3.1.2 Геометрические параметры
Углом наклона винтовой канавкиω (см. рисунок 25,в) называется угол, образуемый осью сверла и касательной к вершине винтовой линии пересечения передней поверхности сверла с цилиндрической поверхностью, ось которой совпадает с осью сверла и диаметр, который равен диаметру сверла.
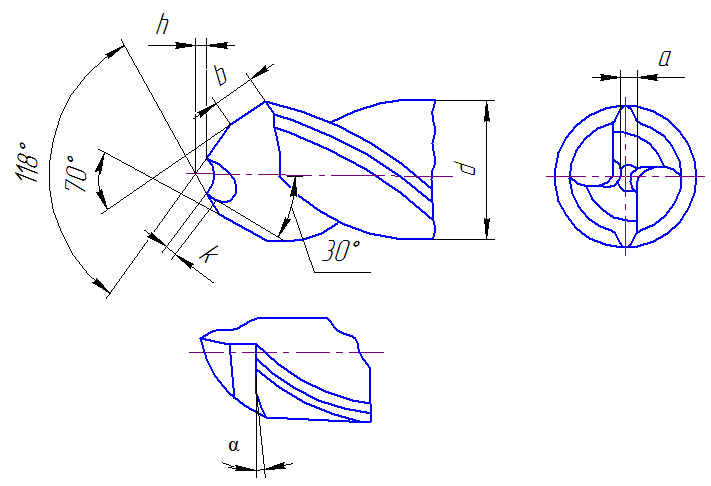
Режущие кромки наклонены к оси сверла и образуют между собой угол при вершине 2φ (главный угол в плане). С увеличением угла при вершине сверла уменьшается активная длина режущей кромки и увеличивается толщина среза, что приводит к увеличению усилий, действующих на единицу длины режущих кромок, и способствует повышению интенсивности износа сверла. Известно, что нормальная работа сверла может иметь место тогда, когда надежно обеспечивается вывод стружки по канавкам и не наблюдается ее защемление и пакетирование. Как показывают исследования, увеличение угла при вершине 2φ приводит к более плавному изменению передних углов вдоль режущей кромки, что благоприятно отражается на режущей способности сверла.
Задний угол α является важным элементом конструкции сверла, его размер в значительной мере влияет на стойкость инструмента.
3.1.3 Заточка спиральных сверл
Для удаления изношенных участков инструмента, образования новых лезвий и восстановления режущих свойств были разработаны всевозможные способы заточек стандартных сверл.
Форма заточки сверла выбирается в зависимости от свойств обрабатываемых материалов и диаметра инструмента. Основные формы заточек спиральных сверл приведены на рисунке 26.
Нормальная без подточек (Н)– для сверл диаметром до 12 мм. Применяется для сверл универсального применения при обработке стали, стального литья, чугуна.
Нормальная с подточкой поперечной кромки (НП)– для обработки стального литья с σв≤ 500 МПа с неснятой коркой. Подточка поперечной кромки уменьшает ее длину, что улучшает условия резания.
Нормальная с подточкой поперечной кромки и ленточки (НПЛ)– для сверл диаметром 12…80 мм. Применяется для обработки стали, стального литья сσв> 500 МПа со снятой коркой, чугуна с неснятой коркой. Подточка ленточки до ширины 0,1-0,2 мм на длине 3-4 мм уменьшает трение в наиболее напряженном участке сверла и улучшает условия резания.
Двойная с подточкой поперечной кромки (ДП)– для обработки стального литья с σв≥ 500 МПа и чугуна с неснятой коркой. Увеличивается длина режущей кромки, уменьшается толщина стружки, улучшается отвод теплоты, значительно увеличивается стойкость.
Двойная с подточкой поперечной кромки и ленточки (ДПЛ)– для сверл универсального применения при обработке стального литья с σв>500 МПа и чугуна со снятой коркой.
Двойная с подточкой и срезанной поперечной кромкой (ДП-2)– для обработки хрупких материалов.
|
Нормальная без подточки (Н) |
Нормальная с подточкой поперечной кромки (НП) |
|
Нормальная с подточкой поперечной кромки и ленточки (НПЛ) |
Двойная с подточкой поперечной кромки (ДП) |
|
Двойная с подточкой поперечной кромки и ленточки (ДПЛ) |
Двойная с подточкой и срезанной поперечной кромкой (ДП-2) |
|
Рисунок 26 – Формы заточки спиральных сверл | |