

3.3.4 Пример расчета развертки
Задание: Рассчитать и сконструировать машинную цельную развертку из твердого сплава с режущей частью и коническим хвостовиком для обработки сквозного отверстия диаметром D0 = 12Н7 в заготовке из стали 40Х с σв = 750 МПа. Диаметр предварительно обработанного отверстия d = 12,6 мм, длина детали l = 30 мм. Станок вертикально-сверлильный 2Н125.
1 Определение исполнительных диаметров рабочей части развертки для отверстия D0= 12Н7.
Поле допуска на обрабатываемое отверстие по ГОСТ 25347-82 равно 12+0,018(D0max= 12,018 мм;D0min= 12,000 мм).
Допуск диаметра отверстия (IT), соответствующий заданному допуску Н7, составляет 0,018 мм.
максимальный диаметр развертки Dmax=D0max– 0,15IT;
минимальный диаметр развертки Dmin=D0min– 0,35IT,
где
 ,
,
 ,
,
откуда
Dmax= 12,018 – 0,003 = 12,015 мм,
Dmin= 12,000 – 0,007 = 12,008 мм.
Полученные значения совпадают с табличными (см. таблицу В.5).
Материал режущей части – Т15К6 (ГОСТ 3882-74).
Материал хвостовика – сталь 40Х (ГОСТ 4543-71).
По ГОСТ 16087-70 определяем основные размеры развертки:
L = 150 мм;l= 22 мм;z= 6;d= 10 мм;l2= 27 мм;l3= 36 мм;l4= 19 мм.
2 Геометрические параметры развертки [1, табл. 58, с. 238]
φ = 45° – главный угол в плане;
γ = 5º – передний угол;
α= 6º – задний угол по вспомогательной режущей кромке;
αс= 15º – задний угол по спинке ножа.
f1= 0,25…0,4 мм.
3 Обратная конусность
∆ = 0,05 мм.
4 Длина заборной части развертки, мм

где D= 12 мм;


5 Угловой шаг зубьев [2, табл. 78, с. 214]
ω1= 58°01’; ω2= 59°53’; ω3= 62°05’.
6 Основные размеры профиля канавок [2, табл. 79, с. 216]
f= 0,1-0,25 мм;f1= 0,6-1,0 мм; β = 75°-80°;r= 0,5 мм.
7 Глубина резания
t = 0,5(D–d) = 0,5(12 – 11,6) = 0,2 мм. (3.68)
8 Подача
S= 0,9 мм/об [1, табл. 37, с. 382].
Вводим поправочный коэффициент Kus= 0,7 [1, табл. 37, с. 382],
S= 0,9·0,7 = 0,63 мм/об
9 Скорость резания
где T= 30 мин – [1, табл. 40, с. 384];
 = 100,6; q= 0,3;x= 0;y= 0,65;m= 0,4 [1, табл. 39,
с. 383].
= 100,6; q= 0,3;x= 0;y= 0,65;m= 0,4 [1, табл. 39,
с. 383].

где
 [1, табл. 1- 4, с. 358-360];
[1, табл. 1- 4, с. 358-360];
 = 1 [1, табл. 6, с.
361];
= 1 [1, табл. 6, с.
361];
 = 1 [1, табл. 41, с.
385].
= 1 [1, табл. 41, с.
385].

Частота вращения инструмента

10.1 Определение действительной частоты вращения
nд= 2000 об/мин (см. приложение В).
Фактическая скорость резания

Крутящий момент [1, с. 385]

где
 ;
;
z = 6 зубьев;
 =
300; n
= -0,15;
x
= 1; y
= 0,75 [1, табл. 22, с. 372];
=
300; n
= -0,15;
x
= 1; y
= 0,75 [1, табл. 22, с. 372];

12 Осевая сила

где
 = 67;q= 0;x= 1,2;y= 0,65 [1, табл. 42,
с. 385].
= 67;q= 0;x= 1,2;y= 0,65 [1, табл. 42,
с. 385].

13 Мощность резания

Мощность станка модели 2Н125 по паспорту 2,8 кВт (см. приложение В). Следовательно, выбранные режимы резания удовлетворяют паспортным данным станка.
14 Определение номера конуса Морзе хвостовика
Средний диаметр конуса хвостовика

 .
.
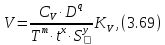
По ГОСТ 25557-2006 выбирается ближайший больший конус, т.е. конус Морзе № 1 с лапкой (таблица Г.1). Основные размеры: D = 12,065 мм; D1 = 12,2 мм; d2 = 9 мм; l3 = 62 мм; a = 3,5 мм; еmax = 13,5 мм.
Конструкция цельной машинной развертки из твердого сплава представлена на рисунке 54.
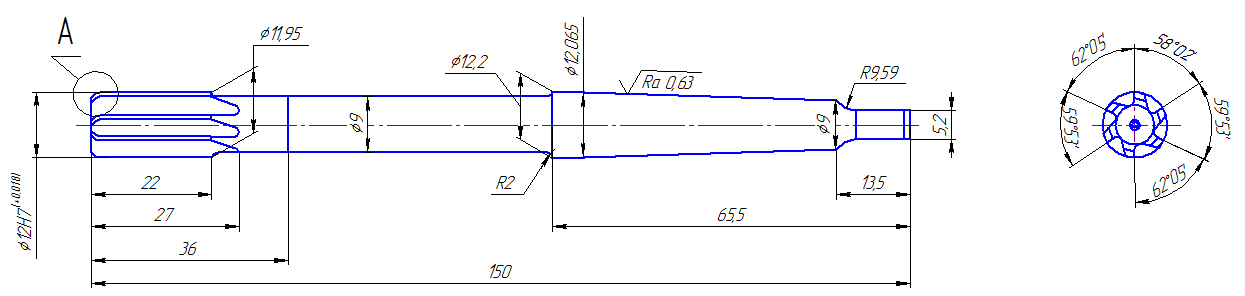
Рисунок 54 – Развертка машинная цельная из твердого сплава