

Дефекты литья и пути их устранения
Разработка оптимальной технологии изготовления литья с заданными качественными показателями и эксплуатационными свойствами является важной научно-технической задачей.
Для решения поставленной задачи необходимо: дать определение различных видов дефектов; выявить влияние различных технологических факторов на образование различных литейных дефектов и разработать методы их устранения.
Большинство эксплуатационных и качественных показателей отливок формируются во время затвердевания расплава в литейной форме.
Формирование качественных показателей отливок - результат протекания гидродинамических, диффузионных, усадочных, фильтрационных, деформационных физико-химических и других процессов.
Затвердевание отливок обусловлено отводом теплоты от расплава в литейную форму. При затвердевании и охлаждении расплава зарождаются и растут кристаллы. Этот процесс сопровождается диффузионным перераспределением химических элементов, растворенных в жидком металле, между твердой и жидкой фазами, что приводит к неоднородности химического состава отливок.
Фильтрация жидкого металла между растущими кристаллами металла вызывается объемной усадкой усадки металла. Неполнота фильтрации приводит появлению газоусадочной и усадочной пористости в отливке.
Тепловой режим литейной формы является основным фактором формирования качественных показателей и эксплуатационных свойств отливок: величину зерен, наличие в отливке холодных и горячих трещин, усадочной пористости, газовых дефектов и других показателей качества.
Все дефекты отливок по своим признакам подразделяются на следующие основные группы:
искажение формы, несоответствие размеров и массы отливки; дефекты поверхности; “несплошности“ в теле отливки; включения; несоответствие состава, структуры и свойств.
К дефектам искажающих форму и размеры отливок, относятся: недолив, неслитина, раздутие, разностенность, перекос, коробление.
Дефекты поверхности отливок: пригар, спай, ужимина, нарост, залив.
“Несплошности” в теле отливки: горячие и холодные трещины, ужимины.
К включениям относятся дефекты: металлические и неметаллические включения, корольки.
Недолив
Недолив – дефект в виде неполного образования тела чугунной отливки вследствие частичного незаполнения полости литейной формы металлом. Дефект обнаруживается в результате внешного осмотра отливок (рис.21).
Недолив вызывается низкой жидкотекучестью металла, неправильным проектированием литниковой системы.
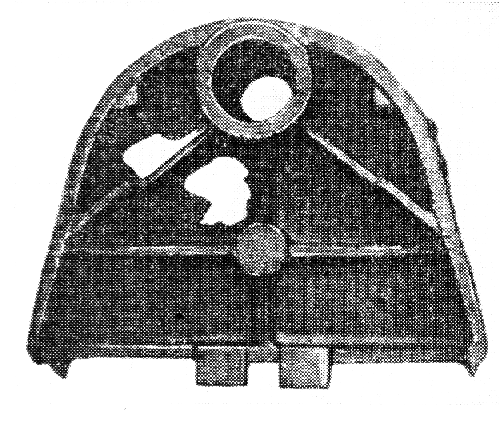
Рис.21. Недолив в результате недостаточной жидкотекучести
Несоответствие размеров и формы
Несоответствие размеров и формы вызывается: неисправностью модельно - стержневой оснастки; деформацией литейных стержней; износом модельно-стержневой оснастки в процессе эксплуатации. Дефект выявляется при измерениях универсальным измерительным инструментом, контрольными шаблонами или путем механической обработки.
Неслитина
Неслитина - это дефект в виде отверстия произвольной формы в тонкой стенке чугунной отливки, образовавшейся вследствие неслияния металла при его заливке.
Основными причинами образования неслитины:
- низкая температура заливаемого металла;
- низкая скорость заполнения формы жидким металлом;
- нарушения изготовления технологии изготовления формы;
- нарушения технологического процесса заливки.
Раздутие
Раздутие - местное утолщение стенки отливки, расположенных в местах малоуплотненных стенках литейной формы. Раздутие - типичный дефект отливок, изготавливаемых в сырых литейных формах с недостаточной степенью уплотнения.
Коробление
Коробление - дефект в виде искажения конфигурации отливки под влиянием напряжений, возникающих при охлаждении, а также вследствие нетехнологичности отливки. Основными причинами коробления отливок являются внутренние напряжения, возникающими вследствие неравномерной усадки толстых и тонких отливок, а также вследствие сопротивления усадке со стороны материала формы и стержней.
Для предупреждения коробления отливок: необходимо конструировать отливки таким образом, чтобы обеспечить равномерное охлаждение всех сечений отливки.