

3 Осевой инструмент
Сверление, зенкерование и развертывание являются основными технологическими способами обработки резанием круглых отверстий различной степени точности и с различной шероховатостью поверхности. Все перечисленные способы относятся к обработке осевым инструментом. Ее основные признаки: главным движением резания является вращательное движение инструмента, а движение подачи осуществляется вдоль оси главного движения.
3.1 Сверла
Сверлопредставляет собой режущий инструмент для обработки отверстий в сплошном материале, либо для рассверливания отверстий.
Сверла изготавливают из быстрорежущей или конструкционной стали. В последнем случае они оснащаются пластинами из твердого сплава. Наиболее широкое распространение в промышленности нашли спиральные сверла. Они используются при сверлении и рассверливании отверстий диаметром до 80 мм и обеспечивают обработку отверстий по 12–14-му квалитетам точности с шероховатостью поверхности Rz= 20...40 мкм.
3.1.1 Конструктивные элементы сверла
Спиральное сверло имеет следующие основные части (рисунок 25): режущая 3, направляющая 1 или калибрующая, хвостовик 5 и соединительная 4 (шейка). Режущая и направляющая части в совокупности составляют рабочую часть 2 сверла, снабженную двумя винтовыми канавками 8.
Режущая часть спирального сверла состоит из двух зубьев, которые в процессе сверления своими режущими кромками 9 врезаются в материал заготовки и срезают его в виде стружки, которая затем отводится по винтовым канавкам. Рабочая часть является основной частью сверла. Условия работы сверла определяются главным образом конструкцией режущей части сверла.
Передними поверхностями 10 сверла являются поверхности винтовых канавок, по которым сходит стружка. Задними поверхностями 11 сверла являются поверхности зуба сверла, обращенные к поверхности резания (по которой происходит отделение стружки от заготовки). Задние поверхности могут быть заточены как плоские, винтовые, конические или цилиндрические поверхности. Линия пересечения задних поверхностей обеих зубьев сверла образует поперечную режущую кромку 13, расположенную в центральной зоне сверла.
Направляющая часть сверла необходима для создания направления при работе инструмента. Поэтому она имеет две направляющие винтовые ленточки (спиральные фаски) 12, которые участвуют в оформлении (калибровании) поверхности обработанного отверстия. Кроме этого направляющая часть сверла служит запасом для переточек инструмента.
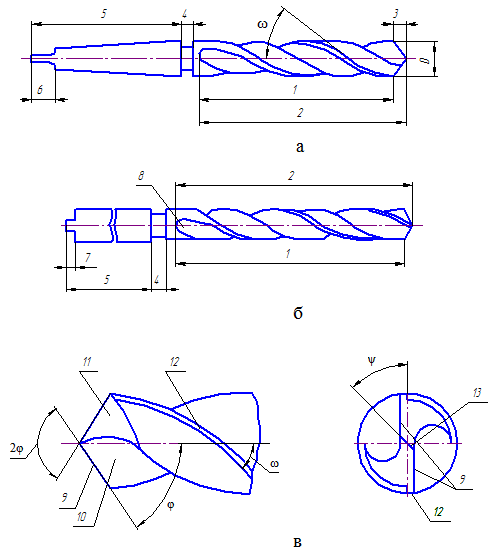
Рисунок 25 – Спиральное сверло
Хвостовик, который может быть конической (с лапкой 6) (рисунок 25, а) или цилиндрической (с поводком 7 и без поводка) (рисунок 25,б) формы, служит для закрепления сверла на станке. Он с помощью цилиндрической шейки соединяется с рабочей частью сверла. Наиболее часто рабочая часть сверла изготавливается из быстрорежущей стали, а хвостовик из стали 45. Рабочая часть и хвостовик соединяются сваркой. В промышленности используют также твердосплавные сверла. Режущая часть этих сверл оснащается пластинками твердого сплава. У твердосплавных сверл малого диаметра полностью вся рабочая часть может изготавливаться из твердого сплава.
Диаметры просверленных отверстий всегда больше диаметра сверла, которым они обработаны. Разность диаметров сверла и просверленного им отверстия называют разбивкой отверстия. Для стандартных сверл диаметром 10…20 мм разбивка составляет 0,15…0,25 мм. Причиной разбивки отверстий являются недостаточная точность заточки сверл и несоосность сверла и шпинделя сверлильного станка.
Для уменьшения разбивки и для предотвращения возможного защемления сверла в просверливаемом отверстии диаметр сверла в направлении от режущей части несколько уменьшается. Уменьшение диаметра принято называть обратной конусностьюи определять разность Δ диаметров на расстоянииl0= 100 мм длины рабочей части.