

Контрольные вопросы
1) Назовите основные преимущества и недостатки ломания и завивания стружки при помощи лунки на передней поверхности инструмента.
2) Что называется периодом стойкости инструмента?
3) Назовите основные виды стружек, образующихся при резании металлов.
2 Токарный инструмент
Сущность токарной обработки состоит в формировании цилиндрической поверхности заготовки инструментом с одной режущей кромкой. При этом заготовка вращается, а инструмент – резец перемещается относительно нее. Этот метод металлообработки является традиционным и достаточно простым для понимания.
Несмотря на кажущуюся примитивность однолезвийного резания, процесс точения разнообразен по форме и материалу обрабатываемых деталей, типам токарных операций, условиям обработки, требованиям к ее качеству и многим другим факторам. Современный токарный инструмент проектируется на основе множества исследований и экспериментов.
Резцы, применяемые сегодня в металлообработке, являются продуктом многолетнего усовершенствования. Меняются и материалы режущего клина, и его геометрия, и конструкция всех элементов резца, и способы крепления.
Резцы -это простейшие и наиболее распространенные в металлообработке режущие инструменты.
2.1 Конструктивные элементы резцов
Каждый режущий инструмент имеет одну переднюю и две задние поверхности, одна из которых называется главной, а другая – вспомогательной. Попередней поверхностиперемещается образовавшаяся при резании стружка.Задние поверхностиобращены в сторону обработанной поверхности.
Передняя и задние поверхности, взаимно пересекаясь, образуют соответственно главнуюивспомогательнуюрежущие кромки. Точка пересечения главной и вспомогательной режущих кромок называетсявершиной режущей части(рисунок 9).

Рисунок 9 – Конструктивные элементы режущей части резца
Режущая часть любого металлорежущего инструмента представляет собой один или несколько режущих зубьев. Зуб инструмента имеет клиновидную форму в результате пересечения по режущей кромке передней и задней поверхностей.
В процессе обработки зубья инструмента врезаются в материал заготовки и режущими кромками срезают его в виде стружки.
2.2 Геометрические параметры режущей части
В зависимости от расположения режущего клина относительно обрабатываемой поверхности меняются геометрические параметры резания, которые влияют на характер протекания процесса. К геометрическим параметрам относятся передний γ и задний α углы, а также угол λ наклона режущей кромки в любой точке резания.
Передним углом γназывается угол между передней поверхностью резца и плоскостью, перпендикулярной плоскости резания и проходящей через главную режущую кромку резца. Этот угол необходим для уменьшения силы резания, а также для уменьшения трения стружки о переднюю поверхность резца. С увеличением переднего угла облегчается врезание резца в металл, улучшается сход стружки, уменьшаются силы резания и расход мощности, улучшается качество обработанной поверхности. Вместе с тем, увеличение переднего угла приводит к понижению прочности режущей кромки, увеличению износа и ухудшению отвода теплоты из зоны резания. При обработке вязких металлов передний угол выбирается в пределах от 10° до 20° и более. При обработке сталей, в особенности твердыми сплавами, передний угол выбирается близким к нулю или даже отрицательным. При работе фасонным инструментом (резцами, фрезами, резьбовым и зуборезным инструментом) передний угол должен быть равным нулю либо иметь небольшие положительные значения (от 2° до 4°).
Главный задний угол α – угол между касательной к главной задней поверхности резца в данной точке режущей кромки и плоскостью резания. Задний угол нужен для того, чтобы уменьшить трение задней поверхности инструмента об обрабатываемую заготовку. Он выбирается обычно в пределах от 2° до 12°. Главным фактором, от которого зависит размер заднего угла, является подача резца. С уменьшением подачи изнашивание по задней поверхности увеличивается, а с увеличением подачи – уменьшается. При чистовой обработке с малой подачей необходимо применять резцы с большими задними углами.
Угол резания δ– угол между передней поверхностью резца и плоскостью резания.
Угол заострения β– угол между передней и главной задней поверхностями резца. Размер этого угла влияет на прочность режущей части инструмента.
Согласно этим определениям, α + β + γ = 90°, δ = 90° – γ, а при заданных α и γ угол заострения β = 90° – (α + γ) (рисунок 10).
Вспомогательные углы резца α1, β1 и γ1 измеряются во вспомогательной секущей плоскости и определяются по аналогии с главными углами резца.
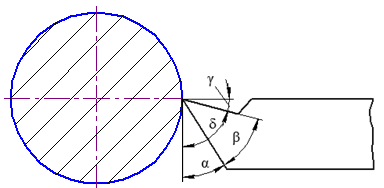
Рисунок 10 – Передний γ, главный задний α углы,