41.Особенности трения при омд. Виды трения. Физико химические особенности трения
Условия трения играют в расчетах напряженного и деформированного состояния такую же роль, как и физические уравнения равновесия. Отличие лишь в том, что трение действует лишь по поверхности взаимодействия металла с инструментом, т.е. закон трения входит не в дифференциальные уравнения, а в граничные условия.
Условия трения об инструмент во многом определяют эффективность ОМД. Трение играет роль сопротивления, которое необходимо преодолевать, т.е. оно увеличивает сопротивление деформации. Трение вызывает износ инструмента, является одной из причин неравномерности деформации.
Однако, без трения невозможно обойтись, например, в прокатке. Прокатка полосы в абсолютно гладких валках невозможна. Поэтому трением можно и нужно управлять.
Для ОМД характерно трение скольжения. Однако, это трение отличается от трения скольжения, возникающего в деталях машин. Это отличие обусловлено следующими факторами:
1. при ОМД на поверхности действуют очень высокие давления до 2500 МПа, а в самых сильнонагруженных подшипниках (в прокатных станах) не превышают 50 МПа;
2. при ОМД происходит значительное обновление поверхности контакта инструмента с деформируемым металлом в связи с увеличением его поверхности, в деталях машин такого не происходит;
3. смещение частиц металла по контактной поверхности деталей машин одинаково во всех точках контакта, при ОМД – различно за счет деформации металла.
Трение обрабатываемого металла и инструмента происходит с участием третьих веществ. К ним относятся окислы обрабатываемого металла и инструмента, продукты истирания взаимодействующих поверхностей и смазка. Виды трения определяются количеством и свойствами этих веществ. В первую очередь трение зависит от толщины слоя смазки. Различают следующие виды трения:
1. Чистое: на поверхности трения нет ни окислов, ни смазки. Чистое трение может наблюдаться только в условиях физического опыта или при обработке в вакууме.
2. Сухое: на поверхности трения имеются пленки окислов и загрязнений, но нет искусственной смазки. В широкой практике сухим трением называют трение несмазанных тел. Например, горячую прокатку осуществляют без применения смазок, поэтому трение в этом случае приближенно можно считать сухим.
3. Полусухое: между трущимися поверхностями имеются лишь отдельные участки, заполненные какой-либо вязкой средой.
4. Граничное: пленка жидкой смазки, разделяющая поверхности трущихся тел, имеет толщину 1-2 молекулы. Из-за маленькой ее толщины в смазке не проявляются объемные свойства, и имеет место механическое зацепление шероховатостей поверхностей контакта. Наиболее часто встречающийся в практике вид трения.
5. Полужидкостное: при наличии достаточного слоя смазки имеются непосредственные контакты поверхностей трущихся тел.
6. Жидкостное: поверхности трущихся тел полностью изолированы друг от друга слоем смазки.
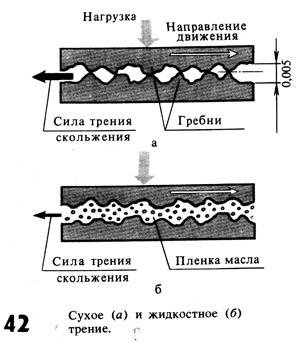
42.Механизм сухого и жидкостного трения. Трение при различных видах омд
Трение называют сухим, если поверхности обрабатываемого материала и инструмента находятся во взаимном контакте, свободны от третьих веществ и происходит относительное перемещение этих поверхностей в касательной к ним плоскости. В чистом виде такой вид трения при ОМД не встречается, поэтому на практике сухим трением называют трение несмазанных тел. Так, горячую прокатку проводят без смазки, поэтому трение при горячей прокатке условно называют сухим.
Трение называют жидкостным, если между трущимися поверхностями имеется слой смазки, выводящий из механического зацепления шероховатости этих поверхностей Жидкостное трение - это внутреннее трение в объеме смазки. Оно нашло применение, например, при волочении проволоки. Ведутся работы по реализации этого вида трения в других процессах ОМД. Термин “жидкостное” трение условен, так как смазка может быть консистентной и даже твердой, например парафин. Главное, чтобы не происходило соприкосновение трущихся поверхностей, а сопротивление деформации самой смазки было во много раз меньше сопротивления де-формации обрабатываемого металла. В практических условиях ОМД как сухое, так и жидкостное трение в чистом виде встречается редко. Это объясняется тем, что, с одной стороны, на металлическую поверхность всегда попадают вещества, препятствующие возникновению сухого трения. С другой стороны, при наличии даже обильной смазки в процессе деформирования металла происходит выдавливание смазывающей пленки, а также разрушение и потеря ее физических свойств, что приводит к появлению контактирующих участков, свободных от смазывающего слоя. Поэтому на практике наблюдается преимущественно граничное трение.