

2.4 Конструктивные особенности резцов с механическим креплением твердосплавных пластин
Режущая способность резцов зависит, прежде всего, от материала режущей части. Однако эффективное использование режущих свойств современных инструментальных материалов возможно лишь при правильном выборе конструкции инструмента и качественном его изготовлении.
В настоящее время резцы, оснащенные пластинами твердого сплава, по существу вытеснили резцы из быстрорежущей стали и нашли широкое применение в машиностроении. По конструкции резец является простым инструментом. Он представляет собой пластину твердого сплава, закрепленную на призматическом корпусе – державке. Форма пластины твердого сплава может быть различной. В промышленности находят применение резцы с призматическими (рисунок 15, а), многогранными (рисунок 15,б) и круглыми (рисунок 15,в) пластинами. Твердосплавные пластины маркируются по единой системеISO(приложение А).



а б в
Рисунок 15 – Форма твердосплавных пластин
Корпуса резцов изготовляются из стали 45 или стали 40Х. Закрепление пластины на корпусе осуществляется одним из двух способов: пайкойилимеханическим креплением.
Пайка производится с помощью припоев из латуни или красной меди. Стали и твердые сплавы имеют разные значения коэффициента температурного расширения. При охлаждении после пайки поверхностные слои металла корпуса резца сжимаются быстрее, нежели слои твердого сплава, обладающего меньшим коэффициентом температурного расширения. В результате в паяном слое возникают касательные напряжения. При изнашивании режущего лезвия резца его работоспособность восстанавливают повторными переточками, во время которых размеры пластины уменьшаются. Поэтому прочность пластины с каждой переточкой падает, и касательные напряжения могут вызвать ее растрескивание или даже разрушение. При нагреве пластины и корпуса в процессе резания эти напряжения уменьшаются, однако после завершения резания и охлаждения резца они снова восстанавливают свое значение. Резцы с припаянными пластинами твердого сплава в основном применяют для обработки заготовок с большими подачами, когда на лезвиях резца действую большие силы резания.
Для работы на средних и облегченных режимах резания широко применяют токарные резцы с механическим креплениемпластин к корпусу. Механические крепления надежно удерживают пластину в специальном гнезде, не вызывая опасных для хрупкого твердого сплава внутренних напряжений. Для различных условий обработки разработано большое количество вариантов крепления, основные из которых представлены на рисунках 16-20.
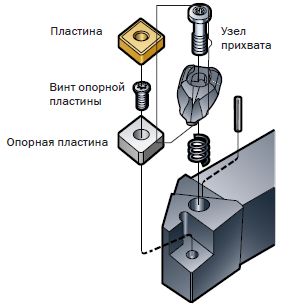

Рисунок 16 – Прижим сверху и поджим за отверстие
Прижим сверху и поджим за отверстиепредназначен для закрепления односторонних пластин без задних углов. Жесткость и надежность крепления – основные преимущества данного способа. Эта схема крепления обеспечивает одновременное приложение сил, направленных внутрь гнезда и сил, прижимающих пластину. При этом гарантируется надежность крепления и повторяемость размеров при замене пластин.
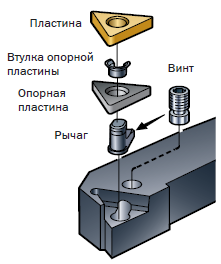
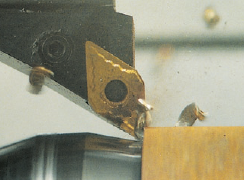
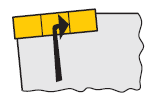
Рисунок 17 – Прижим рычагом за отверстие
Прижим рычагом за отверстие используется для закрепления односторонних и двухсторонних пластин без задних углов.
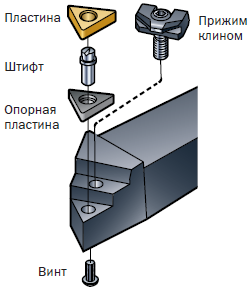

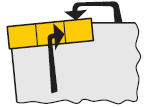
Рисунок 18 – Прижим клин-прихватом сверху
Прижим клин-прихватом сверху обеспечивает надежное закрепление пластины. Применяется для закрепления трехгранных пластин.
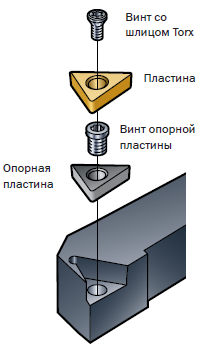

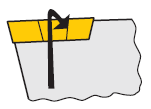
Рисунок 19 – Закрепление пластин винтом
Закрепление пластин винтомприменяется преимущественно в малогабаритных инструментах. Данная схема крепления превосходит по жесткости, надежности, компактности и наличию пространства для свободного схода стружки старые системы с креплением пластин прижимом сверху.
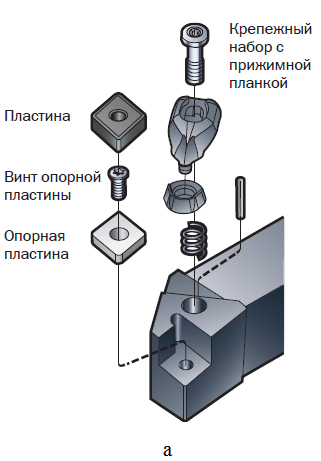

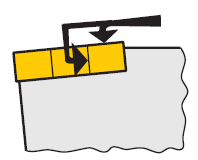
Рисунок 20 – Система крепления повышенной жесткости:
а – для пластин с отверстием; б – для пластин без отверстия
Крепление повышенной жесткости используют для крепления пластин из особо хрупких материалов, таких как металлокерамика и кубический нитрид бора. Пластины могут иметь различную конструкцию. По форме неперетачиваемая пластина представляют собой многогранник, число граней которого равно числуzрежущих лезвий.
Пластина, предназначенная для одностороннего использования, имеет лезвия только с одной стороны. Другая ее сторона служит опорой. Пластина, предназначенная для двухстороннего использования, имеет лезвия с обеих сторон, и их число равно 2z. Активная длина каждого лезвия многогранной пластины равна ширине срезаемого слоя.
В большинстве современных конструкций металлорежущих инструментов с механическим креплением твердосплавных пластин режущая пластина опирается на корпус или державку инструмента через промежуточную опорную пластину.
Опорная пластинаимеет двойное назначение. Во-первых, она предохраняет корпус или державку инструмента от повреждения в случае поломки режущей пластины. Это особенно важно для сложных дорогих корпусов многолезвийных инструментов, например фрез. Во-вторых, опорная пластина, изготовляемая из высокотвердых теплостойких материалов, служит надежной жесткой опорой режущей пластины. В противном случае, если установить режущую пластину непосредственно в гнездо корпуса, под действием силы резания сравнительно мягкая опорная поверхность гнезда будет постепенно сжиматься и в пластине появятся изгибающие напряжения, вызывающие ее поломку или выкрашивание.
Внешние признаки износа механически закрепленных и припаянных пластин аналогичны. После износа одного из лезвий многогранная пластина открепляется от корпуса резца и поворачивается так, чтобы в рабочем положении оказалось ее следующее лезвие. Затем пластина снова закрепляется. Таким образом, вместо переточки многогранную пластину можно повторно использовать z раз, а пластину двухстороннего использования – 2z раз.