

38.7 27.0 24.7 37.5 7.0 8.0 9.0
9.0 7.0 8.0 13.0 14.0 13.0 12.0
13.0 12.0 18.0 17.0 19.0 18.0 17.0
18.0 9.0 8.0 9.0 8.0 8.0 10.0
PACЧET ДИCПEPCИИ BOCПPOИЗBOДИMOCTИ
ПOCTPOEHИE MATEMATИЧECKOЙ MOДEЛИ
A= .438466E+02 P= .0 B= .423472E-01
X(I) YM1(I) YT(I)
38.70 .848528E+01 .851528E+01
27.00 .118272E+02 .139757E+02
24.70 .176603E+02 .154055E+02
37.50 .926764E+01 .895918E+01
ПPOBEPKA AДEKBATHOCTИ MATEMATИЧECKOЙ MOДEЛИ
MATEMATИЧECKAЯ MOДEЛЬ AДEKBATHA
Рис.1.7. Листинг расчета математической модели на компьютере
Математическая модель зависимости критического расстояния между электродами имеет вид: Lкр = 59,1819 exp( -0,0524249x)
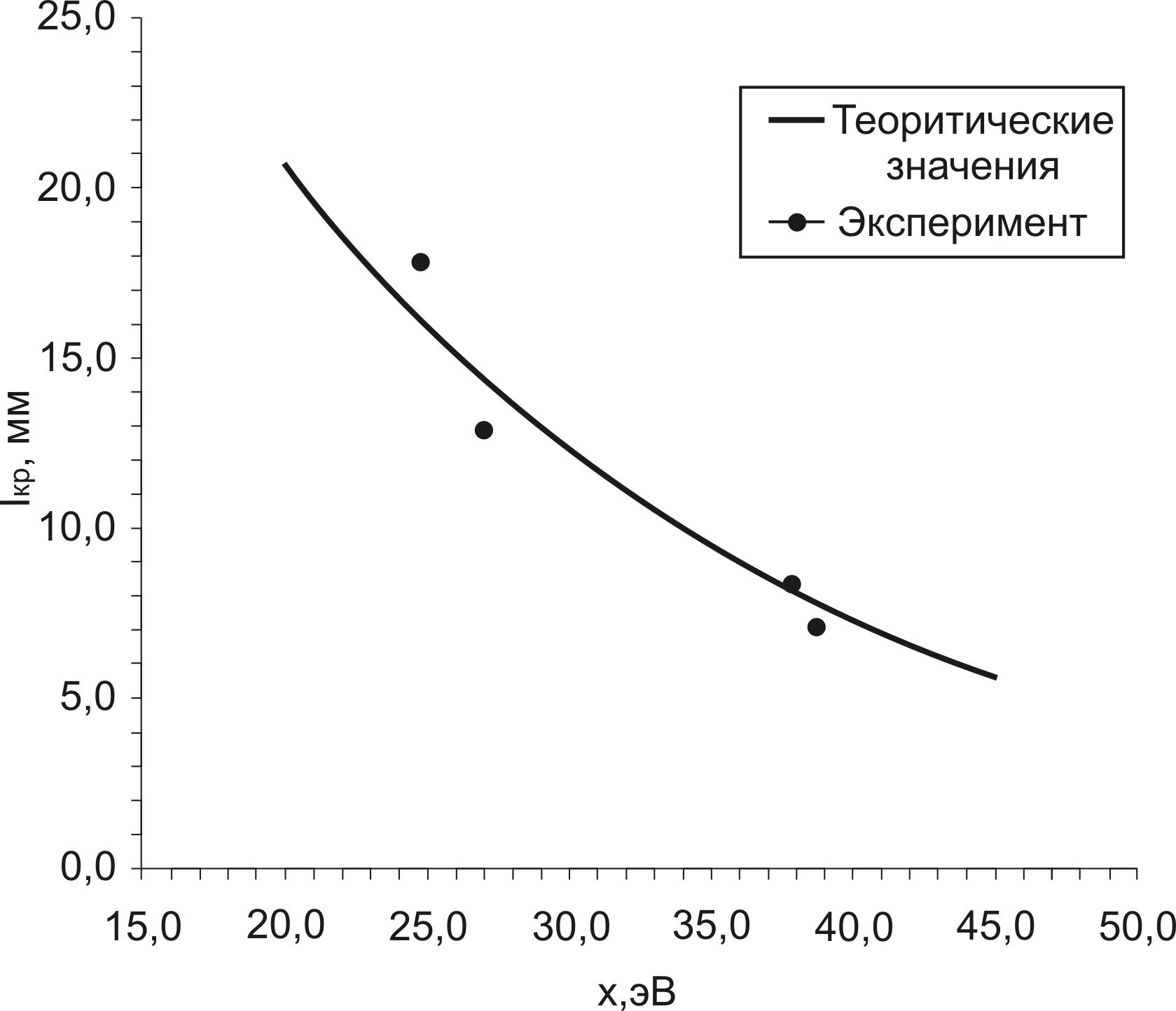
Рис.1.8. Зависимость критического расстояния lкр от приведенного потенциала ионизации х
Лабораторная работа по сварке №2
Исследование влияния силы сварочного тока на значения коэффициентов наплавки и расплавления
2.1. Задачи работы, стоящие перед студентами
2.1.1. Закрепить теоретические знания, полученные на лекциях.
2.1.2. Получить навыки по постановке задачи и проведения иссле-дований.
2.1.3. Ознакомиться с лабораторным оборудованием и контрольно-измерительными устройствами.
2.1.4. Провести исследования экспериментальные исследования влияния силы сварочного тока на значения коэффициентов наплавки и расплавления
2.1.5. Построить математическую модель и обработать результаты экспериментальных исследований на персональных компьютерах.
2.2. Применяемое оборудование, контрольно- измерительные приборы и материалы
При проведении лабораторной работы в распоряжении студентов:
сварочный трансформатор, электрододержатель, электронные весы, штангенциркуль, металлические пластинки.
2.3. Основы теории тепловых процессов сварочной дуги и массопереноса металла через дуговой промежуток, основные параметры электродуговой сварки
Сварочная дуга является мощным концентрированным источником тепловой энергии. Электрическая энергия, потребляемая сварочной дугой, преобразуется в тепловую энергию, которая локально вводится в место соединения заготовок.
Полная тепловая энергия, выделяемая при горении электрической сварочной дуги, может быть рассчитана по формуле:
Qп = I∙U∙t, Дж (2.1 )
где I – сила сварочного тока (А); U – напряжение сварочной дуги (В); t – время сварки (с).
Однако не вся тепловая энергия, выделяющаяся при горении сварочной дуги, расходуется на нагрев и расплавление основного металла и электрода; часть тепловой энергии рассеивается в окружающей среде и расходуется на плавление покрытия электрода.
Эффективной тепловой энергией (Qэфф) называется полезно используемая при сварке теплота, которая рассчитывается по формуле:
Qэфф = I∙U∙t, Дж (2.2)
где I – сила сварочного тока, А; U – напряжение сварочной дуги ,В; t – время сварки, с.
Полная тепловая мощность рассчитывается по формуле:
Qп = I∙U, Вт (2.3)
где I – сила сварочного тока (А); U – напряжение сварочной дуги (В).
Эффективная тепловая мощность рассчитывается по формуле:
Qэфф = η∙I∙U, Вт ,Дж/с (2.4)
где η – коэффициент полезного использования тепловой энергии сварочной дуги; I – сила сварочного тока (А); U - напряжение сварочной дуги, В.
Величина зависит от способа сварки, материала электрода, состава покрытия и других факторов. При сварке открытой дугой электродами с толстым покрытием =0,70…0,75, при автоматической сварке под слоем флюса =0,85…0,90.
Электроды или сварочная проволока при различных способах дуговой сварки плавлением нагреваются от двух источников тепловой энергии: эффективной тепловой энергии сварочной дуги и тепловой энергии, которая выделяется при протекании тока по вылету электрода. Тепло, выделяемое на вылете электрода, рассчитывается по закону Джоуля–Ленца, которое рассчитывается по формуле 14
, (2.5)![]()
где - удельное сопротивление металла, Омм; lвыл – длина вылета не более 0,42…0,43 м; F – площадь сечения сварочной проволоки, м2.
При соблюдении оптимальных режимов сварки сварочная прово-
лока по длине вылета нагревается до 870 К (600C). Такая температура способствует ускорению процесса плавления электрода. При большей плотности сварочного тока электрод нагревается более 900 К, при этом ухудшается формирование шва и увеличивается разбрызгивание металла, обмазка отслаивается от поверхности электрода. Поэтому при ручной дуговой сварке величину тока ограничивают.
Температура в столбе электрической дуги по разным источникам колеблется от 5000 К - 7000 К, температура на катоде - 3000 К, на аноде - 3300 К. При таких температурах скорости химических реакций и реакций диссоциации различных газов, веществ велики.
Высокие температуры в реакционной зоне обуславливают высокие скорости протекания химических реакций; температурная зависимость констант скоростей химических реакций определяется законом Аррениуса
K(T) = Ko exp ( - Ea/RT), (2.6)
где Ko - предэкспоненциальный множитель или множитель Аррениуса; Ea – энергия активации химических реакций, Дж/моль; R – газовая постоянная, R=8.314 Дж/(мольК); T – температура в реакционной зоне горения электрической дуги.
В реакционной зоне сварочной дуги имеют место диссоциация газов и веществ покрытий электродов.
Температура в дуговом промежутке равна Т= 5000 …7000 К, на электродных пятнах соответственно - 3000…3500 К. При этих температурах двухатомные газы полностью диссоциированы. На рис.1 приведена температурная зависимость степени диссоциации.
При температурах Т ~6000 - 7000 К кислород и водород практически полностью диссоциированы, степень диссоциации азота намного меньше. Атомарные кислород, водород, азот активно взаимодействуют в химических реакциях и активно растворяются в металле. В состав покрытий и флюсов входит плавиковый шпат CaF2, который диссоциирует по реакции
CaF2 = CaF + F.
При температуре Т= 3000 С степень диссоциации = 0,92. F - атомарный фтор ухудшает стабильность горения дуги вследствие высокого сродства к электрону, но связывает водород, образуя фтористый водород, который не растворяется в металле, тем самым играет очень важную роль в металлургических процессах, протекающих в электрической дуге.
Основным источником водорода в дуговом промежутке является влага, которая может содержаться в электродных материалах.
2Н2О = 2Н2 + О2
В состав покрытий и флюсов входят карбонаты, например, мел, мраморная крошка, которые диссоциируют по реакциям
CaCO3 = CaO + CO2
В дуговом промежутке происходит также диссоциация углекислого газа по реакции
2СО2 = 2CO + O2
При температурах Т ~6000 - 7000 К кислород и водород практически полностью диссоциированы, степень диссоциации азота намного меньше.
О2=2О; Н2 =2Н; N2=2N
Атомарные кислород, водород, азот активно взаимодействуют в химических реакциях и активно растворяются в металле.
Газовая среда дугового промежутка может существенно влиять на поверхностное натяжение и соответственно поверхностную энергию жидкого металла и тем самым влиять на массоперенос жидкого металла через межэлектродный промежуток.