3.1.4 Износ осевого инструмента
В процессе резания износу подвергаются в той или иной мере все лезвия режущей части сверла.
Первоначальный износ сверла может быть обнаружен по резко скрипящему звуку. При работе изношенным сверлом температура резко возрастает, и сверло еще больше изнашивается, разбивая отверстие. Виды износа приведены в таблице 8.
Таблица 8 – Износ осевого инструмента
|
Характер износа |
Причина |
Устранение |
|
Наростообразование
|
|
1. Увеличить скорость резания и использовать наружный подвод СОЖ 2. Заточить режущую кромку 3. Увеличить содержание масла в СОЖ |
|
Выкрашивание в углах режущих кромок
|
1. Нежесткое закрепление 2. Слишком большое радиальное биение 3. Прерывистое резание 4. Недостаточное количество СОЖ (термотрещины) 5. Нежесткий патрон |
1. Проверить жесткость закрепления 2. Проверить размер радиального биения 3. Уменьшить подачу 4. Проверить расход СОЖ 5. Проверить патрон |
|
Интенсивный износ режущих кромок
|
1. Высокая скорость резания 2. Низкая подача 3. Мягкий сплав 4. Недостаточное количество СОЖ |
1. Снизить скорость резания 2. Увеличить подачу 3. Выбрать более износостойкую марку сплава 4. Обеспечить соответствующий подвод СОЖ |
|
Сколы режущих кромок
|
1. Нестабильные условия обработки 2. Превышение максимально допустимого износа 3. Слишком прочный сплав |
1. Проверить надежность закрепления 2. Заменить сверло 3. Перейти к более мягкому сплаву |




Окончание таблицы 8
|
Характер износа |
Причина |
Устранение |
|
Увеличенный износ по ленточке
|
1. Большое радиальное биение 2. Низкая концентрация масла 3. Высокая скорость резания 4. Материал с абразивными включениями |
1. Проверить размер радиального биения 2. Использовать в качестве СОЖ эмульсию с повышенным содержанием масла или неразбавленное масло 3. Уменьшить скорость резания 4. Перейти на более прочный сплав |
|
Износ поперечной кромки
|
1. Низкая скорость резания 2. Высокая подача 3. Маленький размер перемычки |
1. Увеличить скорость резания 2. Снизить подачу 3. Проверить геометрические параметры сверла |
|
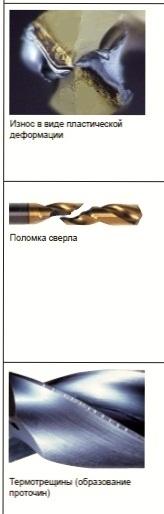
Износ в виде пластической деформации
|
1. Скорость резания и/или подача слишком высокие 2. Недостаточный подвод СОЖ 3. Неправильный выбор типа сверла или марки сплава |
1. Снизить скорость резания и/или подачу 2. Увеличить количество и давление СОЖ 3. Перейти к более твердому сплаву |
|
Поломка сверла
|
1. Недостаточная жесткость закрепления 2. Смещение заготовки 3. Несоответствующие режимы обработки 4. Недостаточная мощность шпинделя 5. Пакетирование стружки 6. Большая подача 7. Интенсивный износ |
1. Повысить жесткость закрепления заготовки и сверла 2. Повысить усилие закрепления 3. Назначить правильные режимы резания 4. Проверить станок по мощности 5. Скорректировать подачу СОЖ и режимы 6. Внимательно следить за износом |
|
Термотрещины образование проточин)
|
1. Неверно организована подача СОЖ |
1. Проверить подачу СОЖ 2. Долить охлаждающую жидкость в бак |