис. 4.4).
На рис. 4.4, а показана схема обычной форсунки наружного смешения. Форсунка имеет два сопла: материальное, из которого вытекает жидкость, и охватывающего его кольцевого сопла, из которого вытекает воздух. Существует предельная критическая скорость истечения воздуха Wкрпри которой происходит распыление. Она является функцией давления воздухаР и его удельного объемаV при температуре распыления Т:t
![]()
где К — постоянная, равная 1,4;g — ускорение силы тяжести;R —газовая постоянная.
Распыление происходит при W кр =300 .. . 450 м/с.
При этом давление воздуха Р при выходе из форсунки должно быть не менее 0,19 МПа. Однако, как показывает опыт, для хорошего распыления требуется давление несколько больше, а именно 0,2 . . 0,6 МПа.

Рис. 4.4. Схемы форсунок:
а — наружного смешивания; 6 — внутреннего смешивания; / — материальное
сопло; 2 — щелевое отверстие; 3 — камера смешения
Значение вязкости лакокрасочных материалов должно Составлять 17 ... 35 с по вискозиметру В3-246. В этих условиях диаметр образующихся аэрозольных частиц составляет 6 ... 80 мкм.
Выходящая из форсунки аэрозольная струя представляет собой турбулентный поток, скорость движения которого быстро падает по мере приближения к окрашиваемой поверхности. Одновременно возрастают и потери лакокрасочного материала на туманообразование, что объясняется не только уменьшением скорости воздушного потока, но и образованием завихрений при движении струи и ударении ее об окрашиваемую поверхность. Возможен и унос частиц интенсивно испаряющимся растворителем. Поэтому эффективность распыления форсунками внешнего смешения определяется совокупностью многих технологических факторов, среди которых важное значение имеют конструкция и параметры работы головки распылителя. В промышленности широко применяются пневмораспылители внешнего смешения КРУ-1, ЗИЛ, КР-20 и др.
В форсунках внутреннего смешения (рис. 4.4, б) лакокрасочный материал и воздух смешиваются внутри камеры, из которой воздушно-красочная смесь выбрасывается через щелевое отверстие любой формы, так как возможно менять насадки выходной части форсунки.
Так как в камере смешения давление воздуха выше атмосферного, такие форсунки могут работать только при условии подачи в них лакокрасочного материала под давлением. Образование тумана краски при работе этих форсунок менее интенсивно, хуже диспергирование краски, так как разница скорости воздуха и краски внутри камеры смешения меньше, чем при наружном смешении. Поэтому форсунки такого типа (КРП-11, СО-71, С-512) получили меньшее распространение и применяются главным образом в распылителях большой производительности.
Качество образующихся аэрозолей и покрытий во многом зависит от правильного выбора технологических режимов распыления лакокрасочных материалов. Наиболее важными параметрами являются давление и расход сжатого воздуха, соотношение объемов воздуха и распыляемого лакокрасочного материала, расстояние от краскораспылителей до окрашиваемого объекта. Высокое давление воздуха, подаваемого на распылитель (более 0,5 . . . 0,6 МПа), благоприятствует распылению, однако вызывает повышенный унос материала. Вследствие быстрого испарения растворителей покрытия нередко получаются матовыми, при медленном высыхании лакокрасочных материалов возможно сдувание жидкого слоя краски с поверхности. Низкое давление воздуха (менее 0,2 МПа) способствует образованию грубодисперсного аэрозоля, что также неблагоприятно сказывается на формировании покрытия.
Расход воздуха QB(кг/с) иVB (м3/с) зависит от сечения сопла форсункиf и давления воздухаР:
![]()
![]()
где р — плотность воздуха; μ — расходный коэффициент (0,7 . . . 0,9).
Распыление протекает удовлетворительно при соотношениях расхода воздуха и краскиVb/Vkр =0,3 ... 0,6. Расстояние от кромки распылителя до окрашиваемого объекта выбирается в интервале 200 . . . 400 мм. Толщина однослойных покрытий при нанесении колеблется в зависимости от вида материалов в интервале 10 ... 40 мкм. Распыление рекомендуется проводить при стандартных температуре и влажности окружающего воздуха не более 65 %.
Для нанесения двухкомпонентных лакокрасочных материалов используют распылители, представляющие собой как бы спаренные обычные распылители, управляемые с помощью одного пускового устройства. Смешение двух жидких компонентов в таких распылителях осуществляется непосредственно в факеле аэрозоля.
Питание краскораспылителей сжатым воздухом может быть централизованным (от общей заводской сети) или, при малых объемах работ, индивидуальным (от, компрессора). Подаваемый воздух очищается от влаги, масла и механических загрязнений в масловодоотделителе. Масловодоотделители часто снабжены редукторами для регулирования давления воздуха, что особенно важно, когда питание распылителей сжатым воздухом осуществляется от общей заводской сети. Наличие редуктора позволяет устанавливать давление воздуха, подаваемого к распылителям, независимо от давления в общей сети.

Рис. 4.5. Схема установки нанесения лакокрасочных материалов пневматическим распылением: 1 — масловодоотделитель; 2 — красконагнетательный бак;3 — краскораспылитель;4 — распылительная камера
Лакокрасочный материал можно подавать в распылитель непосредственно из сосуда, помещенного на самом распылителе, по шлангу из лаконагнетательного бака, устанавливаемого на рабочем месте и из системы централизованной подачи под давлением 0,02 . . . 0,2 МПа.
Так как нанесение лакокрасочных материалов распылением всегда связано с выделением большого количества паров растворителей, образованием лакокрасочного тумана и пролетанием на краях изделия части распыленной струи мимо отделываемой поверхности, покрываемые изделия должны быть помещены в специальные камеры или кабины, снабженные мощной вытяжной вентиляцией и фильтрами для задержания лакокрасочного тумана. Схема компойовки оборудования для пневматического распыления приведена на рис. 4.5.
Распыление лакокрасочных материалов в нагретом состоянии. В результате нагрева лакокрасочных материалов получают необходимую для их нанесения вязкость с меньшим количеством растворителей, чем это необходимо без нагрева. Снижение вязкости лакокрасочных материалов может быть достигнуто и путем подогрева покрываемой поверхности. Однако последний способ не нашел широкого применения, так как он практически не оказывает влияния на процесс распыления, хотя и улучшает растекание материалов по отделываемой поверхности.
В нагретом состоянии можно наносить практически любые лакокрасочные материалы, однако из экономических соображений целесообразно нагревать те материалы, которые содержат дорогие и дефицитные растворители, например нитроцеллюлозные лаки и эмали. Не рекомендуется нагревать лакокрасочные материалы, представляющие собой высокореакционные системы (полиэфирные, полиуретановые и др.).
Для нагрева лакокрасочных материалов могут быть применены различные нагревательные приборы. Вид теплоносителя не имеет существенного значения, если обеспечено необходимое автоматическое регулирование степени нагрева. Поэтому в практике известны агрегаты, в которых в качестве теплоносителя используют электричество, пар, горячую воду, агрегаты, подогревающие только лакокрасочный материал, а также лак и сжатый воздух, агрегаты без циркуляции и с непрерывной циркуляцией лака от нагревателя к распылителю и обратно. Непрерывная циркуляция нагретого лакокрасочного материала всегда желательна. Если такой циркуляции нет, то при остановке работы распылителя происходит охлаждение лака в трубопроводе и требуется слив его перед возобновлением работы.
Отечественная промышленность выпускает установки типа УГО различных модификаций, укомплектованные красковоздухоподогревателем, специальным распылителем и теплоизолированными шлангами. Установка УГО-4М снабжена устройством, обеспечивающим непрерывную циркуляцию нагретого материала по шлангам.
При пневмораспылении температура лакокрасочных материалов при выходе из сопла форсунки резко понижается. Это связано с адиабатическим расширением воздуха и испарением растворителей, на что затрачивается теплота. Понижение температуры при истечении в струе газа с критической скоростью может быть вычислено по формуле:
![]()
где Т1 и Т2 — начальная и конечная температуры; К — адиабатическая постоянная воздуха, равная 1,4.
Температуру нагрева лакокрасочных материалов определяют опытным путем. В зависимости от состава растворителей для различных материалов она составляет 55 ... 70 °С.
Как показывает практика, при распылении "горячих" нитролаков почти сразу после выхода из распылителя температура их становится близкой к температуре окружающей среды (рис. 4.6, а). Если же лаки не нагревать, то температура материала понижается до 10 . . . 15 °С. Так как в интервале температур 10 ...25 С вязкость лаков особенно изменяется (рис. 4.6,б), то предварительный нагрев заметно улучшает растекание лаков. Лаки горячего нанесения имеют меньшую тенденцию к образованию потеков, что позволяет наносить их более толстыми слоями. Это обстоятельство наряду с экономией растворителей позволяет сократить число нанесений, а также применять лакокрасочные материалы с большим содержанием сухих веществ. Однако следует, помнить, что лаки горячего нанесения более дорогие и сохнут медленнее вследствие большого содержания в них средне- и высококипящих растворителей.
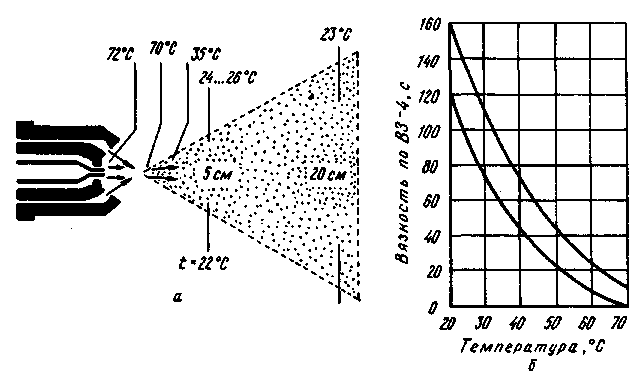
Рис. 4.6. Изменение показателей струи распыляемого лака: а — температура нагретого лака до 72оС;б — вязкости при нагреве нитролаков
Таким образом, пневматическим распылением можно легко достичь нужной степени распыления многих лакокрасочных материалов. Этот способ универсален, отличается относительно высокой производительностью, простотой технического осуществления, достаточно хорошим качеством получаемых покрытий, возможностью дозирования лакокрасочных материалов.
В то же время этому способу присущи и недостатки, к которым прежде всего следует отнести большой расход растворителей, связанный с необходимостью доведения материала до вязкости значительно меньшей, чем это требуется для хорошего растекания его по поверхности изделия; большие потери лакокрасочного материала на туманообразование при распылении; дополнительные затраты энергии на нагрев лакокрасочных материалов и применение высококипящих растворителей (как правило, более дорогих) при распылении лаков в нагретом состоянии.
Безвоздушное распыление. Безвоздушное распыление, называемое также гидравлическим или механическим распылением, принципиально отличается от других способов распыления тем, что диспергирование жидкого лакокрасочного материала осуществляется под давлением, например, сжатого воздуха. Работа аппаратов гидравлического распыления основана на превращении потенциальной энергии лаков, находящихся под давлением, в кинетическую энергию при выходе ее из сопла распылителя. Поскольку распыление происходит без использования сжатого воздуха, движущегося по направлению к изделию, частицы краски не встречают отраженных от изделия потоков воздуха, как при пневматическом распылении. Благодаря этому примерно на 10 ... 15 % по сравнению с пневматическим распылением сокращаются потери лакокрасочного материала на туманообразование.
Способ безвоздушного распыления связан с диспергированием лакокрасочного материала за счет высоких скоростей его истечения из насадок (сопел) при подаче под давлением. Гидравлическое давление воздуха создается с помощью центробежного или плунжерного насосов.
Для распыления применяют струйные форсунки, устройство которых во многом определяет характер и степень распыления лакокрасочного материала и направление движения аэрозольного потока. Для низковязких жидкостей скорость истечения из сопла определяется по формуле
![]()
где φ — расходный коэффициент; Р — давление на лакокрасочный материал;g —ускорение свободного падения; р—плотность лакокрасочного материала.
Таким образом, при определенной (критической) скорости, когда сопротивление воздуха движению выходящей из сопла струи превышает силы когезии жидкости, начинается ее дробление. При этом дисперсность образующегося аэрозоля зависит от геометрических размеров и формы отверстия сопла, гидродинамических параметров распыления, режимов истечения и свойств лакокрасочного материала, в первую очередь вязкости и поверхностного натяжения. Чем выше скорость истечения, меньше вязкость и поверхностное натяжение материала, тем меньше размеры капель образующегося аэрозоля.
Распыление оказывается более полным и требуется меньшая скорость движения жидкости, если жидкости перед выходом из сопла форсункипридается вращательное движение. Возникающая при этом центробежная сила способствует лучшему распылению. По такому принципу работают форсунки, применяемые для безвоздушного распыления лакокрасочных материалов при низком давлении (менее 1 МП а). Безвоздушное распыление лакокрасочных материалов может сочетаться с их подогревом. Как уже отмечалось, при нагреве понижаются вязкость и поверхностное натяжение лакокрасочных материалов, что способствует лучшему их распылению. Этот прием широко применяется на практике. Так, повышая температуру лакокрасочного материала с 20 °С до 100 °С, можно снизить давление распыления с 14 ... 20 МПа до 4 ... 7 МПа. Это связано не только с понижением вязкости и поверхностного натяжения жидких материалов, но и с обильным испарением нагретых растворителей при выходе из сопла распылителя в результате резкого падения давления.
Производительность установок безвоздушного распыления определяется сечением отверстия и формой сопла распылителя, а также давлением на лакокрасочный материал. Регулируя эти параметры, можно в широких пределах менять производительность: 1 ... 8 кг/мин по материалу или 1000 . . . 4000 м2/ч по окрашиваемой поверхности. Высокаяпроизводительность затрудняет ручное управление распылением, делает практически невозможным окраску мелких изделий, поэтому безвоздушное распыление нашло широкое применение преимущественно при окраске крупногабаритных изделий несложной формы, особенно в строительстве.
Различают безвоздушное распыление при низком и высоком давлении.
Распылениемпринизкомдавлении(0,6 .. . 0,8 МПа) наносят низковязкие водные краски (известковые, клеевые, силикатные) . Качество распыления получается недостаточно высоким, однако образующиеся покрытия отвечают требованиям строительного назначения, где этот способ и получил наибольшее распространение. В распылительных устройствах давление на краску создается с помощью насосов низкого давления, работающих от электродвигателя. Основным элементом краскораспылителей является форсунка.
Широкое распространение получила форсунка Вермореля (рис. 4.7).
Рис. 4.7. Схема
работы форсунки Вермореля
Рис. 4.8. Схема установки гидравлического
распылителя с подогревом
лакокрасочного
материала: 7 — краскораспылитель;
2 — терморегулятор;3 —
электронагреватель;,4 — манометр;5 — аккумулятор;6 — предохранительный
клапан;7 — перепускной клапан;8
— фильтр тонкой очистки;9 —
нагнетательный насос;10 — емкость
с лакокрасочным
материалом; 11
— всасывающий
фильтр;12 — циркуляционный
насос; "13 — буферные емкости;14
— клапанная коробка

Рис 4.7. Схема работы форсунки Вермореля.
Рис 4.8. схема установки гидравлического распылителя с подогревом лакокрасочного материала:
1 — краскораспылитель;
2 — терморегулятор;
3 — электронагреватель;
4 — манометр;5 — аккумулятор;
6 — предохранительный клапан;
7 — перепускной клапан;
8 — фильтр тонкой очистки;
9 — нагнетательный насос;
10 — емкость с лакокрасочным материалом;
11 — всасывающий фильтр;
12 — циркуляционный насос;
13 — буферные емкости.
14 – клапанная коробка

Она
представляет собой полый цилиндр с
двумя отверстиями. Входное отверстие
форсунки расположено на боковой
поверхности у одногоиз
оснований цилиндра, выходное — в центре
другого основания. Краска поступает
в форсунку по боковому каналу,
расположенному по касательной
к цилиндрической стенке форсунки, и,
скользя по внутренним стенкам
цилиндра, перемещается к выходному
отверстию, получая одновременно быстрое
вращательное движение. При выходе из
форсунки
краска в результате перепада давления
и центробежной силы распыляется,
образуя факел в виде полого конуса,
который своим основанием направлен
на отделываемое изделие. Так как форсунка
дает полую струю,
то для равномерного покрытия форсунку
перемещают, совершая плавные
вращательные движения. Расстояние от
форсунки до окрашиваемой
поверхности поддерживают равным 0,75
...1м.
Распылениемпривысокомдавлении.(6...25МПа) наносят средние и высоковязкие растворы. Для нанесения лакокрасочных материалов в основном используют установки без нагрева "Факел-3", "Спутник-1", "Радуга-2, ОБ", "Спрут", "Луч" и др., а также с нагревом УБР-3, УБР-150П, "Луч-2". Принципиальная схема установки для распыления с одновременным нагревом приведена на рис. 4.8. Из емкости лакокрасочный материал подается нагнетательным насосом в аккумулятор (компенсатор колебаний давления в системе) и по трубопроводам через фильтр он поступает к краскораспылителю. Нераспыленный лакокрасочный материал по отводящему шлангу краскораспылителя, пройдя дроссельное устройство, попадает в буферную емкость и рабочий цилиндр циркуляционного насоса.
Основой установок безвоздушного распыления являются плунжерный насос высокого давления и распыляющее устройство (рис. 4.9), особенно его выходная часть — материальное сопло. Сечение и форма отверстиясопла распыляющего устройства во многом определяют ширину факела и производительность установки.

Рис. 4.&. Схема распыляющего устройства: 1 — ускоритель (дроссель) ; 2 — расширительная камера; 3 — корпус;4 — сопло
Рис. 4.10. Схема ионной зарядки частиц: 1 — коронирующий электрод; 2 — молекулы газа; 3 — частицы краски;4 — изделие
Безвоздушным распылением без нагрева можно наносить различные лакокрасочные материалы. В случае нагрева, как и при любом другом способе, исключается нанесение высокореакционных лаков (полиэфирных, полиуретановых).
Окраска изделий способом безвоздушного распыления может производиться как в ручном, так и автоматическом режимах. Наибольшее распространение получили установки с ручными краскораспылителями.
В процессе нанесения необходимо постоянно перемещать краскораспылитель, держа его перпендикулярно окрашиваемой поверхностина расстоянии 250 . . . 350 мм. Скорость перемещения должна быть такой, чтобы при хорошем укрытии поверхности исключить образование натеков.
Существенным недостатком безвоздушного распыления является невозможность регулирования степени распыления без изменения расхода лакокрасочного материала, так как изменение давления одновременно вызывает и изменение расхода лака. Несмотря на этот и другие недостатки, безвоздушное распыление постепенно вытесняет пневматическое распыление благодаря экономичности и компактности установок, более высокой производительности, меньшего загрязнения окружающей среды.
Электростатическое распыление. Туманообразование и отражение воздушной среды от поверхности изделий при пневматическом распылении и недолетание некоторых частиц до изделия при безвоздушном распылении приводят к значительным потерям лакокрасочных материалов. Свести до минимума потери материала можно, если обеспечить притяжение.лаковых частиц к поверхности изделия. Решение этой задачи обеспечивается способом, получившим название электростатического распыления, или нанесения лакокрасочных материалов в поле высокого напряжения. Этот способ в последнее время широко применяется в различных отраслях народного хозяйства, в том числе и деревообрабатывающей промышленности, при отделке мелких изделий несложной формы, деталей приборов, фурнитуры, мебели, строительных конструкций, а также крупногабаритных изделий транспортного машиностроения.
Физическая сущность электростатического способа заключается в распылении лакокрасочных материалов с одновременным сообщением образующимся аэрозольным частицам электрического заряда и осаждения их под действием этого заряда на изделие, которому сообщается заряд противоположного знака.
При электростатическом распылении возможен любой способ 6бра-зования аэрозолей. Наибольшее распространение получило безвоздушное распыление (центробежное и гидравлическое). Появление заряда на частицах связано с наложением постоянного электрического поля высокого напряжения (50 . . . 140 кВ), при этом изделие, как правило, заземляют.
 Существует
ряд способов зарядки материала.
Практическое использование нашли
два из них: ионный и контактный.
Существует
ряд способов зарядки материала.
Практическое использование нашли
два из них: ионный и контактный.
Ионнаязарядка.Источником ионов обычно является коронный разряд — явление, возникающее при большой неравномерности электрического поля, вызванной наличием острых выступов хотя бы у одного из электродов и достаточно большого напряжения, подаваемого на электроды. При этом электрический заряд стекает в воздух с электрода, имеющего выступы с малым радиусом закругления, вызывая в примыкающей к нему зоне интенсивную ионизацию молекул воздуха. Одним из важнейших свойств коронного разряда является его способность сообщать заряд аэрозолю, находящемуся на некотором расстоянии от коронирующего электрода. Заряд возникает в результате адсорбции частицами аэрозоля ионов, возникающих при ионизации воздуха. Адсорбция ионов вызывает направленное движение аэрозольных частиц (капель) по силовым линиям поля в сторону окрашиваемого изделия (рис. 4.10).
Максимальный заряд qтах, который приобретает капля лакокрасочного материала, может быть вычислен по формуле
![]()
где є — диэлектрическая проницаемость лакокрасочного материала; Е — напряженность поля в данной точке; г — радиус капли.
При этом напряженность поля для точечного заряда Q равна
![]()
где єв — диэлектрическая проницаемость среды (воздуха);l — расстояние от заряда до заземленного предмета.
На практике при ионной зарядке лакокрасочного материала в качестве коронирующего электрода чаще всего пользуются проволокой небольшого диаметра; осадительным электродом служит окрашиваемое изделие. Отрицательный заряд подается на коронирующий электрод, а отделываемое изделие заземляется и служит положительным полюсом. Лакокрасочные частицы, распыленные любым способом, получают отрицательный заряд, под действием которого увлекаются к поверхности изделия и осаждаются на ней.
Контактнаязарядкапроисходит в результате контакта лакокрасочного материала с острой кромкой распылителя, являющегося одновременно и коронирующим электродом. Чем меньше радиус закругления кромки распылителя, тем больше напряженность электрического поля в этой зоне и легче возникает коронный разряд, вызывающий распыление и зарядку материала.
В практике встречаются неподвижные, например щелевые (электроды) , распылители и вращающиеся чашечные, дисковые и грибковые распылители.
При подаче высокого напряжения к неподвижному распылителю (коронирующему электроду) на острие его кромки создается поверхностный заряд большой плотности. Если на такую кромку подать тонкий слой лакокрасочного материала, то заряд перейдет на поверхность материала. Под действием сил электрического поля заряженный материал отрывается от поверхности заостренной кромки в виде мельчайших капель и они перемещаются к заземленному изделию, унося на своих поверхностях полученные заряды.
Больше применяются вращающиеся распылители, в которых распыление достигается за счет не только электрических, но и центробежных сил. Если на вращающийся распылитель подать высокое напряжение отрицательного знака, а в середину чаши, диска или грибка лакокрасочный материал, то жидкость получит отрицательный заряд и под действием центробежной силы будет разбрасываться кромками распылителя. При этом одноименный заряд статического электричества, полученный лаком, способствует более мелкому его распылению. Величина заряда капли аэрозоля, полученного при контактной зарядке, определяется по формуле

где U — напряжение, подаваемое на электрод; UK — напряжение, соответствующее появлению тока коронного разряда;R — радиус закругления кромки распылителя;l — расстояние от распылителя до изделия;А — расчетная постоянная;є — диэлектрическая проницаемость лакокрасочного материала; рv — удельное объемное сопротивление лакокрасочного материала.
Как следует из формулы (4.8), заряд возрастает с повышением приложенного напряжения и уменьшается при увеличении l, R ,є ирv. Заряд увеличивается также пропорционально квадрату радиуса капли. Однако масса капли увеличивается еще быстрее, пропорционально кубу радиуса. Поэтому проводить возможно более высокоедиспергирование материала. Отношение U/l характеризует среднюю напряженность поля:Еcp = U/l. Таким образом, напряженность поля увеличивается с уменьшениемl. Уменьшениеl и увеличениеU возможно лишь до определенного предела. При чрезмерно большомЕcp возможен иск ров ый разряд, что опасно в пожарном отношении. На распыление лака влияет радиус закругления кромки распылителя. При уменьшении радиуса должна увеличиваться напряженность и, как результат, заряд капли, что и находит свое выражение в первом члене уравнения. С другой стороны, при уменьшении радиуса закруглениядолжно уменьшаться начальное напряжение, соответствующее появлению коронного разряда, что должно приводить к увеличению разности(U —Uк ) и уменьшению величины заряда. Установлено, что уменьшение радиуса лишь до известного предела положительно сказывается на качестве распыления. Оптимальной является величина 0,2 . . . 0,3 мм.Существенное значение имеют электрические свойства распыляемого материала: диэлектрическая проницаемость е и удельное объемное сопротивлениеpv. Из формулы видно, что величина заряда капли и максимальный радиус распыляемых капель должны уменьшаться с увеличением е, следовательно, должен существовать какой-то оптимум значений диэлектрической проницаемости.
При высоких значениях рv(p> 108) наблюдается уменьшение заряда капель и снижение качества распыления. Слишком малые значениярv также отрицательно сказываются на величине заряда и качестве распыления вследствие утечки тока при увеличении электропроводимости распыляемого материала. Для хорошего распыления показатели электрических свойств лакокрасочного материала Должны составлять є =6 ... 10;рv = 5 • 10б... 5 • 107Ом . см.
Разрядка частиц завершает цикл процессов, связанных с переносом вещества в поле коронного разряда. В случае прямого контакта капель с поверхностью скорость их разрядки определяется собственной проводимостью материала: чем меньше рv, тем быстрее и полнее происходит стёкание зарядов. Таким образом, удельное объемное сопротивление на разных стадиях играет двоякую роль: сего ростом облегчается зарядка аэрозольных частиц и одновременно затрудняется их разрядка.
В практике очень часто лакокрасочный материал осаждают на уже предварительно загрунтованную поверхность. В этом случае определяющее влияние на разрядку оказывает сопротивление именно этого слоя, поэтому при формировании многослойных покрытий нанесение последующих слов целесообразно осуществлять на неотвержденный предыдущий слой, имеющий относительно низкое значение pv.
Оборудование для нанесения лакокрасочных материалов в электрическом поле высокого напряжения. Для распыления электростатическим способом в деревообработке применяют преимущественно стационарные установки. В последние годы в зарубежной и отечественной практике все больше используют установки с ручным управлением. Они удобны при отделке единичных изделий, а также при ремонтных работах.Их преимущества: портативность, маневренность, сочетающиеся с более экономным (по сравнению с пневматическим распылением) расходованием материалов. В отечественной промышленности получили распространение ручные установки с механическим (центробежным), пневматическим и гидравлическим распылением лакокрасочных материалов УЭРЦ-1, УЭРЦ-4, ПЭРУ-1, УГЭР-1 и др. Все установки передвижные. Основными их узлами являются электрораспылитель с кабелем высокого напряжения и краскоподающим шлангом, высоковольтный генератор и краскоподающее дозирующее устройство. Окраска ручными установками обычно проводится в специальных камерах, оборудованных системой вытяжной вентиляции. Внутренние размеры камер выбираются с таким расчетом, чтобы изделие можно было свободно поворачивать в камере в любое положение, соблюдая предельное расстояние от стен до пола камеры не менее 0,8 м. В противном случае краска может осаждаться на стены и пол камеры. С помощью ручных электростатических установок обычно наносят карбамидоформальдегидные, глифталевые и пентафталевые лакокрасочные материалы вязкостью 15 ... 20 с электромеханическим распылением и 20 ... 25 с по В3-246 с пневмоэлектростатическим. Нанесение нитроцеллюлозных, перхлорвиниловых, водоразбавленных лакокрасочных материалов не допускается в целях безопасности обслуживающего персонала. В любом случае предусматривается тщательное заземление аппаратуры.
Принципиальная схема стационарной установки для отделки изделий из древесины приведена на рис. 4.11.

Рис. 4.11. Принципиальная схема установки для отделки изделий в электрическом поле высокого напряжения: 1 — электроокрасочная камера; 2 — высоковольтный трансформатор;3 — кенотрон;4 — трансформатор накала кенотрона; 5 — источник высокого напряжения;6 — линия заземления; 7 — вентилятор;8 — воздуховод;9 — насос-дозатор;10 — изолятор;11 — заправочный бак;12 — мешалка;13, 16 — распылители лакокрасочного материала;14 — изделие;15 — монорельсовый конвейер;17 — высоковольтный кабель;18 — магистраль подачи лакокрасочного материала
Конструкции таких установок весьма разнообразны, однако все они содержат следующие основные узлы: электростатический распылитель, дозирующие устройства, источник высокого напряжения постоянного тока, включающий электростатический генератор и кенотронный выпрямитель, искропредупреждающее устройство, окрасочную камеру.
Установка действует следующим образом. От источника высокого напряжения по высоковольтному кабелю отрицательный заряд подается к электрораспылителю, в который из заправочного бака с помощью насоса-дозатора по магистрали поступает лакокрасочный материал. Заправочный бак снабжен мешалкой с пневматическим приводом. При распылении частицы лакокрасочного материала получают от контакта с коронирующей острой кромкой распылителя отрицательный электрический заряд и устремляются под действием сил притяжения к положительно заряженному изделию, оседают на его поверхности, образуя лакокрасочное покрытие.
Источниками постоянного тока высокого напряжения в стационарных электростатических установках обычно служат высоковольтное выпрямительное устройство В-140-5-2, высоковольтный статический преобразователь ПВС-160-2-5, каскадный генератор КГ-63 или роторные генераторы. Питание электростатических и электромеханических распылителей жидкими и лакокрасочными материалами обеспечивается с по- мощью дозирующих устройств ДКХ-2 или ДКХ-3, включающих красочные баки и шестеренчатые насосы НШ-2К с регулируемой частотой вращения и производительностью по краске 20 ... 200 г/мин.
Электростатическийраспылитель— один из важнейших элементов установок. В зависимости от способа распыления лакокрасочных материалов применяют электростатические распылители с неподвижной коронирующей кромкой — лотковые, щелевые ЩЭР-1 и ЩЭР-2, электромеханические с подвижной коронирующей кромкой —чашечные ЭР-1М, ЭР-4, грибковые, дисковые. Наибольшее распространение при отделке изделий в электрическом поле получили электромеханические распылители (рис. 4.12).
Для эффективного распыления лакокрасочного материала важное значение имеют радиус кромки, качество обработки поверхности насадки и частота ее вращения. Обычно кромки заостряют до радиуса не более 0,2 мм, а контактирующую с лаком поверхность тщательно полируют. Частота вращения насадок составляет 1200 . . . 1400 мин-1. Диаметр чашечных и грибковых насадок составляет 50 ... 150 мм, дисковых — 300<.><.><.><500><мм.><Отпечаток><окрасочного><факела><при><использова><нии><чашечных><и><грибковых><распылителей><имеет><вид><кольца,><однако><у><последних><отпечатки><получаются><больших><размеров,><поэтому><грибковые><распылители><рекомендуются><для><отделки><крупногабаритных><изделий.><Электромеханические><распылители><просты><и><надежны><в><эксплуатации.><Недостатком >< ><их >< ><является >< >< ><небольшая >< >< ><производительность >< >< ><(не >< >< >более <3><г/мин><на><1><см><коронирующей><кромки).><Поэтому><при><больших><объе><><мах><окрасочных><работ><установки><комплектуют><несколькими><распыли><телями><(2><...><6),><которые><спаривают><механизмами,><обеспечивающими><их ><качание ><или ><возвратно-поступательное ><перемещение ><в ><вертикальной ><плоскости.><Расстояние><от><коронирующей><кромки><до><изделия><обычно><составляет><200><.><..><300><мм.>
<Рис.
><
><
><4.7.
><
><
><Схема
><
><
><работы
><
><
><форсунки
><Вермореля>
<Рис.><4.8.><Схема><установки><гидравли><ческого
><
><
><распылителя
><
><
><с
><
><
><подогревом>
<лакокрасочного
><материала:
><7><—><краскораспылитель;><2><—><термо><регулятор;><3
><—><электронагреватель;><,4
><—><манометр;><5
><—
><аккумулятор;><6
><—><предохранительный><клапан;><7
><—><перепускной><клапан;><8
><—><фильтр><тонкой><очистки;><9
><—
><нагнетательный><насос;><10
><—><емкость><с><лакокрасоч><ным
><материалом;
><11
><—
><всасывающий
><фильтр;><12
><—><циркуляционный><насос;><"><13
><—><буферные><емкости;><14
><—><кла><панная><коробка>

<Рис.
><
><
><4.7.
><
><
><Схема
><
><
><работы
><
><
><форсунки
><Вермореля>
<Рис.><4.8.><Схема><установки><гидравли><ческого
><
><
><распылителя
><
><
><с
><
><
><подогревом>
<лакокрасочного
><материала:
><7><—><краскораспылитель;><2><—><термо><регулятор;><3
><—><электронагреватель;><,4
><—><манометр;><5
><—
><аккумулятор;><6
><—><предохранительный><клапан;><7
><—><перепускной><клапан;><8
><—><фильтр><тонкой><очистки;><9
><—
><нагнетательный><насос;><10
><—><емкость><с><лакокрасоч><ным
><материалом;
><11
><—
><всасывающий
><фильтр;><12
><—><циркуляционный><насос;><"><13
><—><буферные><емкости;><14
><—><кла><панная><коробка>
<Рис.
><
><
><4.7.
><
><
><Схема
><
><
><работы
><
><
><форсунки
><Вермореля>
<Рис.><4.8.><Схема><установки><гидравли><ческого
><
><
><распылителя
><
><
><с
><
><
><подогревом>
<лакокрасочного
><материала:
><7><—><краскораспылитель;><2><—><термо><регулятор;><3
><—><электронагреватель;><,4
><—><манометр;><5
><—
><аккумулятор;><6
><—><предохранительный><клапан;><7
><—><перепускной><клапан;><8
><—><фильтр><тонкой><очистки;><9
><—
><нагнетательный><насос;><10
><—><емкость><с><лакокрасоч><ным
><материалом;
><11
><—
><всасывающий
><фильтр;><12
><—><циркуляционный><насос;><"><13
><—><буферные><емкости;><14
><—><кла><панная><коробка>
<Рис.
><
><
><4.7.
><
><
><Схема
><
><
><работы
><
><
><форсунки
><Вермореля>
<Рис.><4.8.><Схема><установки><гидравли><ческого
><
><
><распылителя
><
><
><с
><
><
><подогревом>
<лакокрасочного
><материала:
><7><—><краскораспылитель;><2><—><термо><регулятор;><3
><—><электронагреватель;><,4
><—><манометр;><5
><—
><аккумулятор;><6
><—><предохранительный><клапан;><7
><—><перепускной><клапан;><8
><—><фильтр><тонкой><очистки;><9
><—
><нагнетательный><насос;><10
><—><емкость><с><лакокрасоч><ным
><материалом;
><11
><—
><всасывающий
><фильтр;><12
><—><циркуляционный><насос;><"><13
><—><буферные><емкости;><14
><—><кла><панная><коробка>
<Рис.
><
><
><4.7.
><
><
><Схема
><
><
><работы
><
><
><форсунки
><Вермореля>
<Рис.><4.8.><Схема><установки><гидравли><ческого
><
><
><распылителя
><
><
><с
><
><
><подогревом>
<лакокрасочного
><материала:
><7><—><краскораспылитель;><2><—><термо><регулятор;><3
><—><электронагреватель;><,4
><—><манометр;><5
><—
><аккумулятор;><6
><—><предохранительный><клапан;><7
><—><перепускной><клапан;><8
><—><фильтр><тонкой><очистки;><9
><—
><нагнетательный><насос;><10
><—><емкость><с><лакокрасоч><ным
><материалом;
><11
><—
><всасывающий
><фильтр;><12
><—><циркуляционный><насос;><"><13
><—><буферные><емкости;><14
><—><кла><панная><коробка>
<Рис. ><4.12. ><Электромеханические ><распылители: ><а ><— ><чашечный, ><б ><— ><дисковый, ><в ><— ><грибковый
>
<Пневмоэлектрические><><распылители><><сходны><с><пнев><матическими><краскораспылителями,><с><той><лишь><разницей,><что><запорная><игла><для><лакокрасочного><материала><заканчивается><выступающим><наружу><тонким><><><электродом,><><><к><><><которому><><><подводится><><><высокое><><напряжение><отрицательного><знака.><Пневмоэлектростатические><распылители><обеспе><чивают><более><направленное><перемещение><аэрозоля><и><окрашивание><изде><лий ><сложной ><конфигурации. ><Распыление ><материала ><в ><них ><осуществляется ><с><помощью><струи><сжатого><воздуха,><подаваемого><под><давлением><0,05><.><..,><0,4><><><МПа.><><><Производительность><><><по><><><окраске><><><распылителей><><><колеблется><\><в><интервале><30><.><..><250><г/мин.><Недостатком><является><относительная><слож><><><><><><ность><устройства><головок><и><повышенные><потери><лакокрасочных><материа><лов.>
<Высокой ><производительностью ><характеризуются ><щелевые ><электроста><тические><распылители><ЩЭР-1><и><ЩЭР-2.><Длина><их><коронирующей><кромки><равна><соответственно><500><и><700><мм,><а><производительность><по><краске><достигает><90><...><120><г/мин.><Они><успешно><используются><при><окраске><крупногабаритных><изделий><с><несложным><профилем><поверхности:><желез><нодорожных><и><трамвайных><вагонов,><тепловозов><и><др.>
<При><нанесении><лакокрасочных><материалов><на><изделия><из><древесины><следует><иметь><в><виду,><что><сухая><древесина><плохо><проводит><электричест><во, ><а ><следовательно, ><ухудшаются ><условия ><стекания ><зарядов, ><в ><результате ><чего><осаждение><лаков><затрудняется.><Для><повышения><электропроводи><мости><влажность><древесины><не><должна><быть><менее><10><...><12><%.><При><ок<раске><древесины><с><меньшей><влажностью><необходимо><принимать><спе><циальные><меры><по><повышению><ее><поверхностной><проводимости.><Такими><мерами><могут><быть><выдерживание><изделий><в><атмосфере><насыщенного><водного><пара,><нанесение><на><его><поверхность><специального><токопроводя><щего><состава><или><то><коп><ров><о><дя><щей><грунтовки.><Широкое><применение><для><этой><цели><получили><катионные><поверхностно-активные><вещества><(ПАВ)><на><основе><четвертичных><аммониевых><солей><(например,><катамин><АБ,><АТМ-1016,><алкамоны><и><др.).><Слой><токопроводящего><состава><в><виде><2><...><6><%-ного><раствора><ПАВ><в><органических><растворителях><наносят><на><изделия><распылением><или><другими><способами.>>
<Большое><значение><имеет><также><качество><подготовки><поверхности><древесины><к><отделке.><На><шероховатой><поверхности><оставшийся><ворс><поляризуется><и><ориентируется><по><силовым><линиям><электрического><поля,><что><может><привести><к><образованию><обратной><короны><у><поверхности><изде><лия,><отталкиванию><частиц><лака><и><снижению><качества><покрытия.>
<На><качество><покрытий><в><электрическом><поле><оказывает><влияние><форма><окрашиваемых><изделий.><На><изделиях><сложной><конфигурации><создается><неравномерное><электрическое><поле.><Заряды><концентрируются><на><кромках><и><выступающих><частях><поверхности.><Наоборот,><в><углубле><ниях><и><пазах><они><или><совсем><отсутствуют><или><их><плотность><ниже.><Поэто><му><материал><осаждается><прежде><всего><на><выпуклых><и><ровных><поверх><ностях,><а><в><пазах,><отверстиях><или><узких><щелях><лаки><не><осаждаются.><Наличие><на><изделиях><чрезмерно><острых><кромок><отрицательно><влияет><на><качество><формируемых><покрытий.>
<Основные><преимущества><способа><электростатического><нанесения:><универсальность;><сокращение><потерь><на><туманообразованйе><и><проле><тание><частиц><мимо><изделия><до><5><...><><10><%><и><общее><сокращение><расхода><лака;><снижение><расхода><электроэнергии><на><вентиляцию><камер><и><сокра><щение><кратности><воздухообмена><в><цехах;><возможность><автоматизации><процесса><лакирования;><повышение><качества><покрытий><за><счет><более><равномерной><их><толщины.>
<К><недостаткам><метода><следует><отнести><необходимость><применения><низковязких><распыляемых><материалов><и><связанное><с><этим><низкое><со><держание><сухого><остатка><многих><лаков><и><красок.
>
<4.4. ><НАНЕСЕНИЕ ><ЖИДКИХ ><ЛАКОКРАСОЧНЫХ ><МАТЕРИАЛОВ ><МЕТОДОМ ><ПРЯМОГО ><КОНТАКТА ><С ><ПОВЕРХНОСТЬЮ ><ДРЕВЕСИНЫ
>
<При><нанесении><лакокрасочных><материалов><методами,><основанными><на><прямом><контакте><с><поверхностью><древесины,><следует><иметь><в><виду,><что><в><большинстве><случаев><должно><быть><обеспечено><образование><на><изделии><тонкого><><><и><равномерного><по><всей><поверхности><слоя><лака><или><краски,><превращающегося><затем><в><твердое><и><ровное><покрытие.>
<Выбор><того><или><иного><метода><нанесения><зависит><от><вида><и><свойств<лакокрасочных><материалов,><а><также><от><формы><и><размеров><отделывае><мых><деталей><и><изделий.>>
<Нанесение><лакокрасочных><материалов><окунанием><—><простой><и><произ><водительный><метод,><который><может><быть><с><успехом><применен><как><в><механизированном,><так><и><в><немеханизированном><производстве.>
<Сущность><метода><заключается><в><том,><что><отделываемые><изделия><погружают><в><ванну,><заполненную><лакокрасочным><материалом,><затем><извлекают><из><ванны><и><выдерживают><в><течение><определенного><времени><над><ванной><или><лотком><для><стекания><избытка><лакокрасочного><мате><риала><с><поверхности.><При><окунании><изделия><окрашиваемые><поверхности><смачиваются><жидким><лакокрасочным><материалом,><а><при><извлечении><изделия><из><ванны><за><счет><адгезии><и><вязкости><лаки><и><краски><удерживают><ся><на><его><поверхности.><Качество><и><толщина><покрытия><определяются><свойствами><поверхности,><а><также><химическими><и><структурно-механичес><кими><характеристиками><наносимого><материала.>
<Условием><применения><этого><метода><является><простая,><хорошо><обте><каемая><форма><изделия,><без><внутренних><гнезд><и><полостей,><в><которых><могли><бы><задерживаться><лакокрасочные><материалы.><Таким><методом><можно><отделывать><профильно-погонажные><изделия,><ножки><стульев,><столов,><корпусных><изделий,><рукоятки><ножей,><инструментов,><спиннин><гов,><гнуто-клееные><элементы><диванов,><кресел,><детали><сельхозмашин,><вагонов,><автомобилей><и><др.>
<В><последнее><время><в><связи><с><появлением><новых><видов><лакокрасоч><ных><материалов><и><их><модификаций><в><промышленности><стали><широко><применять><метод><окунания><для><отделки><изделий><сложной><формы><с><раз><витой><пространственной><ориентацией><элементов><или><сквозными><отвер><стиями,><прорезями><различной><конфигурации><и><другими><видами><декора><тивной><обработки><резанием><или><давлением.><К><таким><изделиям><относят><ся><стулья><в><собранном><виде,><щипковые><музыкальные><инструменты,><детские><кроватки><и><др.>
<При><нанесении><лакокрасочных><материалов><методом><окунания><качест><во><покрытия><характеризуется><толщиной><пленки><и><ее><профилем><(равно><мерность><толщины><покрытия><по><длине><изделия).><На><толщину><слоя><покрытия><на><детали><оказывает><влияние><ряд><факторов.><Схема><на><несения><жидких><материалов><методом><окунания><на><примере><плоской><пластины><представлена><схематически><на><рис.><4.13.><При><погружении><скорость><окунания><деталей><в><ванну,><однако,><не><должна><быть><большой,><так><как><при><быстром><погружении><деталь><увлекает><за><собой><воздух,><который><образует><пузырьки><на><покрытии><детали><при><ее><извлечении><из><ванны.>
<При><извлечении><изделия><><из><жидкости><с><постоянной><скоростью><vв ><увлекается><><><не><><только><><слой><><><адсорбированной><><><жидкости;><><><вследствие><адгезии><><и><><внутреннего><трения><F ><движение><будет><передаваться><парал><лельным><слоям><лака,><><которые><также><будут><подниматься,><но><со><ско<ростью><vn ><.><Эти><слои><будут><также><испытывать><действие><силы><тяжести><Р, ><вызывающей><стекание><жидкого><материала><со><скоростью><v><р><. ><Сум><марная><скорость><движения><каждого><элементарного><слоя><v><х><, ><находя><щегося><на><расстоянии><х><от><поверхности><изделия,><будет><равна>>
<![]() >
>
< >
>
<Рис.><><4.13.><><Схема><сил,><><действующих><><на><><жидкость><при><извлечении><из><нее><изделия>
<Рис.><4.14.><Схема><распределения><скоростей><в><слое><жидкости><при><извлечении><из><нее><изделия>
<При><условии><ламинарного><движения><и><исключения><силы><тяжести><скорость><отдельных><слоев><изменяется><равномерно><по><мере><удаления><от><изделия><и><на><расстоянии><а ><становится><равной><нулю.><При><этом><зави><симость><vn ><=><f(х)><прямолинейная><(рис.><4.14),><а><градиент><скорости><d><vn ></dx><=><const.><В><реальных><условиях,><когда><действует><сила><тяжести><Р, ><характер><зависимости><изменяется,><объем><жидкости,><увлеченной><изде><лием,><всегда><меньше><(на><рисунке><он><показан><в><виде><заштрихованной><площади).><Если><принять><ширину><слоя><за><единицу,><а><толщину><за><dx,><то><dv ><составит>
<![]() >
>
<а><объем><всей><жидкости,><увлеченной><изделием><в><единицу><времени,><будет><равен><>
<![]() >
>
<Увлеченный><деталью><слой><жидкости><затем><стекает><под><действием><собственной><тяжести,><и><если><это><нелетучая><жидкость,><то><независимо><от><скорости><извлечения><на><поверхности><детали><остается><слой,><толщина><которого><определяется><вязкостью,><плотностью><и><энергетическими><фак><торами><взаимодействия><жидкости><с><поверхностью><твердого><тела.>
<При><окунании><в><высыхающие><жидкости,><какими><являются><лакокра><сочные><материалы,><процесс><усложняется><непрерывным><изменением><вязкости><нанесенного><слоя,><вследствие><чего><стекание><его><замедляется,><а><затем><прекращается.><Очевидно,><что><быстросохнущие><лакокрасочные><материалы><при><прочих><условиях><образуют><более><неравномерные><и><толс><тые><покрытия,><чем><медленносохнущие.><Равномерное><распределение><по><поверхности><быстросохнущего><материала><может><быть><обеспечено,><если><изделие><после><окунания><поместить><в><атмосферу,><насыщенную,><парами><растворителей. ><В ><этом ><случае ><испарение ><растворителей ><лакокрасочного ><материала><замедляется><или><может><быть><совсем><прекращено,><вязкость><поверхностного><слоя><не><увеличивается,><то><позволяет><лакокрасочному><материалу >< >< ><равномерно >< >< ><распределяться >< >< ><на >< >< ><поверхности >< >< ><без >< >< ><натеков.>
<Если><из><лакокрасочного><материала><извлекать><изделия><бесконечной><длины><с><постоянной><скоростью,><то><независимо><от><скорости><извлечения,><вязкости,><плотности><и><скорости><высыхания><после><начального><периода><должна><установиться><постоянная><по><длине><изделия><толщина><покрытия.>
<На><практике><отделывают><изделия><небольшой><длины,><и><образование><покрытия><на><них><происходит><в><начальный><период><при><еще><неустановив><шемся><процессе.><Поэтому,><несмотря><на><постоянную><скорость><извлече><ния,><толщина><покрытия><обычно><оказывается><неравномерной,><она><всегда><значительно ><меньше ><в ><верхней ><части ><изделия, ><чем ><в ><нижней. ><Эта ><неравно><мерность><повышается><при><быстром><извлечении><детали><из><быстросохну><щих><составов.>
< Повышение><скорости><извлечения><отрицательно><сказывается><на><рав><номерности><толщины><покрытия><по><длине><детали><(рис.><4.15).><При><исполь><зовании><высоковязких><материалов><можно><значительно><снизить><скорость><извлечения><без><снижения><производительности,><так><как><для><получения><покрытия><необходимой><толщины><требуется><меньшее><число><нанесений.><Однако><высоковязкие><(370><.><.><.><410><с><по><ВЗ-246)><нитроцеллюлозные><лаки,><для><которых><отработан><режим><нанесения><со><скоростью><извлечения><0,1><м/мин,><в><настоящее><время><не><применяются><в><промышленности.><Кроме><того,><высоковязкие><материалы><не><обладают><достаточным><розли><вом,><что><приводит><к><появлению><дефектов><(наплывов,><шагрени><и><др.).><Для><устранения><причин,><приводящих><к><дефектам,><лакокрасочные><мате><риалы><разбавляют,><однако><это><нежелательно,><так><как><уменьшается><со><держание><сухого><остатка,><что><приводит><к><необходимости><увеличить><число><наносимых><слоев,><а><также><к><нерациональному><расходыванию><дефицитных><дорогостоящих><растворителей.><Поэтому><для><высокодеко><ративной><><отделки><методом><окунания><целесообразно><применять><моди<фицированные><лакокрасочные><материалы,><а><режимы><отделки><определить><опытным><путем><применительно><к><конкретным><условиям>производства.>
Повышение><скорости><извлечения><отрицательно><сказывается><на><рав><номерности><толщины><покрытия><по><длине><детали><(рис.><4.15).><При><исполь><зовании><высоковязких><материалов><можно><значительно><снизить><скорость><извлечения><без><снижения><производительности,><так><как><для><получения><покрытия><необходимой><толщины><требуется><меньшее><число><нанесений.><Однако><высоковязкие><(370><.><.><.><410><с><по><ВЗ-246)><нитроцеллюлозные><лаки,><для><которых><отработан><режим><нанесения><со><скоростью><извлечения><0,1><м/мин,><в><настоящее><время><не><применяются><в><промышленности.><Кроме><того,><высоковязкие><материалы><не><обладают><достаточным><розли><вом,><что><приводит><к><появлению><дефектов><(наплывов,><шагрени><и><др.).><Для><устранения><причин,><приводящих><к><дефектам,><лакокрасочные><мате><риалы><разбавляют,><однако><это><нежелательно,><так><как><уменьшается><со><держание><сухого><остатка,><что><приводит><к><необходимости><увеличить><число><наносимых><слоев,><а><также><к><нерациональному><расходыванию><дефицитных><дорогостоящих><растворителей.><Поэтому><для><высокодеко><ративной><><отделки><методом><окунания><целесообразно><применять><моди<фицированные><лакокрасочные><материалы,><а><режимы><отделки><определить><опытным><путем><применительно><к><конкретным><условиям>производства.>
<Рис.><><4.15.><><><Зависимость><><толщины><><><покрытия><><><нитроцеллюлозного><><лака><от><длины>
<изделия><и><скорости><извлечения><его><из><ванны:><1 ><- ><скорость><0><;><05><м/мин;><2><-0,5><м/мин;><3 ><-><1><м/мин;><4- ><1,5><м/мин;><5-2><м/мин>
<><Нанесение><><><лакокрасочных><><><материалов><><><методом><><><окунания><><><может><осуществляться><в><различных><вариантах.><В><условиях,><когда><объем><окра><сочных><работ><невелик,><а><окрашиваемые><изделия><имеют><небольшие><массу><и><габаритные><размеры,><применяют><ванны,><в><которые><изделия><погружают><и><извлекают><вручную><(рис.><4.16,><а).><При><массовом><производстве><изделия><подают><конвейерами><в><ванну><периодического><или><непрерывного><дейст><вия><><><(рис.><4.16,><б, ><в).><Ванны><непрерывного><действия><имеют><сточный><лоток><для><сбора><стекающего><с><изделия><лакокрасочного><материала><и><на><сос><для><перемешивания,><особенно><пигментированных><составов><(красок><и><эмалей).><><><Перемешивание><><><осуществляется><><><путем><><><отбора><><из><><верхней><части><ванны><или><из><кармана><и><подачей><через><трубопровод><с><отверстиями><в><нижнюю><часть><ванны,><при><этом><кратность><обмена><материала><составляет><3><...><5><об/ч.><Постоянная><вязкость><лакокрасочного><материала><в><процессе><работы><ванны><поддерживается><дозировкой><растворителя><из><мерного><бач><ка><с><помощью><насоса.>
<Чтобы><применять><беспарафиновые><полиэфирные><лаки,><при><использо><вании><которых><можно><получать><методом><окунания><качественные><покры><тия><без><облагораживания,><необходимо><повысить><жизнеспособность><полимеризующихся><систем.><Способ><повышения><жизнеспособности><полимеров><предложен><в><Лесотехнической><академии><имени><СМ.><Кирова,><по><которому><в><рабочий><раствор><лака><в><ванне><вводят><0,3><...><0,4><%><гидро><хинона><по><отношению><к><массе><всего><лака><при><пуске><установки,><а><по><мере><расходования><><в><><ванну><><добавляют><свежий><лак><с><тем><же><содержанием гидрохинона.>

<Рис.><4.16.><Схема><установки><для><окраски><окунанием:><а ><—><с><ручным><погружением><изделия;><б><—с><погружением><изделия><на><пульсирующем><конвейере><с><помощью><опускного><механизма;><в ><—><с><погружением><изделий><на><кон><вейере><непрерывного><действия;><><
><1><—><ванна;><><2><—><насос;><3 ><— ><карман;><4 ><— ><сточный><лоток;><5 ><— ><изделие;><6 ><—><конвейер>
<><При><этом><вязкость><свежего><лака><должна><быть><30><...><40><с><по><ВЗ-246,><вязкость><лака><в><рабочей><ванне><в><процессе><работы><40><.><.><.><70 ><с. ><Температуру ><лака ><в ><ванне ><необходимо ><поддерживать ><за ><счет ><охлаж><дения><16><...><20><°С.>
<Для><компенсации><расхода><лака><и><поддержания><постоянного><уровня><в><ванне><при><окунании><изделия><применяют><различные><устройства.><Уст><ройство><(рис.><4.17)><может><быть><использовано><для><увеличения><жизне><способности><лаков><кислотного><отверждения><МЧ-52><и><МЛ-2111,><а><также><уралкидных><АУ-271.>
<Отделка><изделий><из><древесины><методом><окунания><имеет><следующие><преимущества:><не><требуется><сложное><оборудование,><а><также><высококва><лифицированный><персонал><для><обслуживания><установок;><возможность><полного><механизирования;><одновременная><отделка><наружных><и><внут><ренних><поверхностей><большого><числа><различных><изделий;><практически><отсутствие><потерь><лакокрасочных><материалов;><возможность><создания><покрытия><с><высокими><показателями><качества><за><одну>технологическую<операцию><без>облагораживания;<совмещение><операций><грунтования><и><лакирования><на><одном><и><том><же><оборудовании.>
<
 >
>
<Рис.><><4.17.><Устройство><для><увеличения><жизне><><способности
><лака><при><отделке><изделий><мето><><дом><окунания:><>
<1 ><— ><ванна;><2><—><перегородка;><3 ><—><отсек;><4 ><—><шнековый><насос;><><><5, ><9 ><—><трубопровод;><><6 ><— ><патрубок;><><7><—><бак><для><свежеприготовленного><лака;><8 ><—><краны>
< >
>
<Рис.><4.18.><Принципиальная><схема><установки><для><окраски><изделий><струйным><обливом:><1><—><воздушные><завесы;
><2 ><—><входной><и><выход><ной><тамбуры;><3 ><—><контур><с><соплами;><4 ><—><ка><мера><облива;><5><—><изделие;><6 ><— ><конвейер;><7><—><паровой><туннель;><8 ><—рециркуляционная><i><вентиляция;><9 ><—><насос;><><
><10 ><—><бак><для><краски>
<К><недостаткам><метода><могут><быть><отнесены><возможность><отделки><изделий><только><обтекаемой><формы><без><внутренних><полостей><и><уступов;><неравномерность ><покрытия ><по ><толщине; ><потребность ><создания ><специаль><ных><условий><повышения><жизнеспособности><реакционных><систем;><необ><ходимость><больших><объемов><рабочих><растворов><лакокрасочных><мате><риалов;><потери><растворителей><с><открытого><зеркала><ванны.>
<Нанесение ><лакокрасочных ><материалов ><методом ><струйного ><облива. ><При><нанесении><лакокрасочных><материалов><способом><облива><законо><мерности><те><же,><что><и><для><способа><окунания.><Особенностью><способа><является><нанесение><краски><с><избытком,><который><должен><стечь><с><изделия><под><влиянием><силы><тяжести.><Так><как><стекание><происходит><медленно><и><сопровождается><><испарением><><из><><краски><><растворителей,><то><вязкость<стекающего><слоя><непрерывно><повышается,><что><приводит><к><образова><нию><неравномерных><по><толщине><покрытий.><Они><всегда><толще><в><нижней><части><изделия,><а><на><нижней><ее><кромке><образуются><натеки><в><виде><капель><Продолжительность><стекания><в><основном><определяется><вязкостью><лако><красочного><материала><и><скоростью><испарения><входящих><в><ее><состав><растворителей.><Поэтому><этот><способ><можно><применить><для><создания><медленносохнущих><покрытий><и><только><в><тех><случаях,><когда><к><качеству><покрытии><не><предъявляется><высоких><требований.>>
<Равномерное><по><толщине><покрытие><на><поверхности><изделий><можно><получить,><если><изделие><сразу><после><обливания><краской><поместить><в><ат><мосферу, ><содержащую ><определенную ><концентрацию ><паров ><растворителей ><этой><краски.><В><результате><этого><замедляется><или><прекращается><нараста><ние><вязкости><и><поверхностного><натяжения><лакокрасочного><материала><и><создаются><условия><для><его><растекания><и><удаления><избытка><с><поверх><ности.><>
<В><промышленных><условиях><нанесение><лакокрасочных><материалов><осуществляется><на><установках><(рис.><4.18),><позволяющих><механизиро><вать><и><автоматизировать><процесс><отделки.><В><установку><входят><подвесной><конвейер><с><монорельсом,><на><котором><изделия><проходят><через><входной><тамбур><с><воздушной><завесой,><камеру><облива,><оборудованную><системой><трубопроводов><для><подачи><лакокрасочного><материала><к><соплам><и><тун><нель ><с ><атмосферой, ><содержащей ><пары ><растворителей. ><Для ><стекания ><из><лишков><лакокрасочного><материала><в><емкости><системы><облива><туннель><делается><с><наклонным><полом,><в><котором><вмонтированы><лотки><V-образ><ной><формы.><Установка><оборудована><двумя><системами><вентиляции><рециркуляционной><для><поддержания><в><туннеле><необходимой><концентра><ции><паров><растворителей><и><затворной,><создающей><воздушные><завесы><в><тамбурах><установки.><Изделия><подвешивают><на><конвейере><так><чтобы><любая><поверхность><их><была><наклонена><по><отношению><к><горизонту><не><менее><чем><на><13><°.>
<Требования><к><лакокрасочным><материалам,><наносимым><струйным><об><ливом,><во><многом><аналогичны><тем,><которые><предъявляются><при><окраске><окунанием.><Этим><способом><наносят><в><основном><алкидные,><масляно-><, феноло-,><карбамидоформальдегидные><и><водоразбавляемые><краски><и><эмали.>
<Способом><струйного><облива><грунтуют><и><окрашивают><изделия><узлы><или><детали><из><древесины><и><древесных><материалов,><к><которым><не><предъ><являют><высоких><требований><по><качеству><отделки:><оконные><и><дверные бл><оки,><детали><комбайнов,><тракторов,><пассажарских><вагонов><и><др.>
<К><недостаткам><метода><можно><отнести><громоздкость><установок><и><по><вышенный><расход><растворителей,><достигающий><в><некоторых><случаях><><><><><150…200><%><от><количества><применяемых><лакокрасочных><материалов.>
<Нанесение ><лакокрасочных ><материалов ><способом ><на ><налива. ><Нанесение ><лакокрасочных><материалов><наливом><представляет><разновидность>способа<облива,><при><котором><лакокрасочный><материал><наносят><в><виде><широ><кой><плоской><струи,><перекрывающий><всю><ширину><детали,><в><строго><дози><рованном><количестве.><Дозирование><предусматривает><подачу><на><единицу><поверхности><такого><одинакового><количества><материала,><при><котором><исключается><его><стекание><и><одновременно><достигается><хорошее><распре><деление><по><горизонтальной><поверхности.><Такую><завесу><можно><получать><сливая><жидкий><материал><через><плотину><или><узкую><щель><в><стенке><или><дне ><сосуда. ><Для ><этой ><цели ><используют ><лаконаливные ><машины ><различных ><конструкций><(рис.><4.19).>

<Рис.><4.19.><Схема><работы><лаконаливной><машины:>
<1 ><— ><наливочная><головка;><2 ><—><изделие;
><3 ><— ><конвейер;><4 ><—><приемный><лоток;
><5><—><отстойный><бак;><6 ><— ><насос;><7><—><фильтр>
<Лакокрасочный><материал><подается><на><изделие><из><наливочной><головки.><Не ><попавший ><на ><изделие ><материал ><(ширина ><завесы ><всегда ><больше ><шири><ны><детали)><улавливается><приемным><лотком><и><направляется><в><отстой><ный><бак,><откуда><освобожденный><от><пузырьков><воздуха><вновь><возвра><щается><в><лаконаливную><головку.><Детали><с><помощью><конвейера><переме><щаются><под><наливной><головкой,><которая><определяет><профиль><вытекаю><щей><струи><и><расход><лакокрасочного><материала.><В><промышленности><наш><ли><широкое><применение><наливные><головки,><слив><из><которых><происхо><дит><через><донные><щели.><Применяются><также><устройства><для><получения<сплошной><лаковой><завесы,><в><частности><наклонные><экраны,><сливные><плотины><и><комбинации><этих><устройств><(рис.><4.20).>>

<Рис.><4.20.><Устройство><для><получения><лаковой><завесы:><а ><—><наклонный><экран;><><б ><— ><наклонный><экран><с><заслонкой;><в><—><закрытая><разли><вочная><головка><с><донной><щелью;><г ><— ><разливочная><головка><со><сливной><плотиной;><д ><—><разливочная><головка><со><сливной><плотиной><и><экраном;><><><1><—><коллектор;><2><т-><экран;><><3 ><— ><деталь;><><><4 ><—><поворотная><заслонка;><5><—><донная><щель;><6 ><— ><плотина;><7><—><стенка><с><фильтром>
<Разливочные><головки><с><экраном><представляют><собой><наклонную><плоскость><с><прямой><горизонтальной><нижней><кромкой><(рис.><4.20,><а).><Лакокрасочный><материал><подается><на><экран><разливной><трубой,><снаб><женной><рядом><сопел.><Для><улучшения><распределения><жидкости><по><экрану><его><оснащают><поворотной><заслонкой><(рис.><4.20,><6").><Общий><недостаток><устройств><с><экраном><—><большая><открытая><поверхность,><с><которой><проис><ходит><испарение><растворителей.><Это><влечет><за><собой><излишнюю><их><поте><рю><и><быстрое><изменение><вязкости><лака,><циркулирующего><в><системе><машины.>
<На><рис.><4.20,><в><показано><устройство,><в><котором><сплошная><завеса><лака><достигается><выпуском><его><через><узкую><регулируемую><щель><в><дне><разли><вочной><головки,><которое><может><сообщаться><с><атмосферой><или'><быть><герметически><закрыто><крышкой.>
<Схема><обливочного><устройства,><в><котором><образование><лаковой><заве><сы><достигается><при><помощи><слива><через><плотину><в><боковой><стенке,><показана><на><рис.><4.20,><г. ><Регулирование><расхода><в><данном><случае><осуще<ствляется><за><счет><изменения><количества><лака,><нагнетаемого><в><разливоч><ную><головку><в><единицу><времени.>>
<Наиболее><совершенной><головкой><является><комбинированное><устрой-><ство><со><сливной><плотиной><и><экраном><(рис.><4.20,><д). ><Головка><имеет><два><отсека,><разделенных><перегородкой><с><сетчатым><фильтром.><Стекание><лака><по><плотине><и><экрану><способствует><очистке><лака><от><пузырьков><воз><духа ><непосредственно ><перед ><наливом ><на ><деталь ><и ><созданию ><равномерного ><жидкого><слоя><на><поверхности.><Подобные><головки><устанавливают><на><всех><><отечественных><лаконаливных><машинах><ЛМ45-1,><ЛМ140-1><и><др.><>
<Лаконаливные><машины><бывают><с><одной><разливочной><головкой><для><><нанесения><однокомпонентных><лаков><и><с><двумя><(иногда><тремя)><для><нане><><сения><двухкомпонентных><лаков,><например><полиэфирных.><В><таких><маши><нах><каждая><головка><имеет><индивидуальную><замкнутую><систему><цирку><ляции><лакокрасочных><материалов.><Имеется><механизм><регулирования><положения><головок><по><высоте><и><установки><их><в><горизонтальной><плос><кости.><Так><как><за><счет><поверхностного><натяжения><жидкости><широкая><завеса><собирается><в><узкую><круглую><струю,><расстояние><от><головки><до><поверхности><обливаемой><детали><должно><быть><небольшим,><обычно><оно><составляет><50><...><110><мм.>
<Принципиально><нет><ограничений><в><нанесении><любых><жидких><материа><лов><этим><способом.><Способом><налива><можно><наносить><одно-><и><много><слойные,><однородные><и><разнородные><покрытия.><Поскольку><на><лакона><ливных><машинах><формируют><покрытия><лишь><на><деталях><и><щитах><с><плоскими><поверхностями,><то><окрашивается><только><одна><сторона><изде><лия.><Если><необходимо><отделать><обратную><сторону><или><кромки><щитов,><их><переворачивают><><><(после><отверждения><первого><покрытия)><><и><процесс><повторяют.>
<Регулировать><толщину><наливаемого><слоя><лака><можно,><изменяя><пара><метры><лаковой><завесы,><напор><лака><в><головках,><скорость><подачи><деталей.><Регулировать><расход><из><лаконаливной><головки><в><широких><пределах><очень><сложно,><поэтому><регулирование><толщины><в><основном><осущест><вляют><за><счет><изменения><скорости><подачи><в><интервале><40><...><140><м/мин.><При><таких><скоростях><подачи><в><производственных><потоках><затруднитель><но><включать><машины><в><автоматические><линии,><так><как><детали><сначала><надо ><разгонять, ><а ><затем ><затормаживать. ><Это ><особенно ><сложно ><при ><нанесе><нии><покрытий><на><тяжелые><и><громоздкие><детали><(щиты><больших><разме><ров)><.>
<С><помощью><лаконаливных><машин><можно><наносить><лакокрасочные><материалы><не><только><на><пласти><щитов><или><широкие><детали,><но><и><на><кромки><щитов.><В><этом><случае><в><машине><используют><вертикальные><стержни,><верхними><концами><касающиеся><сливного><отверстия.><Сливае><мая><из><разливочной><головки><жидкость><смачивает><стержни><и><в><результа><те><адгезии><к><стержням><и><поверхностному><натяжению><образует><пленку,><растянутую><><><между><><><стержнями.><><При><><проходе><><щита><><через><><эту><><пленку<отсекаемые><ребрами><щита><края><струи><вследствие><поверхностного><натя><жения><прижимаются><к><стержням,><исключая><возможность><контакта><струй><с><боковыми><поверхностями><щитов.>>
<Наиболее><распространенный><дефект><покрытий><—><газонаполнение.><Он><возникает><в><результате><попадания><воздуха><в><струю><краски><или><ее><микродиспергирования><при><соприкосновении><с><быстро><движущейся><поверхностью.><Устранение><этого><и><других><дефектов><достигается><изме><нением><параметров><лакокрасочного><материала><(вязкости,><поверхностно><го><натяжения)><и><режимов><работы.>
<Лаконаливные><машины><—><наиболее><производительный><вид><оборудо><вания.><Большим><достоинством><их><является><также><высокий><коэффициент><полезного><использования><в><них><лакокрасочного><материала,><потери><которого><складываются><из><испаряющегося><во><время><циркуляции><лака><растворителя><и><неизбежных><отходов><при><промывке><машин><на><время><перерывов><в><работе.>
<Общим><недостатком><получения><покрытий><способом><налива><является><завив><передней><кромки><в><момент><прохода><детали><под><лаковой><завесой><и><ограниченность><их><применения><(лишь><для><деталей><и><щитов><с><плоскими><поверхностями><или><с><поверхностями,><имеющими><небольшую><кривизну).>
<Нанесение><лакокрасочных><материалов><методом><протягивания.><Сущ><ность ><метода ><заключается ><в ><протягивании ><отделываемых ><деталей ><через ><отверстия><в><закрытой><ванне,><форма><и><размеры><которых><соответствуют><сечению ><деталей. ><Для ><исключения ><утечки ><лака ><детали ><должны ><подаваться ><торец><в><торец.><Такой><способ><применим><для><длинномерных><изделий><с><постоянным><поперечным><сечением><(карандаши,><плинтусы,><карнизы,><круглые><палки,><раскладка><по><стеклу><и><др.).>
<Принципы><работы><оборудования><показаны><на><рис.><4.21.><Детали><про><фильными><подающими><вальцами><непрерывно><проталкиваются><через><отверстия><ванны,><наполненной><лакокрасочным><материалом.><Для><предот><вращения><опрокидывания><деталей><и><придания><им><необходимого><направ><ления><движения><служит><втулка.><Отверстия><в><стенках><закрыты><сменными><резиновыми><шайбами-фильерами><с><отверстиями><для><прохождений><детали.><Меняя><жесткость><резиновых><шайб><и><степень><обжатия><детали><шайбой,><можно><в><известных><пределах><обеспечить><герметичность><конст><рукции><и><регулировать><толщину><остающегося><на><детали><лакокрасочного><материала.><Покрытая><тонким><слоем><лака><или><краски><деталь,><выйдя><из><емкости,><падает><на><приемный><конвейер><корытообразной><формы,><что><исключает><прилипание><деталей><и><порчу><покрытия.>
<Для><лакирования><и><окраски><способом><протягивания><применяют><в><основном><быстросохнущие><лакокрасочные><материалы><с><высокой><кон><центрацией><пленкообразователей><(до><50><...><><60><%)><и><вязкостью,><дости><гающей><300><с><по><методу><падающего><шарика.><Повышение><способности><распределяться><по><поверхности><обеспечивается><нагревом><материала><в><><ванне><><и><его><принудительным><распределением><шайбами-фильерами.>
< >
>
<Рис.><4.21.><Схема><нанесения><лакокрасочных><материалов><методом><протягивания:
><1><—><деталь;><2 ><— ><профильные><подающие><вальцы;><3 ><— ><втулка;><4 ><— ><труба><для><подачи><лакокрасочных><материалов;><5 ><—><сливная><труба;><6 ><—><сушильный><конвейер;
><7 ><— ><отделанная><деталь;><8 ><— ><вентиль;><><9 ><—><ванна><с><лакокрасочным><материалом:><><
><10 ><—><шайбы-фильера
>
<Лакокрасочные><><материалы><подаются><в><ванну><через><трубу><самотеком.>
<Толщина><наносимого><за><один><проход><покрытия><очень><мала,><поэтому><изделия><проталкиваются><через><ванну><4><...><12><раз,><с><промежуточной><суш><кой><каждого><нанесенного><слоя.><Длительность><сушки><для><быстросох><нущих><лаков><составляет><15><...><><30><с.>
<Способ><протягивания><производителен,><достаточно><экономичен,><позво><ляет><механизировать><и><автоматизировать><отделочные><работы,><однако><имеет><большие><ограничения><по><форме><покрываемых><изделий.>
<Нанесение ><лакокрасочных ><материалов ><во ><вращающихся ><барабанах. ><Метод><заключается><в><том,><что><детали><округлой><формы><(рукоятки,><для><инструментов,><биллиардные><шары,><шахматные><фигуры><и><др.)><перво><начально><окунают><в><лак><или><краску><в><металлической><корзине,><а><затем><высыпают><в><барабан,><снабженный><мелкими><отверстиями><на><боковых><стенках.><Барабан><закрывают><и><приводят><во><вращение.><Благодаря><враще><нию><барабана><детали><все><время><перекатываются><друг><по><другу><и><краска><или ><лак ><равномерно ><распределяются ><по ><их ><поверхности. ><Вращение ><бара><бана ><предохраняет ><от ><склеивания ><деталей ><между ><собой. ><Изделия ><загру><жают ><в ><барабан ><обычно ><на ><2/3 ><объема. ><Частота ><вращения ><барабана ><состав><ляет><25><...><50><мин><-1><.><Вращение><барабана><проводится><до><полного><высыха<ния>покрытия.>
<Рис.><4.22.><Схема><вальцевого><лаконаносящего><станка:>
<1 ><—><наносящий><валец;><2 ><— ><ракель;><3 ><—><дозирующий><валец;><4 ><—><прижимной><ролик;>
<5><—><ленточный><конвейер;><6 ><—><опорный><приводной><валец;><7><—><деталь>
< >
>
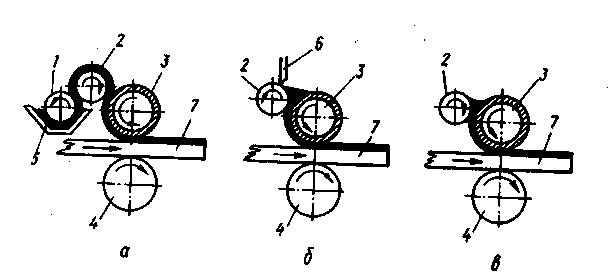
<Рис.><4.23.><Схемы><питания><наносящих><вальцов><лакокрасочным><материалом:><а ><—><от><питательного><вальца,><погруженного><в><лакокрасочный><материал;><б ><—><подачей><материала><в><зазор><между><наносящим><вальцом><и><дозирующим,><вращающимися><.><навстречу><друг><другу;><в><—><подачей><в><зазор><между><наносящим><вальцом><и><дози><рующим,><вращающимся><попутно><наносящему;><1><—><питательный><валец;><2 ><—><дози><рующий><валец;><3 ><— ><обрезиненный><наносящий><валец;><4 ><— ><направляющий><валец;><5><—><ванна><с><лакокрасочным><материалом;
><6 ><—><ракель;><7 ><—><деталь>
<><Для><ускорения><сушки><нередко><через><полую><ось><барабана,><снабженную><отверстиями,><подают><в><полость><барабана><горячий><воздух.>
<Для><нанесения><лакокрасочных><материалов><этим><способом><лучше><использовать><быстровысыхающие><лаки><и><краски><(нитроцеллюлозные,><спиртовые). ><Продолжительность ><обработки ><в ><барабанах ><определяется ><опытным><путем,><но,><как><правило,><она><колеблется><в><интервале><15><.><.><.><45><мин><в><зависимости><от><скорости><высыхания><покрытия.>
<В><некоторых><случаях><после><высыхания><покрытий><и><их><охлаждения><в><барабаны><засыпают><восковые><шарики,><благодаря><которым><происхо><дит><вощение><—><покрытие><тонким><слоем><воска.><В><результате><получаются><гладкие><покрытия><с><шелковистым><блеском.>
<Нанесение><покрытий><в><барабанах><-><экономичный><и><высокопроизво><дительный><метод.><Однако><его><можно><применять><только><для><мелких><и><простых><по><форме><деталей.>
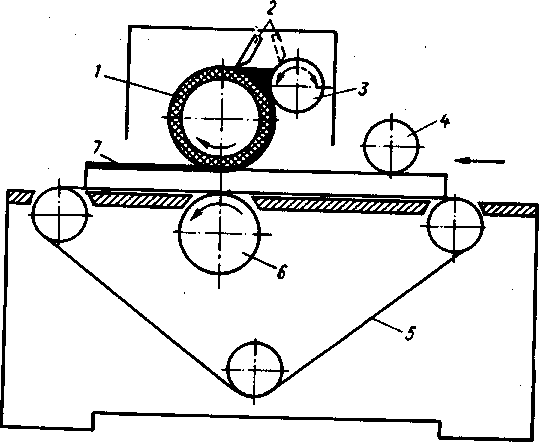
<Нанесение><лакокрасочных><материалов><вальцами.><При><вальцовом><методе ><лакокрасочные ><материалы ><при ><равномерной ><их ><подаче ><на ><вра><щающийся><валец><переносятся><на><движущиеся><детали.>
<Принцип><работы><вальцового><лаконаносящего><станка><показан><на><рис.><4.22.><Отделываемый><щит><с><помощью><ленточного><конвейера><по><дается ><в ><рабочую ><зону, ><где ><обрезиненный ><валец ><наносит ><на ><поверхность ><щита><тонкий><слой><материала.><Специальное><устройство><предотвращает><сбег><ленты><конвейера,><а><поддерживающей><вал,><находящийся><снизу><напротив><наносящего><вала,><уменьшает><трение><ленты><о><стол><станка.><Наносимый><лакокрасочный><материал><подается><насосом><из><бака><в><ем><кость,><образуемую><наносящим><и><дозирующим><вальцами><и><торцевыми><уплотнительными><щечками.><Вальцы><могут><вращаться><в><попутном><или><встречном ><направлениях ><(рис. ><4.23). ><В ><случае ><встречного ><вращения ><на ><дозирующем ><вальце ><устанавливают ><ракель, ><очищающий ><валец ><от ><лако><красочного><материала.><С><помощью><механизма><тонкой><настройки><щели><между><дозирующими><и><наносящими><вальцами><можно><плавно><регулиро><вать><в><интервале><0><...><5><мм><и><одновременно><отводить><дозирующий><валец><на><расстояние><до><80><мм,><необходимое><для><обслуживания><механизма><нанесения.>
<Так><как><на><вальцевых><станках><нанесение><лака><происходит><при><неко><тором><давлении><наносящего><вальца><на><деталь,><то><за><один><проход><нано><сится><слой><толщиной><не><более><50><мкм><(толщина><жидкого><слоя).><При><нанесении><более><толстых><слоев><наблюдается><выдавливание><вальцами><части><лака><на><торцевые><и><боковые><кромки><деталей.>
<Несомненным><преимуществом><вальцевого><метода><является><возмож><ность><нанесения><как><низковязких><материалов><(красителей,><лаков,><эмалей,><печатных><красок),><так><и><высоковязких><составов><(грунтовок><и><шпатлевок),><механизированное><нанесение><которых><другими><способа><ми><практически><невозможно.><По><назначению><все><вальцевые><станки><можно >< >< ><разделить >< >< ><на >< >< ><следующие >< >< ><группы: >< >< ><для >< >< ><крашения, >< ><нанесения><высоковязких><материалов;><нанесения><низковязких><материалов;><пе><чатные.>
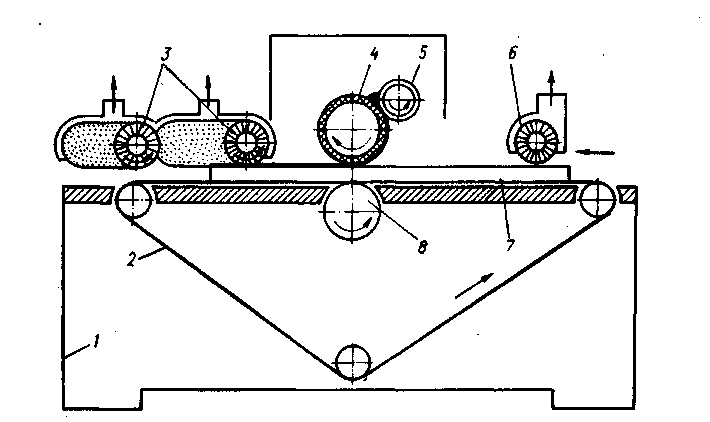
<Рис.><4.24.><Схема><станка><для><крашения><пластей><щитов: 1><—><станина;><2 ><—><ленточный><конвейер;><3 ><—><щетки;><4 ><—><наносящий><валец;><5><—><до><зирующий><валец;><6 ><—><щеточный><барабан><для><удаления><пыли;><7><—деталь;><8 ><-- ><при><водной><опорный><валец>
<Станок,><показанный><на><рис.><4.24,><предназначен><для><нанесения><на><пласти><мебельных><щитов><тонких><слоев><лака,><красящих><составов><и><грун><товок><вязкостью><не><более><60><с><по><ВЗ-246.>
<Скорость><подачи><на><вальцевых><станках><составляет><5><...><25><м/мин,><что><предопределяет><высокую><производительность><метода,><сравнимую><только><с><производительностью><способа><налива.><Преимуществом><метода><является><возможность><нанесения><очень><тонких><лаковых><><покрытий><и><очень><вязких><состав><и><эмульсий.>
<Недостатком ><вальцевого ><метода ><нанесения ><лака ><является ><относитель><но><быстрый><износ><резины><на><наносящих><вальцах><и><ограничение><изделий><по><форме><(только><для><плоских><поверхностей).>
<Особый ><интерес ><представляет ><применение ><вальцевого ><способа ><для ><нанесения><и><втирания><в><древесину><шпатлевочных><и><порозаполняющих><составов,><а><также><матовых><лаков,><применение><которых,><как><правило,><связано><сформированием><тонкослойных><покрытий.>
<Контрольные ><вопросы. ><1.><Какие><принципы><заложены><в><существующие><методы><нанесения><лакокрасочных><материалов?><2.><Что><является><общим><и><чем><различаются><ламинирование><и><кэширование?><3.><Механизм><распыления><жидкостей><при><любых><типах><диспергирующих><устройств.><4.><Что><является><причиной><туманообразования<при><пневматическом><нанесении><лакокрасочных><материалов?><Можно><ли><в><принципе><устранить><это><явление?><6.><Какие><свойства><лакокрасочных><материалов><позволяют><использовать><их><для><электростатического><распыления?><6.><Какие><причины><приводят><к><наиболее><распространенному><дефекту><покрытий><—><газонаполнение><при><нанесении><методом><налива?><7.><Чем><нужно><руководствоваться,><чтобы><выбрать><из><многообраз><ных><методов><нужный><для><конкретных><целей?><8.><Какие><требования><предъявляются><к><древесным><материалам><при><отделке><их><электростатическим><методом?><9.><Назовите><основные><методы><нанесения><лакокрасочных><материалов><на><поверхность><изделий><из><древесины><и><области><их><эффективного><применения.><10.><Какие><методы><наиболее><эффективны><для><нанесения><лакокрасочных><материалов><на><изделия><решетчатой><конструкции><(окна,><стулья)><?><11.><Чем><отличаются><классический><и><короткотактовый><способы><ламинирования?><12.><Какие><известны><разновидности><кэширования><в><зави><симости><от><вида><пленочных><и><клеевых><материалов?
>>