

6 Разработка плана расстановки оборудования
После того как произведен расчет необходимой площади цеха Fо, выбирается ширина цеха В, м, согласно пролету и рассчитывается длина цеха. Ширина пролета без колонн посредине здания – 12, 18 или 24 м, а с колоннами посредине здания – 36 м.
Длина цеха L, м, рассчитывается по формуле
![]() .
(19)
.
(19)
Расчетную длину цеха округляют в большую сторону до кратности, равной 6 м, что соответствует шагу колонн по длине цеха.
В примере расчета общей площади цеха принимаем ширину цеха В = 36 м. Длина цеха по формуле (19) составит
![]() .
.
Принимаем длину цеха, равному ближайшему большему значению, кратному 6: L = 72 м.
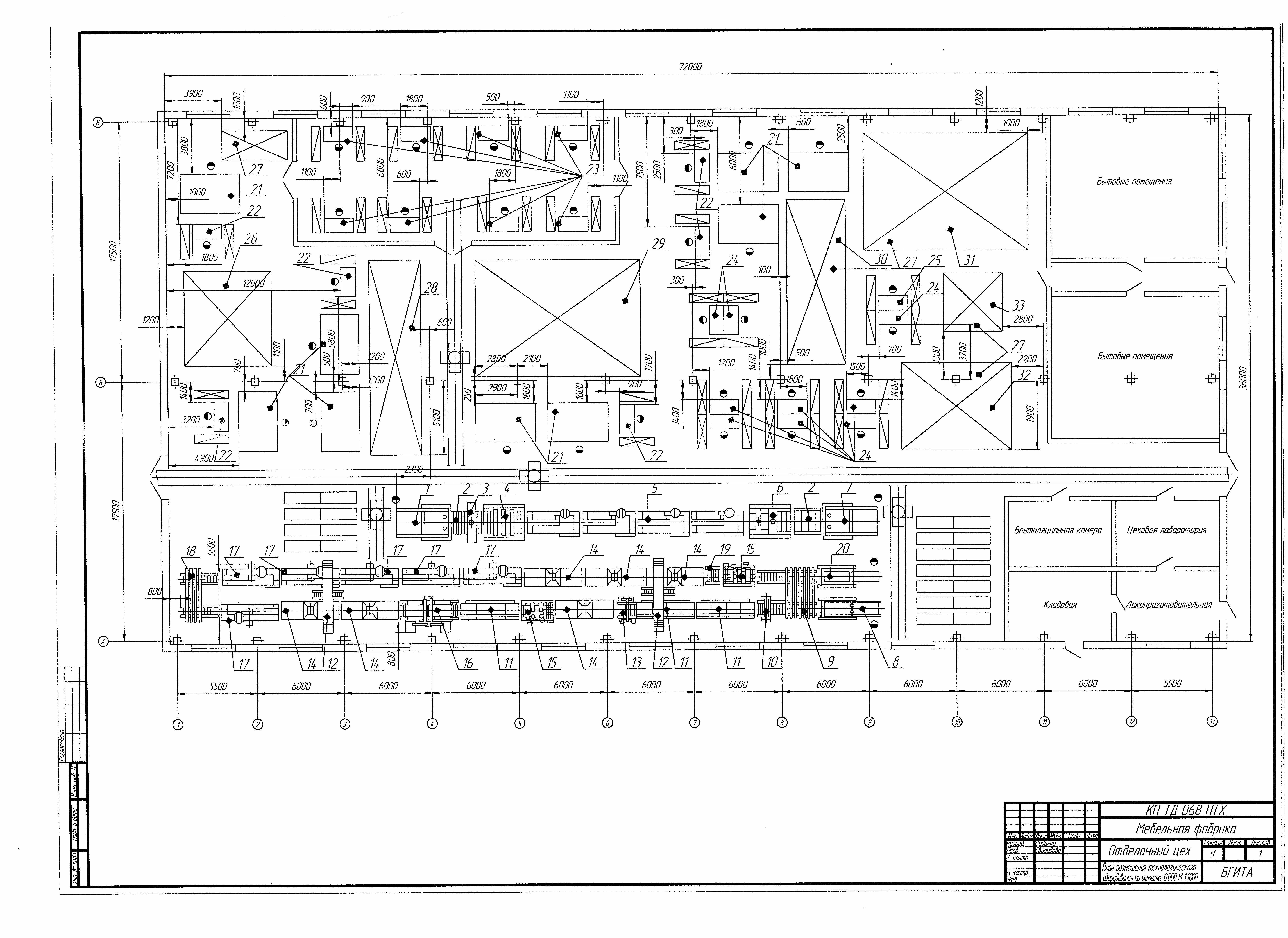
На чертеже в масштабе М 1:100 (М 1:50) наносятся границы цеха, и производится пробная расстановка оборудования и складов (рисунок 1).

Рисунок 1 – Здание цеха отделки
Оборудование в цехе расставляется в соответствии с заранее разработанной схемой технологического процесса в порядке выполнения технологических операций. Необходимо также обязательно учитывать принятое количество единиц оборудования. При расстановке оборудования необходимо оставлять место на проезды и проходы.
Рекомендуется следующая минимальная ширина цеховых проходов и проездов, м:
- основной цеховой проезд – 3,0;
- проход для работающих – 1,4;
- проход к отдельным рабочим местам – 0,8;
- проезд при одностороннем движении тележек – 2,0; двустороннем – 2,5.
Расстояние между оборудованием и элементами зданий должны соответствовать следующим нормам, м:
- от тыльной или боковой стороны станка (линии) до стены – 0,6;
- от продольной стороны складочного места до стены – 1,0;
- между тыльными сторонами станков – 0,7.
Полуфабрикат от станка к станку или рабочему месту должен передаваться непосредственно или соответствующими транспортными средствами, выбор которых является важной задачей при проектировании.
На плане у каждого станка или линии, а также рабочего места должно быть показано расположение штабелей необработанного и обработанного материала (рисунок 2).

1 – рабочий стол; 2 – подстопное место для необработанных деталей; 3 – подстопное место для обработанных деталей; 4 – рабочий; 5 – место для сушки деталей под вытяжным зонтом
Рисунок 2 – Планировка рабочего места
Места межоперационных (промежуточных) складов, места технологических выдержек и места расположения зон сушки под вытяжными зонтами очерчиваются по габаритам тонкой сплошной линией в виде прямоугольника с проведенными внутри диагоналями.
Для размещения щитовых деталей (в плотных стопах высотой до 1,5 м) в настоящее время широкое распространение получили склады, оборудованные системой неприводных или приводных напольных роликовых конвейеров (рольгангов) и рельсовых тележек. Секции рольгангов изготовляют длиной 2000 ,2500, 3000 мм и шириной 800...850 мм.
Схема организации промежуточных складов с помощью напольных рольгангов показана на рисунке 3. Необходимым условием для применения напольных рольгангов является поточность расположения технологического оборудования. Транспортировка брусковых деталей также возможна на напольном рольганге и осуществляется она в контейнерах или на деревянных поддонах.

1 – рельсовый путь; 2 – поворотная тележка; 3 – секции неприводных
напольных роликовых конвейеров
Рисунок 3 - Схема организации склада с помощью напольных рольгангов
Лакоприготовительные отделения располагают в изолированном помещении, обязательно у наружной стены одноэтажного здания с оконными проемами и самостоятельным выходом наружу.
В отделении должна находиться кладовая для хранения текущего запаса лакокрасочных материалов. Она отделяется от основного помещения несгораемыми стенами и должна иметь наружный вход для приема ЛКМ.
Лабораторию целесообразно размещать со смежными с лакоприготовительным отделением помещениями с самостоятельным выходом наружу.
После того, как расстановка оборудования и складов завершена и проверена, приступают к окончательному вычерчиванию плана расстановки технологического оборудования в масштабе М 1:100 (М 1:50).
Участки с вредными выделениями и пылью (шлифовальные, полировальные и т.п.) изолируются от основного производства перегородками. На плане должны быть нанесены колонны с осями, наружные и внутренние стены и перегородки; указаны все внутренние и наружные размеры цеха и отдельных его участков; выполнена привязка технологического оборудования к осям колонн.
Станки, конвейеры, полу- и автоматические линии, складские и транспортные устройства, нанесенные на план, обозначаются порядковыми номерами, под которыми вносятся в спецификацию (приложение Г). Для всех производственных и вспомогательных отделений на плане цеха должны быть сделаны надписи, указывающие их названия.
В отделочном цехе должно быть не менее двух эвакуационных выходов, расположенных рассредоточено по периметру помещения или здания.
Список рекомендуемой литературы
1 Рыбин, Б.М. Технология и оборудование защитно-декоративных покрытий древесины и древесных материалов: учеб. для вузов /Б.М. Рыбин – М.: МГУЛ, 2003. – 568 с.
2 Защитно-декоративное покрытие древесных материалов / В.И. Онегин и др. – СПб.: Профикс, 2006. – 176 с.
3 Зигельбойм, С.Н. Отделочные и монтажные работы в производстве мебели / C.Н. Зигельбойм, П.В. Петров - М.: Лесн. пром-сть,1999. – 216 с.
4 Жуков, Е.В. Технология защитно-декоративных покрытий древесины и древесных материалов: учеб. для вузов / Е.В. Жуков, В.И. Онегин – М.: Экология, 1993. – 304 с.
5 Справочник мебельщика / под ред. В.П. Бухтиярова. Часть 1 и 2.- М.: Лесн. пром-сть,1988.
6 Прудников, П.Г. Справочник по отделке мебели / П.Г. Прудников, Е.Э. Гольденберг, Б.К. Кордонская - Киев: Техника,1982.-255 с.
7 Бухтияров, В.П. Оборудование для отделки изделий из древесины / В.П. Бухтияров – М.: Лесн. пром-сть,1985. - 325с.
8 Инструкция по нормированию расхода материалов в основном производстве мебели. Часть 1,2,3. М.: ВПКТИМ,1989.
Приложение А
(обязательное)
Задание на проектирование
Таблица А1 – Варианты заданий для курсового проектирования
|
Вариант |
Последние цифры номера зачетной книжки |
Наименование изделия |
Варианты отделки поверхностей | |||
|
фасадных и /или рабочих |
других лицевых |
внутренних |
кромок | |||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
1 |
1, 26, 51, 76 |
Шкаф для одежды |
Лак ПЭ-265.I.П.ЗП.ВГ.9.ВС |
Лак НЦ-218.I.П.ОП.ПГ.3.НС |
Лак НЦ-218.II.П.ОП.ПГ.3.НС |
Лак НЦ- 218.I.П.ОП.ПГ.3.НС |
|
2 |
2, 27, 52, 77 |
Лак ПЭ-251А.I.П.ЗП.ГЛ.9.ВС |
Лак НЦ-222.I.П.ОП.ПГ.3.НС |
Лак НЦ-222.II.П.ОП.ПГ.3.НС |
– | |
|
3 |
3, 28, 53, 78 |
Шкаф для посуды |
Лак ПЭ-251А.I.П.ЗП.ГЛ.9.ВС |
Лак НЦ-222.I.П.ОП.ПГ.3.НС |
Лак НЦ-222.II.П.ОП.ПГ.3.НС |
Лак ПЭ-251А.I.П.ЗП.ГЛ.9.ВС |
|
4 |
4, 29, 54, 79 |
Лак МЛ-2111.I.П.ОП.М.6.С |
Лак МЛ-2111.I.П.ОП.М.6.С |
Лак МЛ-2111.II.П.ОП.М.6.С |
Лак МЛ-2111.I.П.ОП.М.6.С | |
|
5 |
5, 3, 55, 8 |
Шкаф с антресольной секцией |
Лак НЦ-243.I.П.ОП.М.3.НС |
Лак НЦ-243.I.П.ОП.М.3.НС |
Лак НЦ-243.II.П.ОП.М.3.НС |
Лак НЦ-243.I.П.ОП.М.3.НС |
|
6 |
6, 31, 56, 81 |
Лак МЛ-2111.I.П.ОП.М.6.С |
Лак МЛ-2111.I.П.ОП.М.6.С |
Лак МЛ-2111.II.П.ОП.М.6.С |
Лак МЛ-2111.I.П.ОП.М.6.С | |
|
7 |
7, 32, 57, 82 |
Шкаф для белья |
Лак ПЭ-2137.I.П.ОП.ПГ.9.ВС |
Грунт ПЭ-243.II.П.ОП.ПГ.6.С |
Грунт ПЭ-243.II.П.ОП.ПГ.6.С |
Лак НЦ-218.I.П.ОП.ПГ.3.НС |
|
8 |
8, 33, 58, 83 |
Лак НЦ-218.I.П.ОП.ПГ.3.НС |
Лак НЦ-218.I.П.ОП.ПГ.3.НС |
Лак НЦ-218.II.П.ОП.ПГ.3.НС |
Лак НЦ-218.I.П.ОП.ПГ.3.НС | |
|
9 |
9, 34, 59, 84 |
Шкаф для прихожей |
Лак МЛ-2111.I.П.ОП.М.6.С |
Лак НЦ-243.I.П.ОП.М.3.НС |
Лак НЦ-243.II.П.ОП.М.3.НС |
Лак МЛ-2111.I.П.ОП.М.6.С |
|
10 |
10, 35, 60, 85 |
Лак ПЭ-2136.I.П.ЗП.ВГ.6.ВС |
Грунт ПЭ-243.II.П.ОП.ПГ.6.С |
Грунт ПЭ-243.II.П.ОП.ПГ.6.С |
Лак ПЭ-251А.I.П.ЗП.ГЛ.9.ВС | |
Продолжение таблицы А1
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
11 |
11, 36, 61, 86 |
Шкаф для книг |
Лак УР.I.П.ОП.М.9.ВС |
Лак НЦ-243.I.П.ОП.М.3.НС |
Лак НЦ-243.II.П.ОП.М.3.НС |
Лак УР.I.П.ОП.М.9.ВС |
|
12 |
12, 37, 62, 87 |
Стол письменный |
Лак ПЭ-265.I.П.ЗП.ВГ.9.ВС |
Лак НЦ-218.I.П.ОП.ПГ.3.НС |
Лак НЦ-218.II.П.ОП.ПГ.3.НС |
Лак НЦ-218.I.П.ОП.ПГ.3.НС |
|
13 |
13, 38, 63, 88 |
Стол обеденный |
Лак ПЭ-2136.I.П.ЗП.ВГ.9.ВС |
Лак НЦ-218.I.П.ОП.ПГ.3.НС |
– |
Лак НЦ-218.I.П.ОП.ПГ.3.НС |
|
14 |
14, 39, 64, 89 |
Тумба прикроватная |
Лак МЛ-2111.I.П.ОП.М.6.С |
Лак МЛ-2111.I.П.ОП.М.6.С |
Лак НЦ-243.II.П.ОП.М.3.НС |
Лак МЛ-2111.I.П.ОП.М.6.С |
|
15 |
15, 4, 65, 9 |
Стол кухонный |
Лак УР.I.П.ОП.М.9.ВС |
Лак УР.II.П.ОП.М.9.ВС |
Лак НЦ-243.II.П.ОП.М.3.НС |
Лак УР.I.П.ОП.М.9.ВС |
|
16 |
16, 41, 66, 91 |
Кровать одинарная |
Лак ПЭ-265.I.П.ЗП.ВГ.9.ВС |
Лак НЦ-218.I.П.ОП.ПГ.3.НС |
Лак НЦ-218.II.П.ОП.ПГ.3.НС |
Лак НЦ-218.I.П.ОП.ПГ.3.НС |
|
17 |
17, 42, 67, 92 |
Кровать детская |
– |
Лак НЦ-218.I.П.ОП.ПГ.3.НС |
Лак НЦ-218.II.П.ОП.ПГ.3.НС |
Лак НЦ-218.I.П.ОП.ПГ.3.НС |
|
18 |
18, 43, 68, 93 |
Стол – мойка |
Лак УР-2124М.I.П.ОП.М.9.ВС |
Лак УР-2124М.I.П.ОП.М.9.ВС |
Лак НЦ-218.II.П.ОП.ПГ.3.НС |
Лак УР-2124М.I.П.ОП.М.9.ВС |
|
19 |
19,44, 69,94 |
Кресло (каркас) |
Лак МЧ-52.I.П.ОП.ПГ.6.С (все поверхности) | |||
|
20 |
20,45, 70,95 |
Стул столярный |
Лак ПЭ-251Б.II.П.ЗП.ГЛ.9.ВС (все поверхности) | |||
|
21 |
21, 46, 71, 96 |
Стул гнуто-выклейной |
Лак НЦ.I.П.ОП.М.3.НС (все поверхности) | |||
|
22 |
22, 47, 72, 97 |
Табурет |
Лак НЦ-218.I.П.ОП.ПГ.3.НС (все поверхности) | |||
|
23 |
23, 48, 73, 98 |
Окно |
Лак МЧ-270.IV.П.Г.У4 (все поверхности) | |||
|
24 |
24, 49, 73, 98 |
Дверь филенчатая |
Эмаль ПФ-115.III.Н.Г.7/1-У2 бежевая (все поверхности) | |||
|
25 |
25, 5, 75, 00 |
Дверь арочная |
Лак НЦ-2101.II.НД.Г.Т2 (все поверхности) | |||
Приложение Б
(обязательное)
Маршрутная схема

Приложение В
(обязательное)
План размещения технологического оборудования
Приложение Г
(обязательное)
Спецификация оборудования

Приложение Д
(обязательное)
Принципиальные схемы формирования лакокрасочного покрытия

Приложение Е
(справочное)
Оперативное время на некоторые работы по отделке изделий из древесины
|
Удаление пыли с пластей щитовых деталей вручную |
Карта 3 | ||||||||||||||||||||||||
|
Содержание работы: Подать деталь на рабочее место. Взять щетку (кусок ткани) и удалить пыль с поверхности детали, отложить деталь на подстопное место. Состав звена исполнителей: отделочник изделий из древесины – 1 чел., 2 разряд. | |||||||||||||||||||||||||
|
Длина детали, мм |
Ширина детали, мм | ||||||||||||||||||||||||
|
200 |
300 |
400 |
500 |
600 |
700 |
800 |
900 | ||||||||||||||||||
|
Оперативное время, чел-час на 100 деталей | |||||||||||||||||||||||||
|
400 |
0,069 |
0,110 |
0,123 |
- |
- |
- |
- |
- | |||||||||||||||||
|
500 |
0,081 |
0,131 |
0,142 |
0,156 |
- |
- |
- |
- | |||||||||||||||||
|
600 |
0,094 |
0,151 |
0,166 |
0,179 |
0,196 |
- |
- |
- | |||||||||||||||||
|
700 |
0,106 |
0,170 |
0,187 |
0,207 |
0,221 |
0,240 |
- |
- | |||||||||||||||||
|
800 |
0,120 |
0,194 |
0,213 |
0,232 |
0,253 |
0,270 |
0,289 |
- | |||||||||||||||||
|
900 |
0,132 |
0,213 |
0,236 |
0,256 |
0,278 |
0,300 |
0,322 |
0,341 | |||||||||||||||||
|
1000 |
0,146 |
0,235 |
0,259 |
0,281 |
0,304 |
0,327 |
0,350 |
0,373 | |||||||||||||||||
|
1100 |
0,157 |
0,254 |
0,280 |
0,305 |
0,331 |
0,356 |
0,381 |
0,400 | |||||||||||||||||
|
1200 |
0,171 |
0,274 |
0,310 |
0,328 |
0,356 |
0,384 |
0,412 |
0,435 | |||||||||||||||||
|
1300 |
0,185 |
0,294 |
0,324 |
0,353 |
0,381 |
0,412 |
0,430 |
0,451 | |||||||||||||||||
|
1400 |
0,196 |
0,313 |
0,345 |
0,377 |
0,409 |
0,441 |
0,472 |
0,490 | |||||||||||||||||
|
1500 |
0,209 |
0,334 |
0,369 |
0,402 |
0,437 |
0,469 |
0,510 |
0,544 | |||||||||||||||||
|
1600 |
0,220 |
0,354 |
0,389 |
0,426 |
0,461 |
0,497 |
0,533 |
0,560 | |||||||||||||||||
|
1700 |
0,235 |
0,377 |
0,415 |
0,451 |
0,489 |
0,527 |
0,565 |
0,591 | |||||||||||||||||
|
1800 |
0,248 |
0,396 |
0,437 |
0,476 |
0,516 |
0,566 |
0,596 |
0,632 | |||||||||||||||||
|
1900 |
0,262 |
0,416 |
0,458 |
0,500 |
0,542 |
0,585 |
0,621 |
0,643 | |||||||||||||||||
|
2000 |
0,273 |
0,438 |
0,478 |
0,524 |
0,568 |
0,615 |
0,650 |
0,680 | |||||||||||||||||
|
Примечание. При смачивании тампона в специальном растворе к оперативному времени прибавлять 0,05 чел-час на 100 деталей. | |||||||||||||||||||||||||
|
Местное шпатлевание пластей щитовых деталей |
Карта 10 | ||||||||||||||||||||||||
|
Содержание работы: Взять деталь, уложить на рабочее место. Шпателем нанести шпатлевку на поверхность детали, отложить шпатель и деталь на подстопное место. Состав звена исполнителей: отделочник изделий из древесины – 1 чел., 2 разряд. | |||||||||||||||||||||||||
|
Площадь детали, м2 |
Количество дефектных мест, шт. | ||||||||||||||||||||||||
|
2 |
4 |
6 |
8 |
10 |
св. 10 | ||||||||||||||||||||
|
Оперативное время, чел-час на 100 деталей | |||||||||||||||||||||||||
|
до 0,10 |
0,19 |
0,27 |
0,35 |
0,42 |
0,51 |
0,62 | |||||||||||||||||||
|
0,10 |
0,22 |
0,30 |
0,38 |
0,45 |
0,54 |
0,65 | |||||||||||||||||||
|
0,20 |
0,26 |
0,34 |
0,42 |
0,49 |
0,58 |
0,69 | |||||||||||||||||||
|
0,30 |
0,30 |
0,38 |
0,46 |
0,53 |
0,62 |
0,73 | |||||||||||||||||||
|
0,40 |
0,34 |
0,42 |
0,50 |
0,57 |
0,66 |
0,77 | |||||||||||||||||||
|
0,50 |
0,38 |
0,46 |
0,54 |
0,61 |
0,70 |
0,81 | |||||||||||||||||||
|
0,60 |
0,41 |
0,49 |
0,57 |
0,64 |
0,73 |
0,84 | |||||||||||||||||||
|
0,70 |
0,44 |
0,52 |
0,60 |
0,67 |
0,76 |
0,87 | |||||||||||||||||||
|
0,80 |
0,48 |
0,56 |
0,64 |
0,71 |
0,80 |
0,91 | |||||||||||||||||||
|
0,90 |
0,51 |
0,59 |
0,67 |
0,74 |
0,83 |
0,94 | |||||||||||||||||||
|
1,00 |
0,55 |
0,61 |
0,69 |
0,76 |
0,85 |
0,96 | |||||||||||||||||||
|
1,10 |
0,60 |
0,68 |
0,74 |
0,81 |
0,90 |
1,01 | |||||||||||||||||||
|
1,20 |
0,66 |
0,74 |
0,78 |
0,85 |
0,94 |
1,05 | |||||||||||||||||||
|
1,30 |
0,73 |
0,80 |
0,84 |
0,91 |
1,00 |
1,10 | |||||||||||||||||||
|
1,40 |
0,80 |
0,86 |
0,90 |
0,97 |
1,06 |
1,15 | |||||||||||||||||||
|
1,50 |
0,87 |
0,92 |
0,96 |
1,03 |
1,12 |
1,21 | |||||||||||||||||||
|
1,60 |
0,94 |
0,98 |
1,02 |
1,09 |
1,18 |
1,27 | |||||||||||||||||||
|
1,70 |
1,01 |
1,04 |
1,08 |
1,15 |
1,24 |
1,33 | |||||||||||||||||||
|
1,80 |
1,09 |
1,10 |
1,14 |
1,21 |
1,30 |
1,39 | |||||||||||||||||||
|
1,90 |
1,16 |
1,16 |
1,20 |
1,27 |
1,36 |
1,46 | |||||||||||||||||||
|
2,00 |
1,24 |
1,22 |
1,26 |
1,33 |
1,42 |
1,54 | |||||||||||||||||||
|
Примечание. При местном шпатлевании пласти с другой стороны применять к оперативному времени поправочный коэффициент К = 1,80. | |||||||||||||||||||||||||
|
Шлифование зашпатлеванных мест вручную |
Карта 11 | ||||||||||||||||||||||||
|
Содержание работы: Взять деталь, уложить на рабочее место. С помощью прижимной колодки шлифовать зашпатлеванные места вручную. Отложить прижимную колодку и деталь на подстопное место. Состав звена исполнителей: отделочник изделий из древесины – 1 чел., 3 разряд. | |||||||||||||||||||||||||
|
Площадь детали, м2 |
Количество дефектных мест, шт. | ||||||||||||||||||||||||
|
2 |
4 |
6 |
8 |
10 |
св. 10 | ||||||||||||||||||||
|
Оперативное время, чел-час на 100 деталей | |||||||||||||||||||||||||
|
до 0,10 |
0,180 |
0,256 |
0,332 |
0,399 |
0,484 |
0,589 | |||||||||||||||||||
|
0,10 |
0,209 |
0,285 |
0,361 |
0,427 |
0,513 |
0,617 | |||||||||||||||||||
|
0,20 |
0,247 |
0,323 |
0,399 |
0,465 |
0,551 |
0,655 | |||||||||||||||||||
|
0,30 |
0,285 |
0,361 |
0,437 |
0,503 |
0,589 |
0,693 | |||||||||||||||||||
|
0,40 |
0,323 |
0,399 |
0,475 |
0,541 |
0,627 |
0,731 | |||||||||||||||||||
|
0,50 |
0,361 |
0,437 |
0,513 |
0,580 |
0,665 |
0,769 | |||||||||||||||||||
|
0,60 |
0,389 |
0,465 |
0,541 |
0,608 |
0,693 |
0,798 | |||||||||||||||||||
|
0,70 |
0,418 |
0,494 |
0,570 |
0,636 |
0,722 |
0,826 | |||||||||||||||||||
|
0,80 |
0,456 |
0,532 |
0,608 |
0,674 |
0,760 |
0,864 | |||||||||||||||||||
|
0,90 |
0,484 |
0,560 |
0,636 |
0,703 |
0,788 |
0,893 | |||||||||||||||||||
|
1,00 |
0,522 |
0,579 |
0,655 |
0,722 |
0,807 |
0,912 | |||||||||||||||||||
|
1,10 |
0,570 |
0,646 |
0,703 |
0,769 |
0,855 |
0,959 | |||||||||||||||||||
|
1,20 |
0,627 |
0,703 |
0,741 |
0,807 |
0,893 |
0,997 | |||||||||||||||||||
|
1,30 |
0,693 |
0,779 |
0,798 |
0,864 |
0,950 |
1,035 | |||||||||||||||||||
|
1,40 |
0,760 |
0,817 |
0,855 |
0,921 |
1,007 |
1,092 | |||||||||||||||||||
|
1,50 |
0,826 |
0,874 |
0,912 |
0,978 |
1,064 |
1,149 | |||||||||||||||||||
|
1,60 |
0,893 |
0,931 |
0,969 |
1,035 |
1,121 |
1,206 | |||||||||||||||||||
|
1,70 |
0,959 |
0,988 |
1,026 |
1,092 |
1,178 |
1,263 | |||||||||||||||||||
|
1,80 |
1,035 |
1,045 |
1,083 |
1,149 |
1,235 |
1,320 | |||||||||||||||||||
|
1,90 |
1,102 |
1,020 |
1,140 |
1,206 |
1,292 |
1,387 | |||||||||||||||||||
|
2,00 |
1,178 |
1,159 |
1,197 |
1,263 |
1,349 |
1,463 | |||||||||||||||||||
|
Примечание. При шлифовании зашпатлеванных мест на поверхности щитовой детали с другой стороны применять к оперативному времени поправочный коэффициент К=1,80. | |||||||||||||||||||||||||
|
Крашение пластей щитовых деталей водорастворимыми красителями в распылительных кабинах |
Карта 14 | ||||||||||||||||||||||||
|
Содержание работы: Взять деталь, уложить на рабочее место в кабине, снять пульверизатор с крючка и нанести краситель на поверхность детали, повесить пульверизатор на крючок, убрать щит в гнезда тележки-этажерки. Состав звена исполнителей: отделочник изделий из древесины –2 чел., 4 разряд. | |||||||||||||||||||||||||
|
Длина детали, мм |
Ширина детали, мм | ||||||||||||||||||||||||
|
200 |
300 |
400 |
500 |
600 |
700 |
800 |
900 | ||||||||||||||||||
|
Оперативное время, чел-час на 100 деталей | |||||||||||||||||||||||||
|
300 |
0,168 |
0,270 |
- |
- |
- |
- |
- |
- | |||||||||||||||||
|
400 |
0,196 |
0,312 |
0,344 |
- |
- |
- |
- |
- | |||||||||||||||||
|
500 |
0,222 |
0,354 |
0,390 |
0,423 |
- |
- |
- |
- | |||||||||||||||||
|
600 |
0,248 |
0,396 |
0,436 |
0,476 |
0,514 |
- |
- |
- | |||||||||||||||||
|
700 |
0,274 |
0,433 |
0,482 |
0,523 |
0,570 |
0,614 |
- |
- | |||||||||||||||||
|
800 |
0,300 |
0,480 |
0,528 |
0,576 |
0,624 |
0,672 |
0,720 |
- | |||||||||||||||||
|
900 |
0,326 |
0,520 |
0,572 |
0,624 |
0,676 |
0,728 |
0,782 |
0,840 | |||||||||||||||||
|
1000 |
0,352 |
0,562 |
0,618 |
0,672 |
0,730 |
0,786 |
0,844 |
0,887 | |||||||||||||||||
|
1100 |
0,378 |
0,601 |
0,664 |
0,723 |
0,786 |
0,846 |
0,908 |
0,971 | |||||||||||||||||
|
1200 |
0,404 |
0,646 |
0,710 |
0,775 |
0,840 |
0,904 |
0,970 |
1,030 | |||||||||||||||||
|
1300 |
0,430 |
0,688 |
0,756 |
0,826 |
0,894 |
0,964 |
1,032 |
1,093 | |||||||||||||||||
|
1400 |
0,456 |
0,730 |
0,804 |
0,879 |
0,950 |
1,022 |
1,096 |
1,162 | |||||||||||||||||
|
1500 |
0,482 |
0,770 |
0,848 |
0,925 |
1,002 |
1,078 |
1,156 |
1,233 | |||||||||||||||||
|
1600 |
0,508 |
0,812 |
0,894 |
0,977 |
1,056 |
1,136 |
1,218 |
1,300 | |||||||||||||||||
|
1700 |
0,534 |
0,854 |
0,930 |
1,029 |
1,110 |
1,194 |
1,278 |
1,372 | |||||||||||||||||
|
1800 |
0,560 |
0,898 |
0,971 |
1,086 |
1,161 |
1,250 |
1,331 |
1,444 | |||||||||||||||||
|
1900 |
0,586 |
0,940 |
1,012 |
1,131 |
1,207 |
1,303 |
1,394 |
1,511 | |||||||||||||||||
|
2000 |
0,619 |
0,986 |
1,046 |
1,190 |
1,260 |
1,361 |
1,451 |
1,584 | |||||||||||||||||
|
Шлифование пластей щитовых деталей вручную после лакирования |
Карта 36 | ||
|
Содержание работы: Взять деталь с подстопного места, уложить на рабочий стол, с помощью прижимной колодки шлифовать поверхность детали. Отложить прижимную колодку и деталь на подстопное место. Состав звена исполнителей: отделочник изделий из древесины –2 чел., 4 разряд. | |||
|
Площадь щита, м2 |
Оперативное время, чел-час на 100 деталей | ||
|
при шлифовании с одной стороны |
при шлифовании с двух сторон | ||
|
0,10 |
0,792 |
1,489 | |
|
0,15 |
0,889 |
1,672 | |
|
0,20 |
0,984 |
1,858 | |
|
0,25 |
1,079 |
2,041 | |
|
0,30 |
1,176 |
2,227 | |
|
0,35 |
1,251 |
2,447 | |
|
0,40 |
1,367 |
2,595 | |
|
0,45 |
1,462 |
2,479 | |
|
0,50 |
1,576 |
3,002 | |
|
0,60 |
1,748 |
3,332 | |
|
0,70 |
1,925 |
3,669 | |
|
0,80 |
2,151 |
4,110 | |
|
0,90 |
2,323 |
4,440 | |
|
1,00 |
2,603 |
4,810 | |
|
1,10 |
2,666 |
4,994 | |
|
Св. 1,10 |
2,744 |
5,189 | |
|
Полирование лакового покрытия пластей щитовых деталей на станке П1Б |
Карта 38 | |||
|
Содержание работы: Взять деталь с подстопного места, уложить на стол станка полируемой поверхностью вверх, закрепить пневмоприжимом, нанести с помощью ручного приспособления полировальную жидкость или пасту на поверхность щита, произвести полирование поверхности. Снять деталь и отложить на подстопное место. Состав звена исполнителей: отделочник изделий из древесины – 1 чел., 5 разряд. | ||||
|
Площадь щита, м2 |
Оперативное время, чел-час на 100 щитов |
Площадь щита, м2 |
Оперативное время, чел-час на 100 щитов | |
|
0,10 |
2,286 |
0,60 |
4,352 | |
|
0,15 |
2,335 |
0,70 |
4,659 | |
|
0,20 |
2,380 |
0,80 |
5,474 | |
|
0,25 |
2,424 |
0,90 |
6,009 | |
|
0,30 |
2,695 |
1,00 |
6,100 | |
|
0,35 |
2,985 |
1,10 |
6,210 | |
|
0,40 |
3,247 |
Св. 1,10 |
6,315 | |
|
0,45 |
3,530 |
|
| |
|
0,50 |
3,809 |
|
| |
|
Примечание: К табличному времени применять следующие поправочные коэффициенты: а) при ширине закладки до 400 мм К = 0,9; б) при ширине закладки свыше 400 мм К = 1,15. | ||||
|
Полирование лакового покрытия пластей щитовых деталей на станках проходного П4Б; П6Б; П6БА; П8Б |
Карта 39 | ||||
|
Содержание работы: Взять деталь с подстопного мета, осмотреть, направить в станок. Полировать одну поверхность щита брикетными пастами. Снять деталь со станка, уложить на подстопное место. Состав звена исполнителей: отделочник изделий из древесины – 2 чел., 5 разряд. | |||||
|
Длина детали, мм |
Модель станка | ||||
|
П4Б |
П6Б |
П6БА |
П8Б | ||
|
Оперативное время, чел-час на 100 деталей | |||||
|
600 |
1,949 |
1,494 |
1,345 |
1,064 | |
|
700 |
2,185 |
1,675 |
1,407 |
1,192 | |
|
800 |
2,421 |
1,857 |
1,671 |
1,322 | |
|
900 |
2,658 |
2,038 |
1,834 |
1,451 | |
|
1000 |
2,894 |
2,220 |
1,998 |
1,581 | |
|
1100 |
3,131 |
2,400 |
2,160 |
1,708 | |
|
1200 |
3,367 |
2,582 |
2,224 |
1,838 | |
|
1300 |
3,604 |
2,763 |
2,487 |
1,968 | |
|
1400 |
3,840 |
2,945 |
2,651 |
2,097 | |
|
1500 |
4,077 |
3,125 |
2,813 |
2,226 | |
|
1600 |
4,313 |
3,309 |
2,978 |
2,354 | |
|
1700 |
4,548 |
3,488 |
3,141 |
2,485 | |
|
1800 |
4,786 |
3,669 |
3,209 |
2,612 | |
|
1900 |
5,025 |
3,888 |
3,499 |
2,742 | |
|
2000 |
5,276 |
4,122 |
3,610 |
2,879 | |
|
Примечание: 1.При нанесении пасты вручную кистью к табличному времени прибавлять добавочный коэффициент К = 1,15. 2. Оперативное время, представленное в карте, предусматривает полную обработку поверхности до необходимого качества при 20 проходах барабана. При увеличении проходов барабана к оперативному времени следует прибавлять время на 1 проход барабана на станках: - П4Б – 0,60 чел-час на 100 щитов, - П6Б, П6БА – 0,50 чел-час на 100 щитов, - П8Б – 0,55 чел-час на 100 щитов. | |||||
|
Шлифование полиэфирных покрытий пластей щитовых деталей на станках ШлПС, ШлПС-2, ШлПС-5 |
Карта 43 | ||
|
Содержание работы: Взять щит, уложить по направлению шлифования на стол станка, произвести шлифование поверхности детали, снять щит и отложить на подстопное место. Состав звена исполнителей: отделочник изделий из древесины –1 чел., 5 разряд. | |||
|
Площадь щита, м2 |
Оперативное время, чел-час на 100 деталей | ||
|
первое шлифование |
второе шлифование | ||
|
до 0,10 |
1,168 |
1,016 | |
|
0,10 |
1,349 |
1,168 | |
|
0,15 |
1,634 |
1,425 | |
|
0,20 |
1,985 |
1,729 | |
|
0,25 |
2,299 |
2,004 | |
|
0,30 |
2,536 |
2,213 | |
|
0,35 |
2,935 |
2,555 | |
|
0,40 |
3,239 |
2,821 | |
|
0,45 |
3,572 |
3,106 | |
|
0,50 |
3,752 |
3,268 | |
|
0,55 |
4,132 |
3,600 | |
|
0,60 |
4,560 |
3,971 | |
|
0,65 |
4,788 |
4,170 | |
|
0,70 |
5,025 |
4,370 | |
|
0,75 |
5,282 |
4,588 | |
|
0,80 |
5,823 |
5,063 | |
|
0,85 |
6,108 |
5,320 | |
|
0,90 |
6,412 |
5,586 | |
|
0,95 |
6,735 |
5,861 | |
|
1,00 |
7,077 |
6,156 | |
|
1,10 |
7,429 |
6,460 | |
|
1,20 |
8,189 |
7,125 | |
|
Удаление с поверхности щитовых деталей остатков паты и масла после полирования вручную |
Карта 47 | ||||||||
|
Содержание работы: Взять деталь с подстопного места, уложить на рабочий стол, удалить остатки пасты вручную (куском ткани). Отложить деталь на подстопное место. Состав звена исполнителей: отделочник изделий из древесины – 1 чел., 5 разряд. | |||||||||
|
Длина детали, мм |
Ширина детали, мм | ||||||||
|
200 |
300 |
400 |
500 |
600 |
700 |
800 |
900 | ||
|
Оперативное время, чел-час на 100 деталей | |||||||||
|
400 |
0,077 |
0,083 |
0,086 |
- |
- |
- |
- |
- | |
|
500 |
0,080 |
0,086 |
0,091 |
0,097 |
- |
- |
- |
- | |
|
600 |
0,083 |
0,088 |
0,095 |
0,103 |
0,108 |
- |
- |
- | |
|
700 |
0,085 |
0,092 |
0,099 |
0,107 |
0,116 |
0,124 |
- |
- | |
|
800 |
0,086 |
0,095 |
0,105 |
0,113 |
0,122 |
0,132 |
0,141 |
- | |
|
900 |
0,088 |
0,099 |
0,108 |
0,120 |
0,129 |
0,140 |
0,149 |
0,160 | |
|
1000 |
0,091 |
0,102 |
0,113 |
0,124 |
0,136 |
0,147 |
0,158 |
0,169 | |
|
1100 |
0,093 |
0,105 |
0,118 |
0,131 |
0,143 |
0,155 |
0,166 |
0,180 | |
|
1200 |
0,095 |
0,108 |
0,122 |
0,135 |
0,149 |
0,163 |
0,175 |
0,189 | |
|
1300 |
0,097 |
0,112 |
0,126 |
0,141 |
0,155 |
0,170 |
0,189 |
0,200 | |
|
1400 |
0,099 |
0,116 |
0,132 |
0,147 |
0,163 |
0,178 |
0,194 |
0,210 | |
|
1500 |
0,102 |
0,120 |
0,136 |
0,153 |
0,169 |
0,186 |
0,202 |
0,219 | |
|
1600 |
0,105 |
0,122 |
0,141 |
0,158 |
0,176 |
0,194 |
0,212 |
0,230 | |
|
1700 |
0,106 |
0,125 |
0,145 |
0,164 |
0,182 |
0,202 |
0,219 |
0,239 | |
|
1800 |
0,108 |
0,129 |
0,149 |
0,169 |
0,189 |
0,211 |
0,228 |
0,248 | |
|
Разравнивание лакового покрытия пластей щитовых деталей вручную Карта 48 | |||||
|
Содержание работы: Взять деталь с подстопного места, уложить на рабочий стол, разравнять поверхность детали вручную тампоном с разравнивающей жидкостью, отложить деталь на этажерку. Состав звена исполнителей: отделочник изделий из древесины 1 чел., 4 разряд | |||||
|
Площадь щита, м2 |
Оперативное время, чел-час на 100 щитов |
Площадь щита, м2 |
Оперативное время, чел-час на 100 щитов | ||
|
с одной стороны |
с двух сторон |
с одной стороны |
с двух сторон | ||
|
0,10 |
1,976 |
3,710 |
0,60 |
4,358 |
8,308 |
|
0,15 |
2,216 |
4,172 |
0,70 |
4,798 |
9,141 |
|
0,20 |
2,453 |
4,632 |
0,80 |
5,362 |
10,246 |
|
0,25 |
2,691 |
5,091 |
0,90 |
5,790 |
11,070 |
|
0,30 |
2,932 |
5,552 |
1,00 |
6,457 |
12,350 |
|
0,35 |
3,120 |
5,921 |
1,10 |
6,648 |
12,727 |
|
0,40 |
3,407 |
6,470 |
свыше 1,10 |
6,840 |
12,936 |
|
0,45 |
3,645 |
6,934 |
|
|
|
|
0,50 |
3,929 |
7,483 |
|
|
|
|
Примечание: При одновременном разравнивании кромок и пластей в деталях к табличному времени прибавлять 0,6 чел-час на 100 погонных метров отделываемой кромки. | |||||
|
Облагораживание пластей щитовых деталей вручную |
Карта 49 | ||
|
Содержание работы: 1. Удаление пыли. Взять тампон или ветошь, при необходимости смочить его в специальном растворе, очистить деталь от пыли. Отложить тампон на подстопное место. 2. Тонирование. Взять тампон, при необходимости смочить его в специальном растворе, протереть отделанные детали. Отложить детали и тампон на подстопное место. Состав звена исполнителей: отделочник изделий из древесины – 1 чел., 4 разряд. | |||
|
Площадь щита, м2 |
Оперативное время, чел-час на 100 деталей | ||
|
пункты содержания работы | |||
|
1 |
2 | ||
|
0,10 |
0,17 |
0,20 | |
|
0,15 |
0,18 |
0,22 | |
|
0,20 |
0,19 |
0,24 | |
|
0,25 |
0,20 |
0,26 | |
|
0,30 |
0,22 |
0,28 | |
|
0,35 |
0,24 |
0,30 | |
|
0,40 |
0,26 |
0,32 | |
|
0,45 |
0,28 |
0,34 | |
|
0,50 |
0,30 |
0,37 | |
|
0,60 |
0,32 |
0,40 | |
|
0,70 |
0,34 |
0,44 | |
|
0,80 |
0,37 |
0,48 | |
|
0,90 |
0,42 |
0,53 | |
|
1,00 |
0,45 |
0,58 | |
|
1,10 |
0,49 |
0,63 | |
|
Шлифование кромок щитовых деталей вручную Карта 52 | |||
|
Содержание работы: Взять шлифовальную шкурку, произвести шлифование кромок щитовых деталей в стопе вручную. Отложить шлифовальную шкурку, удалить пыль с поверхности. Состав звена исполнителей: отделочник изделий из древесины – 1 чел., 3 разряд. | |||
|
Длина обрабатываемой кромки, мм |
Оперативное время, чел-час на 100 деталей |
Длина обрабатываемой кромки, мм |
Оперативное время, чел-час на 100 деталей |
|
300 |
0,121 |
2600 |
0,712 |
|
400 |
0,146 |
2700 |
0,738 |
|
500 |
0,172 |
2800 |
0,764 |
|
600 |
0,198 |
2900 |
0,790 |
|
700 |
0,224 |
3000 |
0,815 |
|
800 |
0,249 |
3100 |
0,840 |
|
900 |
0,276 |
3200 |
0,867 |
|
1000 |
0,300 |
3300 |
0,893 |
|
1100 |
0,326 |
3400 |
0,918 |
|
1200 |
0,352 |
3500 |
0,945 |
|
1300 |
0,378 |
3600 |
0,969 |
|
1400 |
0,403 |
3700 |
0,996 |
|
1500 |
0,430 |
3800 |
1,021 |
|
1600 |
0,455 |
3900 |
1,047 |
|
1700 |
0,481 |
4000 |
1,072 |
|
1800 |
0,507 |
4100 |
1,098 |
|
1900 |
0,533 |
4200 |
1,124 |
|
2000 |
0,558 |
4300 |
1,150 |
|
2100 |
0,584 |
4400 |
1,176 |
|
2200 |
0,610 |
4500 |
1,200 |
|
2300 |
0,636 |
4600 |
1,227 |
|
2400 |
0,660 |
4700 |
1,253 |
|
2500 |
0,687 |
4800 |
1,279 |
|
|
|
4900 |
1,305 |
|
|
|
5000 |
1,330 |
|
Лакирование кромок в стопе нитроцеллюлозными лаками в распылительных кабинах Карта 55 | ||||||||
|
Содержание работы: сформировать стопу деталей на тележке, высотой 1,2 м, уровнять; закрепить винтовыми зажимами, подвести сформированную стопу к поворотному устройству и закрепить. Произвести лакирование кромок, транспортировать стопу в сушильную камеру. Состав звена исполнителей: отделочник изделий из древесины – 2 чел., 4 разряд. | ||||||||
|
Длина детали, мм |
Ширина делали, мм | |||||||
|
200 |
300 |
400 |
500 |
600 |
700 |
800 |
900 | |
|
Оперативное время, чел-час на 100 деталей | ||||||||
|
300 |
0,115 |
0,124 |
- |
- |
- |
- |
- |
- |
|
400 |
0,123 |
0,131 |
0,137 |
- |
- |
- |
- |
- |
|
500 |
0,129 |
0,138 |
0,145 |
0,154 |
- |
- |
- |
- |
|
600 |
0,133 |
0,143 |
0,152 |
0,162 |
0,172 |
- |
- |
- |
|
700 |
0,139 |
0,150 |
0,161 |
0,171 |
0,183 |
0,195 |
- |
- |
|
800 |
0,145 |
0,158 |
0,172 |
0,184 |
0,196 |
0,209 |
0,222 |
- |
|
900 |
0,154 |
0,168 |
0,182 |
0,196 |
0,211 |
0,225 |
0,239 |
0,254 |
|
1000 |
0,160 |
0,177 |
0,191 |
0,208 |
0,223 |
0,239 |
0,254 |
0,271 |
|
1100 |
0,167 |
0,185 |
0,201 |
0,219 |
0,236 |
0,253 |
0,271 |
0,288 |
|
1200 |
0,174 |
0,194 |
0,213 |
0,230 |
0,251 |
0,269 |
0,288 |
0,307 |
|
1300 |
0,180 |
0,201 |
0,222 |
0,243 |
0,263 |
0,285 |
0,305 |
0,325 |
|
1400 |
0,188 |
0,218 |
0,231 |
0,252 |
0,276 |
0,299 |
0,321 |
0,345 |
|
1500 |
0,195 |
0,223 |
0,239 |
0,268 |
0,289 |
0,313 |
0,337 |
0,361 |
|
1600 |
0,202 |
0,228 |
0,255 |
0,276 |
0,303 |
0,328 |
0,355 |
0,382 |
|
1700 |
0,208 |
0,235 |
0,263 |
0,292 |
0,316 |
0,344 |
0,371 |
0,399 |
|
1800 |
0,215 |
0,243 |
0,272 |
0,299 |
0,328 |
0,357 |
0,385 |
0,414 |
|
1900 |
0,223 |
0,254 |
0,283 |
0,313 |
0,343 |
0,372 |
0,402 |
0,434 |
|
2000 |
0,230 |
0,260 |
0,292 |
0,322 |
0,356 |
0,377 |
0,408 |
0,441 |
|
Примечание: при переработке одновременно двух кромок к оперативному времени применяется К = 1,05; трёх кромок К = 1,10; четырёх кромок К = 1,16. | ||||||||
|
Сухое шлифование кромок щитовых деталей вручную Карта после лакирования нитроцеллюлозными лаками 58 | |||
|
Содержание работы: взять шлифовальную шкурку, произвести шлифование кромок в стопе вручную, отложить шлифовальную шкурку, удалить пыль с поверхности. Состав звена исполнителей: отделочник изделий из древесины – 1 чел., 4 разряд. | |||
|
Длина обрабатываемой кромки, мм |
Оперативное время, чел-час на 100 деталей |
Длина обрабатываемой кромки, мм |
Оперативное время, чел-час на 100 деталей |
|
300 |
0,171 |
2300 |
0,898 |
|
400 |
0,207 |
2400 |
0,935 |
|
500 |
0,244 |
2500 |
0,971 |
|
600 |
0,280 |
2600 |
1,008 |
|
700 |
0,316 |
2700 |
1,044 |
|
800 |
0,353 |
2800 |
1,081 |
|
900 |
0,389 |
2900 |
1,117 |
|
1000 |
0,425 |
3000 |
1,153 |
|
1100 |
0,462 |
3200 |
1,226 |
|
1200 |
0,498 |
3400 |
1,298 |
|
1300 |
0,535 |
3600 |
1,372 |
|
1400 |
0,571 |
3800 |
1,445 |
|
1500 |
0,608 |
4000 |
1,517 |
|
1600 |
0,644 |
4200 |
1,590 |
|
1700 |
0,680 |
4400 |
1,662 |
|
1800 |
0,717 |
4600 |
1,735 |
|
1900 |
0,753 |
4800 |
1,811 |
|
2000 |
0,789 |
5000 |
1,880 |
|
2100 |
0,825 |
|
|
|
2200 |
0,862 |
|
|
|
Лакирование кромок в стопе полиэфирными лаками в распылительных кабинах |
Карта 59 | ||||||
|
Содержание работы: Сформировать стопу деталей на тележке высотой 1,2 м, уровнять, закрепить винтовыми зажимами, подвести сформированную стопу к поворотному устройству и закрепить. Произвести лакирование кромок, транспортировать стопу в сушильную камеру. Разгрузить камеру. Состав звена исполнителей: отделочник изделий из древесины – 2 чел., 4 разряд. | |||||||
|
Длина кромки, мм |
Ширина детали, мм | ||||||
|
200 |
300 |
400 |
500 |
600 |
700 |
800 | |
|
Оперативное время, чел-час на 100 деталей | |||||||
|
300 |
0,130 |
0,140 |
- |
- |
- |
- |
- |
|
400 |
0,138 |
0,147 |
0,161 |
- |
- |
- |
- |
|
500 |
0,144 |
0,154 |
0,172 |
0,182 |
- |
- |
- |
|
600 |
0,148 |
0,160 |
0,179 |
0,191 |
0,203 |
- |
- |
|
700 |
0,156 |
0,167 |
0,191 |
0,202 |
0,216 |
0,230 |
- |
|
800 |
0,163 |
0,176 |
0,199 |
0,217 |
0,231 |
0,247 |
0,262 |
|
900 |
0,172 |
0,188 |
0,215 |
0,232 |
0,248 |
0,265 |
0,282 |
|
1000 |
0,179 |
0,197 |
0,225 |
0,245 |
0,263 |
0,282 |
0,300 |
|
1100 |
0,187 |
0,207 |
0,237 |
0,259 |
0,279 |
0,299 |
0,319 |
|
1200 |
0,195 |
0,217 |
0,251 |
0,272 |
0,286 |
0,317 |
0,340 |
|
1300 |
0,202 |
0,225 |
0,262 |
0,287 |
0,310 |
0,335 |
0,360 |
|
1400 |
0,211 |
0,233 |
0,273 |
0,297 |
0,326 |
0,353 |
0,379 |
|
1500 |
0,218 |
0,246 |
0,282 |
0,313 |
0,341 |
0,369 |
0,387 |
|
1600 |
0,226 |
0,255 |
0,298 |
0,327 |
0,357 |
0,387 |
0,419 |
|
1700 |
0,232 |
0,263 |
0,310 |
0,343 |
0,373 |
0,407 |
0,437 |
|
1800 |
0,241 |
0,272 |
0,320 |
0,363 |
0,387 |
0,421 |
0,465 |
|
1900 |
0,260 |
0,299 |
0,334 |
0,369 |
0,404 |
0,439 |
0,474 |
|
2000 |
0,258 |
0,307 |
0,343 |
0,380 |
0,421 |
0,465 |
0,481 |
|
Примечание. При обработке одновременно двух кромок к оперативному времени применять поправочный коэффициент К = 1,05; трех кромок К = 1,10; четырех кромок К = 1,16. | |||||||
|
Лакирование брусковых деталей нитроцеллюлозными лаками в распылительных кабинах Карта 67 | |||||
|
Содержание работы: Транспортировать детали на тележке к поворотному устройству, закрепить. Произвести лакирование поочередно нижнего и верхнего яруса уложенных брусков. Транспортировать детали в сушильную камеру. Разгрузить камеру. Состав звена исполнителей: отделочник изделий из древесины – 1 чел., 4 разряд | |||||
|
Площадь обрабатываемых деталей, м2 |
Оперативное время, чел-час на 100 деталей
|
Площадь обрабатываемых деталей, м2 |
Оперативное время, чел-час на 100 деталей |
Площадь обрабатываемых деталей, м2 |
Оперативное время, чел-час на 100 деталей |
|
0,01 |
0,021 |
0,13 |
0,277 |
0,25 |
0,533 |
|
0,02 |
0,042 |
0,14 |
0,298 |
0,26 |
0,554 |
|
0,03 |
0,064 |
0,15 |
0,320 |
0,27 |
0,575 |
|
0,04 |
0,085 |
0,16 |
0,342 |
0,28 |
0,597 |
|
0,05 |
0,107 |
0,17 |
0,362 |
0,29 |
0,618 |
|
0,06 |
0,128 |
0,18 |
0,384 |
|
|
|
0,07 |
0,149 |
0,19 |
0,405 |
|
|
|
0,08 |
0,171 |
0,20 |
0,426 |
|
|
|
0,09 |
0,192 |
0,21 |
0,448 |
|
|
|
0,10 |
0,213 |
0,22 |
0,469 |
|
|
|
0,11 |
0,234 |
0,23 |
0,490 |
|
|
|
0,12 |
0,256 |
0,24 |
0,511 |
|
|
|
Примечание: 1 Сформированные ряды деталей на тележке для обработки подаются транспортным рабочим. 2 При последующем лакировании данная карта применяется с К = 0,9. | |||||
|
Сухое шлифование брусковых деталей на станке ШлПС Карта 72 | |||||||||
|
Содержание работы: Взять закладку брусковых деталей, уложить на приспособление в станке отделываемой поверхностью вверх, шлифовать бруски, перевернуть их для шлифования второй стороны, шлифовать бруски с другой стороны, снять закладку с приспособления и отложить на подстопное место. Состав звена исполнителей: отделочник изделий из древесины – 1 чел., 4 разряд | |||||||||
|
Площадь деталей, м2 |
Оперативное время, чел-час на 100 деталей при шлифовании |
Площадь деталей, м2 |
Оперативное время, чел-час на 100 деталей при шлифовании |
Площадь деталей, м2 |
Оперативное время, чел-час на 100 деталей при шлифовании | ||||
|
одной стороны |
двух сторон |
одной стороны |
двух сторон |
одной стороны |
двух сторон | ||||
|
0,01 |
0,052 |
0,062 |
0,13 |
0,692 |
1,280 |
0,25 |
1,332 |
2,464 | |
|
0,02 |
0,105 |
0,194 |
0,14 |
0,745 |
1,378 |
0,26 |
1,385 |
2,562 | |
|
0,03 |
0,160 |
0,296 |
0,15 |
0,800 |
1,480 |
0,27 |
1,437 |
2,658 | |
|
0,04 |
0,212 |
0,392 |
0,16 |
0,850 |
1,572 |
0,28 |
1,492 |
2,769 | |
|
0,05 |
0,267 |
0,494 |
0,17 |
0,905 |
1,674 |
0,29 |
1,545 |
2,858 | |
|
0,06 |
0,320 |
0,592 |
0,18 |
0,960 |
1,776 |
0,30 |
1,584 |
2,949 | |
|
0,07 |
0,373 |
0,690 |
0,19 |
1,012 |
1,872 |
|
|
| |
|
0,08 |
0,427 |
0,790 |
0,20 |
1,065 |
1,970 |
|
|
| |
|
0,09 |
0,480 |
0,888 |
0,21 |
1,120 |
2,072 |
|
|
| |
|
0,10 |
0,532 |
0,984 |
0,22 |
1,172 |
2,168 |
|
|
| |
|
0,11 |
0,585 |
1,082 |
0,23 |
1,225 |
2,266 |
|
|
| |
|
0,12 |
0,640 |
1,184 |
0,24 |
1,277 |
2,362 |
|
|
| |
|
Примечания: 1 В нормативной карте оперативное время предусматривает шлифование брусковых деталей при закладке деталей в количестве 10 штук. 2 При влажном шлифовании брусковых деталей на станке ШлПС к оперативному времени применять поправочный коэффициент К = 0,9. | |||||||||
Приложение Ж
(справочное)
Нормативы расхода лакокрасочных материалов
Нормативы расхода матового меламинно-алкидного лака кислотного отверждения МЛ – 2111 для отделки мебели с открытыми порами по породам, кг/м2
|
Наименование лакокрасочных материалов |
Содержание нелетучих веществ, % |
Вязкость, с |
I класс |
II класс | ||||||
|
Группа сложности | ||||||||||
|
2 |
3 |
2 |
3 | |||||||
|
орех, красное дерево |
дуб, ясень, бук |
орех, красное дерево |
дуб, ясень, бук |
орех, красное дерево |
дуб, ясень, бук |
орех, красное дерево |
дуб, ясень, бук | |||
|
МЛ-2111 в рабочем растворе при нанесении методом налива, в том числе: |
43 |
28…30 |
0,260 |
0,270 |
- |
- |
0,130 |
0,140 |
- |
- |
|
полуфабрикат лака |
|
|
0,212 |
0,220 |
- |
- |
0,106 |
0,115 |
- |
- |
|
отвердитель |
|
|
0,026 |
0,028 |
- |
- |
0,013 |
0,014 |
- |
- |
|
растворитель |
|
|
0,022 |
0,022 |
- |
- |
0,011 |
0,011 |
- |
- |
|
МЛ-2111 в рабочем растворе при нанесении методом пневматического распыления, в том числе: |
37 |
25 |
0,475 |
0,500 |
0,710 |
0,745 |
0,240 |
0,250 |
0,355 |
0,375 |
|
полуфабрикат лака |
|
|
0,373 |
0,392 |
0,557 |
0,584 |
0,188 |
0,196 |
0,278 |
0,294 |
|
отвердитель |
|
|
0,046 |
0,049 |
0,069 |
0,073 |
0,024 |
0,024 |
0,035 |
0,047 |
|
растворитель |
|
|
0,056 |
0,059 |
0,084 |
0,088 |
0,028 |
0,030 |
0,042 |
0,044 |
Нормативы расхода полиуретановых лаков и грунта для прозрачной отделки мебели I класса c открытыми порами, кг/ м2
|
Наименование рабочих растворов и их компонентов |
Содержание нелетучих веществ, % |
Вязкость, с |
Группа сложности | |||
|
2 |
3 | |||||
|
Порода древесины | ||||||
|
орех, красное дерево |
дуб, ясень |
орех, красное дерево |
дуб, ясень | |||
|
Метод налива | ||||||
|
Матовый полиуретановый лак УР-2124 в рабочем растворе, в том числе: |
26,4 |
25…30 |
0,290 |
0,310 |
- |
- |
|
полуфабрикатная основа лака |
|
|
0,224 |
0,238 |
- |
- |
|
отвердитель |
|
|
0,044 |
0,048 |
- |
- |
|
разбавитель |
|
|
0,022 |
0,024 |
- |
- |
|
Грунтовочный лак УР -2112 в рабочем растворе, в том числе: |
23,4 |
22…30 |
0,165 |
0,180 |
- |
- |
|
полуфабрикатная основа грунта |
|
|
0,138 |
0,151 |
- |
- |
|
отвердитель |
|
|
0,014 |
0,015 |
- |
- |
|
специальная добавка |
|
|
0,001 |
0,001 |
- |
- |
|
разбавитель |
|
|
0,012 |
0,013 |
- |
- |
|
Метод пневматического распыления | ||||||
|
Матовый полиуретановый лак УР-2124 в рабочем растворе, в том числе: |
26,4 |
20…25 |
0,500 |
0,530 |
0,715 |
0,750 |
|
полуфабрикатная основа лака |
|
|
0,350 |
0,378 |
0,507 |
0,535 |
|
отвердитель |
|
|
0,071 |
0,075 |
0,101 |
0,107 |
|
разбавитель |
|
|
0,075 |
0,077 |
0,107 |
0,108 |
|
Грунтовочный состав – лак УР-2112 в рабочем растворе, в том числе: |
23,0 |
20…25 |
0,625 |
0,290 |
0,395 |
0,435 |
|
полуфабрикатная основа грунта |
|
|
0,211 |
0,231 |
0,314 |
0,346 |
|
отвердитель |
|
|
0,211 |
0,023 |
0,031 |
0,034 |
|
специальная добавка |
|
|
0,002 |
0,002 |
0,003 |
0,003 |
|
разбавитель |
|
|
0,031 |
0,034 |
0,047 |
0,052 |
Нормативы расхода материалов для покрытия столярных стульев полиэфирным лаком ПЭ-251 «Б» при распылении в электрическом поле высокого напряжения (покрытие II класса с закрытыми порами), кг/м2
-
Наименование рабочих растворов и их компонентов
Содержание
нелетучих
веществ, %
Порода древесины
ясень, дуб
бук, береза
Грунтовочный лак
ПЭ-2118 в рабочей вязкости, в т.ч.
0,180
0,124
полуфабрикатная основа лака
39
0,157
0,109
ускоритель № 30
-
0,004
0,003
гидроперекись изопропилбензола
(гипериз)
-
0,001
0,001
растворитель РЛ-251 «Б»
-
0,018
0,011
Полиэфирный лак
ПЭ-251 «Б» в рабочей вязкости, в т.ч.
-
0,254
0,254
полуфабрикатная основа лака
53
0,223
0,223
ускоритель № 30
-
0,005
0,005
гидроперекись изопропилбензола
(гипериз)
-
0,003
0,003
растворитель РЛ-251 «Б»
-
0,023
0,023
Примечание: в случае применения дополнительной операции грунтования грунтовками на основе КМЦ расход
грунтовочного лака ПЭ-2118 уменьшить на 10%, а полиэфирного лака ПЭ-251 «Б» - на 20 %.
Нормативы расхода полиэфирных грунтовок для прозрачного покрытия при нанесении вальцовым методом
|
Наименование лакокрасочных материалов |
Расход, кг/м2 |
|
Полиэфирная грунтовка УФ – отверждения ПЭ-0211 |
0,060 |
|
Фирм Райххольд-Хеми, Фоттелер, Басф лак Хеми |
0,050 |
|
Полиэфирная грунтовка ПЭ-0155 |
0,080 |
|
Грунтовка на основе полиэфирных лаков, в том числе: |
0,080 |
|
основа лака (ПЭ-246, ПЭ-265) |
0,76 |
|
аэросил марки А-300 или А -380 |
0,004 |
Ермачкова Надежда Афанасьевна
Свиридова Татьяна Александровна
Технология и оборудование защитно-декоративных покрытий
древесины и древесных материалов
Методические указания
по курсовому и дипломному проектированию для студентов
специальности 250403 «Технология деревообработки»
Лицензия НД №14185 от 6.03.2001 г.
Формат 60×94/16. Тираж 50 экз. Печ. л. – 4,5
Брянская государственная инженерно-технологическая академия.