

Металловедение лекции
.pdfс кристаллической решеткой твердого раствора. МОТП сохраняет высокую твердость, но имеет повышенную пластичность по сравнению с мартенситом закалки.
3. Карбидное превращение (t=350…400°C). Завершается диффузионное выделение углерода из α-твѐрдого раствора, одновременно ε-карбиды превращаются в цементит:
Мобед Ф
ε–карбид(Fe2C)→Fe3C.
Эта высокодисперсная феррито-цементитная смесь называется трооститом отпуска. Образование Тотп сопровождается некоторым снижением прочности и твердости при повышении пластичности и вязкости.
4. Коагуляция и сфероидизация карбидов (t>500°C). Фазовый состав структуры сохраняется, но частицы цементита укрупняются и приобретают сферическую форму. Такую структуру называют сорбитом отпуска, он имеет зернистое строение. СОТП обладает высокой пластичностью, вязкостью, сопротивлением хрупкому разрушению. Твердость и прочность СОТП снижается из-за укрупнения карбидных частиц.
Глава 7. ПРАКТИКА ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛИ
Термообработка стали состоит в нагреве до определѐнной температуры, выдержке и охлаждении. Основные параметры термообработки:
температура нагрева выбирается на основе протекающих фазовых превращений в твердом состоянии,
скорость охлаждения (охлаждающая среда) выбирается в зависимости от необходимости получения той или иной структуры.
Время выдержки при температуре нагрева должно обеспечить прогрев детали по объѐму и завершение фазовых превращений.
Виды термообработки: отжиг, нормализация, закалка отпуск.
Отжиг, нормализация и закалка основаны на распаде аустенита при охлаждении. Отпуск основан на превращении мартенсита при нагреве.
7.1 Отжиг
Цель отжига – получение равновесной структуры. Это достигается путем медленного охлаждения детали вместе с печью (рис. 38). Структуры сталей после отжига соответствуют равновесной диаграмме состояния (Fe-Fe3C):
доэвтектоидных - П+Ф, эвтектоидной – П, заэвтектоидных – П+ЦII.
21
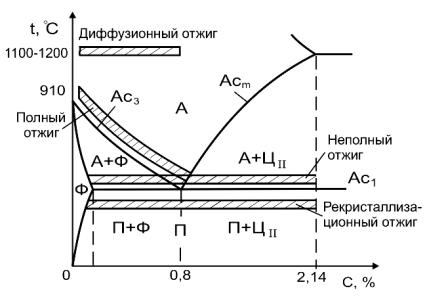
Рис. 38. Диаграмма изотермического распада аустенита для эвтектоидной стали с нанесенными на нее скоростями охлаждения при различных видах термообработки
Виды отжига:
Рекристаллизационный отжиг проводится для снятия наклѐпа. Температура нагрева сталей 650…700°С (Рис.39).
Отжиг для снятия остаточных напряжений (в отливках, сварных соединениях и др.) проводится при температуре 550..650°С.
Диффузионный отжиг (гомогенизация) применяется для легированных сталей с целью устранения химической и структурной неоднородности, Тнагр= 1100..1200°С (Рис.39), выдержка 15..20 часов. После диффузионного отжига формируется крупнозернистая структура
(П+Ф).
Полный отжиг проводится для доэвтектоидных сталей с целью получения мелкозернистой равновесной структуры с пониженной твѐрдостью и высокой пластичностью и снятия внутренних напряжений. Полный отжиг проводится при температуре на 30..50°С выше линии АС3 (Рис.38), происходит полная фазовая перекристаллизация, структура – П+Ф, мелкозернистая. Полный отжиг заэвтектоидных сталей не применяется, так как приводит к образованию структуры П+ЦII с хрупкой цементитной сеткой.
Неполный отжиг доэвтектоидных сталей проводится при температуре на 10…30°С выше линии АС1 (Рис.39) с целью снизить твѐрдость для улучшения обработки резанием. Происходит частичная перекристаллизация. Применяется вместо полного отжига, если не требуется измельчение зерна.
Для заэвтектоидных сталей назначается только неполный отжиг. Он проводится при температуре на 10…30°С выше линии АС1 (Рис.39) с целью получения зернистого перлита. Такой отжиг называется сфероидизирующим.
Изотермический отжиг применяется для легированных сталей и заключается в нагреве выше линии АС3, быстром охлаждении до 620…660°С с последующей изотермической выдержкой в течение 3…6 часов до полного распада аустенита с образованием сорбита пластинчатого. Далее ведут охлаждение на воздухе.
Рис. 39. «Стальной угол» диаграммы состояния Fe-Fe3C с нанесенными температурами нагрева при различных видах отжига
7.2. Нормализация
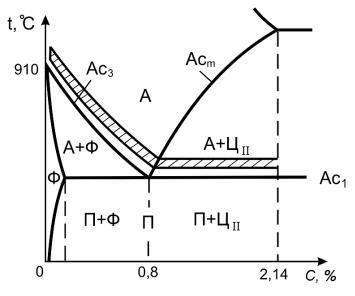
Нормализация – это нагрев доэвтектоидных сталей на 40…50 °С выше АС3, заэвтектоидных – на 40..50°С выше АСm, выдержка и последующее охлаждение на спокойном воздухе (Рис.38, 40).
22
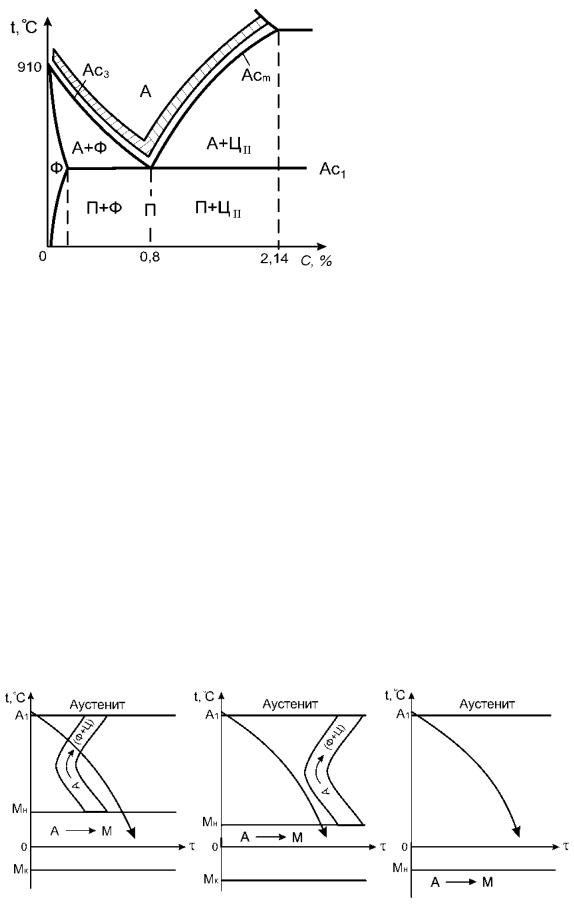
Рис. 40. «Стальной угол» диаграммы состояния Fe-Fe3C с нанесенными температурами нагрева при нормализации
При нагреве происходит полная фазовая перекристаллизация, в результате охлаждения получают высокодисперсные феррито-цементитные смеси. Структуры:
доэвтектоидных сталей - С+Ф, эвтектоидной – С, заэвтектоидных – С+ЦII.
После нормализации сталь имеет более высокую прочность, твѐрдость, сопротивление хрупкому разрушению, по сравнению с отжигом.
Цель нормализации - устранение крупнозернистой структуры, полученной при предшествующей обработке (литье, горячей прокатке, ковке или штамповке, диффузионном отжиге). Нормализацию применяют:
для низкоуглеродистых сталей - вместо отжига, для среднеуглеродистых – вместо закалки с высоким отпуском,
для высокоуглеродистых (заэвтектоидных) – для частичного устранения цементитной сетки,
для некоторых легированных сталей – вместо закалки.
7.2.1. Классификация сталей по структуре в нормализованном состоянии
Структура сталей после нормализации зависит от суммарного количества в них легирующих элементов (ƩЛЭ), которые сдвигают С-кривую вправо и снижают линии Мн и Мк
(рис. 41).
в о з д у х
в |
|
|
о |
|
|
з |
|
|
д |
в |
|
у |
||
о |
||
х |
||
з |
||
|
д |
|
|
у |
|
|
х |
а) б) в)
Рис. 41. Структурные классы сталей в нормализованном состоянии: а – перлитный, б – мартенситный, в – аустенитный
Структурные классы сталей в нормализованном состоянии:
Перлитный класс: ƩЛЭ<5%, структура – феррито-карбидные смеси, как правило сорбит пластинчатый;
23
Мартенситный класс: 5%<ƩЛЭ<13%, структура – мартенсит; Аустенитный: ƩЛЭ≥13%, среди которых имеются γ-стабилизаторы структура - АЛЕГ.
Высоколегированные стали, не содержащие γ-стабилизаторов, после нормализации будут иметь ферритную или ледебуритную структуру.
7.3. Закалка
Закалка – нагрев доэвтектоидной стали на 30..50°С выше АС3, заэвтектоидной - на 30..50°С выше АС1, выдержка и последующее охлаждение со скоростью выше критической (Рис. 38, 42). Цель закалки – получение структуры мартенсита.
Структуры сталей после закалки: доэвтектоидных - М+АОСТ, эвтектоидной - М+АОСТ, заэвтектоидных – М+АОСТ+ЦII.
Рис. 42. «Стальной угол» диаграммы состояния Fe-Fe3C с нанесенными температурами нагрева под закалку
В качестве закалочных сред применяются: вода, водные растворы солей и щелочей, минеральное масло. Охлаждающая среда должна обеспечивать скорость охлаждения стали выше критической в области наименьшей устойчивости аустенита. В диапазоне температур мартенситного превращения скорость охлаждения желательно замедлить, чтобы уменьшить внутренние напряжения, возникающие при переходе аустенита в мартенсит, и предотвратить возникновение закалочных дефектов. Для углеродистых и низколегированных сталей применяют воду и водные растворы NaCl, NaOH. Для легированных сталей применяют минеральное масло.
Закалка, как правило, не является окончательной термообработкой, после нее следует отпуск.
7.4. Отпуск стали
Отпуск – нагрев закаленной стали до температур ниже АС1, выдержка и охлаждение. Цель отпуска – получение окончательной структуры и свойств стали. Отпуск основан на превращениях мартенсита при нагреве (см. п. 6.3), в результате которых происходит изменение структуры и свойств стали (рис. 43).
Различают три вида отпуска (табл.3). Окончательная термообработка, назначаемая изделию для придания требуемых свойств, состоит из закалки и последующего отпуска. Закалку с низким отпуском применяют для деталей машин и инструмента, от которых требуются высокая твердость и износостойкость. Закалку с последующим средним отпуском – для изделий с повышенными упругими свойствами. Закалку с высоким отпуском (улучшение) – для деталей, работающих при повышенных динамических (ударных) и циклических нагрузках.
24
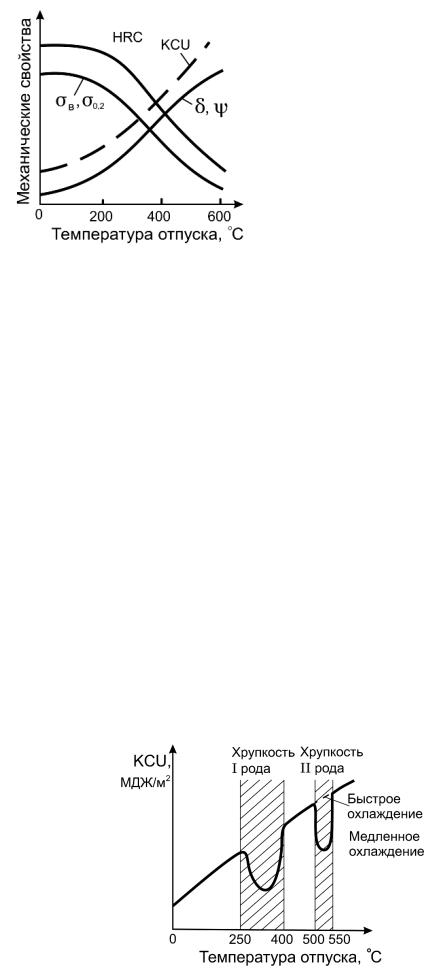
Рис. 43. Влияние температуры отпуска на механические свойства закаленной стали Таблица 3 Характеристика видов отпуска
Виды |
Температура, |
Структура |
Свойства |
Применение |
|
отпуска |
°С |
||||
|
|
|
|||
Низкий |
150…250 |
Мотп |
HRC, ζв |
Инструмент,подшипники, |
|
детали после ХТО и ТВЧ |
|||||
|
|
|
|
||
|
|
|
|
|
|
Средний |
350…500 |
Тотп |
ζупр, ζ-1 |
Рессоры, пружины |
|
Высокий |
500…680 |
Сотп |
КС |
Валы, оси, шатуны |
7.4.1. Отпускная хрупкость
Существуют определенные температурные интервалы отпуска, в которых снижается ударная вязкость (Рис.44). Понижение ударной вязкости при температурах отпуска называется отпускной хрупкостью.
Отпускная хрупкость I рода (необратимая) наблюдается в температурном интервале среднего отпуска (250…400°С) у всех конструкционных сталей. Еѐ связывают с неравномерным выделением карбидов из мартенсита по границам зѐрен. Хрупкость I рода устраняется нагревом до температуры выше 400°С, снижающим, однако, твердость.
Отпускная хрупкость II рода (обратимая) проявляется при температуре 500…550°С в Cr-Ni- и Cr-Mn- улучшаемых сталях. Предполагаемая причина – скопление фосфора и элементов внедрения по границам зѐрен при медленном охлаждении. Хрупкость II рода устраняется повторным отпуском с быстрым охлаждением. Для предупреждения обратимой хрупкости стали легируют молибденом (0,3%) или вольфрамом (до 1%).
Рис. 44. Влияние температуры отпуска на ударную вязкость легированной стали
25
7.5. Закаливаемость и прокаливаемость стали
Закаливаемость – способность стали повышать твѐрдость при закалке. Закаливаемость зависит от содержания углерода в мартенсите: чем больше в нем углерода, тем выше его твердость.
Прокаливаемость – способность стали получать структуру мартенсита на определѐнную глубину. Она характеризуется критическим диаметром: DКР – максимальный диаметр цилиндрического образца, в центре которого после закалки образуется мартенситная структура (сквозная прокаливаемость) или структура полумартенсита (50% мартенсита + 50% троостита).
Для деталей, воспринимающих рабочую нагрузку равномерно по всему сечению, необходима сквозная прокаливаемость для получения однородной отпускной структуры и, следовательно, одинаковых свойств по всему сечению.
Факторы влияющие на прокаливаемость стали:
Прокаливаемость тем выше, чем выше устойчивость переохлажденного аустенита и меньше критическая скорость закалки. Прокаливаемость зависит от химического состава, размера зерна (температуры нагрева), охлаждающей среды, формы и габаритов детали.
Основное влияние на прокаливаемость стали оказывают легирующие элементы. Легирующие элементы, растворенные в аустените (кроме кобальта), смещая С-кривую вправо, повышают его устойчивость, Vкр снижается, а прокаливаемость увеличивается. Для повышения прокаливаемости в стали добавляют хром, марганец, кремний, никель, молибден, вольфрам, малые добавки бора. Легированные стали с более высокой прокаливаемостью используют для изготовления крупных деталей.
Легирующие элементы, находящиеся в виде карбидов, нитридов (V, Ti, Nb) уменьшают устойчивость аустенита, снижая прокаливаемость.
Влияние размера зерна аустенита. Зародыши феррито-цементитной структуры преимущественно образуются по границам зерен аустенита. Чем крупнее зерно, тем меньше суммарная протяженность границ, меньше число возникающих зародышей и выше устойчивость аустенита. Повышение температуры и длительности нагрева приводит к укрупнению зерна, и, следовательно, к увеличению прокаливаемости.
7.6. Способы поверхностного упрочнения сталей
Многие детали машин работают в условиях повышенного износа, циклических и динамических нагрузок (валы, шестерни и др.). Их поверхность должна иметь высокую твѐрдость и износостойкость, а сердцевина – сохранять вязкость и воспринимать ударные нагрузки. Для повышения твердости, износостойкости и предела выносливости поверхностного слоя изделий применяют методы поверхностного упрочнения стали: поверхностную закалку и химико-термическую обработку (цементацию, азотирование и др.).
7.6.1. Поверхностная закалка стали с индукционным нагревом (закалка ТВЧ)
При поверхностной закалке ТВЧ для нагрева поверхности детали ее помещают в индуктор, через который пропускают токи высокой частоты. За счет создаваемого переменного магнитного поля в поверхностном слое металла возникают вихревые токи, что и вызывает прогрев на определенную глубину. Толщина закаленного слоя зависит от частоты тока, обычно она составляет от 1 до 4 мм.
Этот способ обеспечивает более высокие скорости нагрева и охлаждения, чем объемная печная закалка. Превращение перлита в аустенит происходит при более высоких температурах (880…980°C). Охлаждение детали производится путем распыления воды из форсунок. После закалки ТВЧ проводят низкий отпуск при температуре 160…200°C или самоотпуск.
Закалке ТВЧ подвергают среднеуглеродистые стали (0,4…0,5%С). После закалки и низкого отпуска на поверхности образуется структура мартенсита отпуска с твердостью до 60 HRC, что на 3…5 единиц больше, чем при печном нагреве. Сердцевина остается незакаленной,
26
для обеспечения ее вязкости проводят предварительную термообработку: улучшение (структура - сорбит зернистый) или нормализацию (структура сорбит пластинчатый+феррит).
Закалка ТВЧ применяется для таких деталей как коленчатые и распределительные валы, шаровые пальцы, шестерни, зубчатые колеса и др.
7.6.2. Цементация
Цементация – это вид химико-термической обработки, заключающийся в диффузионном насыщении поверхностного слоя стали углеродом. Цель цементации - повышение твѐрдости и износостойкости поверхности при сохранении вязкой сердцевины.
Цементацию проводят при температуре 930…950°C в углеродсодержащей среде (карбюризаторе). В качестве карбюризатора чаще используют газовые среды, например, эндогаз (20%СО+40%H2+40%N2, с добавкой 5% CH4). Основным источником атомарного углерода является окись углерода: 2СО→CO2+Cат. Атомы углерода, образующиеся в насыщающей среде, адсорбируются на поверхности детали, а затем диффундируют вглубь. Образуется диффузионный слой с повышенной концентрацией углерода, толщина которого зависит от температуры и длительности насыщения и составляет обычно 1…2 мм. Для получения слоя толщиной 1,5 мм цементацию проводят в течение 15 часов. Охлаждение после цементации ведут на воздухе.
Цементации подвергают малоуглеродистые стали (0,1…0,3%С). После цементации в поверхностном слое находится до 0,8…1,1%С, содержание углерода плавно уменьшается по глубине до исходной его концентрации в стали. Соответственно меняется структура от поверхности вглубь слоя от заэвтектоидной (П+ЦII), эвтектоидной (П) к доэвтектоидной
(П+Ф).
Для получения окончательной структуры и свойств детали после цементации проводят закалку и низкий отпуск. Для наследственно мелкозернистых сталей закалку можно проводить непосредственно из цементационной печи, подстуживая детали до 860°C, затем дают низкий отпуск при 160-200°C. Для устранения крупнозернистой структуры сталей применяют повторный нагрев под закалку после цементации.
Окончательная структура поверхности изделия - МОТП+АОСТ+ЦII с высокой твердостью (58..64 HRC). Структура сердцевины углеродистых сталей – сорбит(перлит)+феррит, легированных – бейнит или малоуглеродистый мартенсит.
7.6.3. Азотирование
Азотирование – диффузионное насыщение поверхностного слоя стали азотом. Азотирование проводят при температуре 480…600°С в среде частично диссоциированого аммиака, который является источником атомарного азота: NH3→3/2H2+Nат. Длительность процесса азотирования составляет 24…60 часов для получения слоя толщиной 0,3…0,6 мм.
Азотированию подвергают среднеуглеродистые стали (0,3…0,5%С), легированные хромом, молибденом, алюминием, ванадием, например 38Х2МЮА (0,38%С, 2% Cr, 1% Al, 0,2% Mo). Азотированный слой имеет многофазное строение: на поверхности образуются нитриды железа (ε- и γ΄-фазы, Fe2-3N и Fe4N соответственно), а также нитриды легирующих элементов типа MeN и Me2N, которые придают высокую твѐрдость (1100…1200 HV) азотированному слою.
Перед азотированием проводится термообработка, как правило, улучшение (закалка с высоким отпуском), с целью повышения прочности и вязкости сердцевины за счет формирования структуры сорбита зернистого. Затем проводят механическую обработку для придания окончательных размеров изделию, наносят защитные покрытия на участки, не подлежащие азотированию. После азотирования проводят окончательное шлифование изделия.
Азотирование повышает твердость, износостойкость, предел выносливости, сопротивление коррозии и применяется для упрочнения шестерен, гильз цилиндров, коленчатых и распределительных валов, клапанов двигателей внутреннего сгорания и т.д.
27

8. СТАЛИ 8.1. Классификация сталей
8.1.1. По назначению различают:
конструкционные стали общего назначения, к ним относят:
- строительные стали, предназначенные для строительных конструкций,- машиностроительные стали – для деталей машин и механизмов;
конструкционные стали специального назначения для работы в особых условиях (повышенного износа, коррозии, высоких температур и т. д.);
инструментальные стали.
8.1.2. По химическому составу различают стали:
углеродистые;
легированные (если ЛЭ<5% - стали низколегированные; если ЛЭ≥13% - высоколегированные).
8.1.3.По содержанию углерода стали делят на:
низкоуглеродистые (<0,3% С);среднеуглеродистые (0,3…0,7%С);высокоуглеродистые (>0,7% С).
8.1.4.По качеству (содержанию вредных примесей серы и фосфора) различают:
стали обыкновенного качества, содержащие до 0,05%S и 0,04%P;
качественные – не более 0,04%S и 0,035%P.
высококачественные – не более 0,025%S и P.
8.1.5.По степени раскисления стали бывают:
Спокойные, полностью раскисленные марганцем, кремнием и алюминием для максимального удаления из жидкого металла кислорода. Они затвердевают спокойно без газовыделения в виде плотного слитка.
Кипящие, раскисленные только марганцем. Перед разливкой в них много оксида железа FeO, который образует с углеродом газообразный CO. Выделение пузырьков газа приводит к формированию пористого слитка без усадочной раковины. Кипящие стали склонны к хладноломкости, но обладают высокой пластичностью и хорошо деформируются в холодном состоянии.
Полуспокойные стали, раскисленные марганцем и алюминием, по свойствам занимают промежуточное положение.
8.2.Маркировка сталей(5.04.2012)
8.2.1.Углеродистые конструкционные стали обыкновенного качества:
маркируют буквами «Ст» и цифрой (от 0 до 6): Ст0, Ст1, Ст2, …Ст6. В конце марки указывается степень раскисления: например, ''сп'' – спокойная (Ст3сп), ''пс'' – полуспокойная (Ст4пс), ''кп'' – кипящая (Ст2кп). Цифра в марке – условный номер: с его увеличением растет содержание углерода от 0,06 до 0,49% и марганца от 0,25 до 0,8%. Соответственно растет прочность, а пластичность снижается.
8.2.2. Углеродистые конструкционные качественные стали
маркируют двузначными числами 08, 10, 15, 20, 25, 30, …85, которые обозначают среднее содержание углерода в сотых долях процента, например, сталь 08 содержит 0,08% С, сталь 10 – 0,1% С.
8.2.3. Конструкционные легированные стали бывают качественные и высококачественные. Маркировка буквенно-цифровая. Число в
начале марки – содержание углерода в сотых долях процента, буквы обозначают легирующий элемент (Табл.4), число после буквы – среднее содержание легирующего элемента в процентах, если числа нет – легирующего элемента около 1%.
28
|
|
|
|
|
Таблица 4 |
|
Обозначения основных легирующих элементов в маркировке сталей |
|
|
||||
Название |
символ |
Обозначение |
Название |
символ |
Обозначение |
|
Хром |
Cr |
Х |
Титан |
Ti |
Т |
|
|
|
|
|
|
|
|
Никель |
Ni |
Н |
Алюминий |
Al |
Ю |
|
|
|
|
|
|
|
|
Марганец |
Mn |
Г |
Медь |
Cu |
Д |
|
|
|
|
|
|
|
|
Кремний |
Si |
С |
Ниобий |
Nb |
Б |
|
|
|
|
|
|
|
|
Молибден |
Mo |
М |
Бор |
B |
Р |
|
|
|
|
|
|
|
|
Вольфрам |
W |
В |
Кобальт |
Co |
К |
|
|
|
|
|
|
|
|
Ванадий |
V |
Ф |
Азот |
N |
А* |
|
|
|
|
|
|
|
|
Буква «А» в середине марки стали означает сталь, легированную азотом. Например,
сталь 16Г2АФ содержит 0,16% С, 2% Mn, 0,2%V и 0,02%N.
Буква «А» в начале марки стали указывает на автоматную сталь, например, А40Г. Буква «А» в конце марки стали – на высокое качество стали, например, 18Х2Н4ВА – 0,18%С, 2%Cr, 4%Ni, ~1%W, А – высококачественная.
8.2.4. Инструментальные стали:
Углеродистые стали качественные маркируют У7, У8…У13 и высококачественные – У7А, У8А…У13А. ―У‖- углеродистые. Цифра указывает на среднее содержание углерода в десятых долях процента, например, сталь У8 содержит 0,8%С, У13 – 1,3%С.
Легированные стали имеют буквенно-цифровую маркировку: первая цифра показывает содержание углерода в десятых долях процента, если цифры нет, то содержание углерода 1% или более. Далее буквы, обозначающие легирующие элементы (табл. 4) и цифры, показывающие содержание легирующих элементов в процентах. Например, 9ХС содержит
0,9% С, 1% Cr и 1% Si.
8.3. Конструкционные стали общего назначения
Конструкционные стали общего назначения в зависимости от вида окончательной термообработки делят на:
цементуемые; улучшаемые; рессорно-пружинные.
8.3.1.Цементуемые стали
– низкоуглеродистые, содержат 0,1…0,3%С. Применяются для деталей, от поверхности которых требуется высокая твердость и износостойкость, а от сердцевины повышенная вязкость.
Термообработка: цементация+закалка+низкий отпуск. Структура на поверхности: МОТП+ЦII+АОСТ, твердость поверхности 58…64 HRC. Структура сердцевины зависит от химического состава стали.
Углеродистые стали: 15, 20, 25. Структура сердцевины П+Ф; Применяются для ненагруженных деталей - шестерен, крепежа, кулачков и др.
Низколегированные хромистые стали: 15Х, 20Х, 15ХФ, 20ХМ. Структура сердцевины - нижний бейнит. Применение - поршневые пальцы, распределительные валы, крестовины карданного вала и др.
Легированные Cr-Ni- и Cr-Mn-стали: 12ХН3А, 18Х2Н4ВА, 25ХГМ, 18ХГТ. Структура сердцевины – низкоуглеродистый мартенсит. Применяют их для высоконагруженных деталей,
29
работающих в условиях износа, ударных и циклических нагрузок: шестерни ведущих мостов и главных передач грузовых автомобилей, валы коробок передач, полуоси и др.
8.3.2.Улучшаемые стали – среднеуглеродистые,
содержат 0,3…0,5% С. Применяются для деталей, работающих при ударных и циклических нагрузках: коленчатые и карданные валы, валы редукторов, оси, шатуны, шестерни и др.
Основная термообработка: улучшение (закалка + высокий отпуск). Структура: зернистый сорбит, который оптимально сочетает высокую прочность с высокой ударной вязкостью и выносливостью. Для малонагруженных деталей вместо улучшения проводится нормализация. Для деталей, работающих в условиях повышенного износа, после улучшения или нормализации проводят поверхностную закалку ТВЧ или азотирование.
Углеродистые стали 30, 35, 40, 45, 50. Термообработка: улучшение (нормализация), структура сорбит отпуска зернистый (сорбит пластинчатый+феррит). Обладают малой прокаливаемостью, применяются для осей шестерен, фланцев, крепежных деталей.
Легированные стали:
Хромистые: 30Х, 40Х, 40ХФА. Термообработка: улучшение + закалка ТВЧ + низкий отпуск. Структура: на поверхности - МОТП+АОСТ, в сердцевине – СОТП. Применяются для шатунов, валов коробки передач, шатунных болтов, креплений маховика, крепежа и т.д.
Хромомарганцевые 40ХГ, 40ХГТР, хромоникелевые 45ХН, 40ХН2МА. Термообработка: улучшение, структура сорбит отпуска зернистый. Применение: валы, штоки, поршни, шаровые пальцы, шатуны, коленчатые валы.
Хромомарганцевокремниевые (хромансилы): 30ХГС, 35ХГСНА. Термообработка: изотермическая закалка или улучшение. Структура, соответственно, – нижний бейнит или сорбит зернистый. Применяются для шаровых пальцев, рычагов рулевого управления, шатунных болтов, креплений маховика и.т.д.
Хромоалюминиевые (нитраллои): 38Х2МЮА. Термообработка: улучшение+азотирование. Структура: на поверхности – карбонитриды легирующих элементов, в сердцевине – СОТП. Применяются для гильз цилиндров мощных двигателей, плунжеров топливной аппаратуры, игл форсунок.
8.3.3.Рессорно-пружинные стали
– высокоуглеродистые, содержат 0,5…0,8%С. Применяются для пружин, рессор и других упругих элементов.
Термообработка: закалка + средний отпуск. Структура - троостит отпуска. Свойства: высокие пределы упругости, текучести и выносливости. Рессорно-пружинные стали должны иметь высокую прокаливаемость, пластичность, вязкость, релаксационную стойкость.
Углеродистые стали: 55, 60, 65, 70, 75, 80, 85. Применяются для пружин малого сечения (до 10 мм), эти стали имеют низкую релаксационную стойкость.
Легированные стали. Основными легирующими элементами в рессорно-пружинных сталях являются кремний (1…3% Si), марганец (~1% Мn), хром (~1%Cr), ванадий (~0,15%V), никель (до 1,7%Ni). Их вводят для повышения прокаливаемости, релаксационной стойкости и выносливости.
Кремнистые стали: 55С2, 60С2А, 70С3А применяют для автомобильных рессор, пружин вагонов. Кремний повышает прочность феррита, предел упругости, предел текучести, но способствует обезуглероживанию и графитизации. Эти недостатки устраняют добавками Cr, V, W, Ni: 60С2ХА, 65С2ВА, 60С2Н2А. Такие стали применяют для крупных тяжелонагруженных пружин и рессор.
Стали, не содержащие кремния, применяются для автомобильных рессор (50ХГА), клапанных пружин (50ХФА, 50ХГФА).
Предел выносливости рессор может быть повышен в 1,5…2 раза путем поверхностного пластического деформирования: гидроабразивной или дробеструйной обработкой.
30