

Федеральное агентство по образованию
Государственное общеобразовательное учреждение высшего
профессионального образования
Тульский государственный университет
Кафедра «Инструментальные и метрологические системы».
Курсовая работа по дисциплине
Метрология, стандартизация и сертификация.
Вариант №8
Выполнил: студент гр 130501
Cтратилатова Е. О.
Проверил:
Белякова В.А.
Тула 2012
Содержание
Часть 1. Расчет полей допусков размеров детали. 3
Часть 3. Обработка многократных измерений 19
Список литературы: 24
Часть 1. Расчет полей допусков размеров детали.
Задание.
Рассчитать
параметры посадки 25 ;
написать все виды обозначения предельных
отклонений размеров на конструкторских
и рабочих чертежах.
;
написать все виды обозначения предельных
отклонений размеров на конструкторских
и рабочих чертежах.
Для расчета дана посадка с зазором в системе отверстия.
1.Отклонения отверстия и вала по ГОСТ 25347-82:



Схема расположения полей допусков посадки
2.Предельные размеры:


3.Допуски отверстия и вала:

либо

4.Зазор:

либо

5.Средний зазор:

6.Допуск посадки с зазором:

Обозначение предельных отклонений размеров на конструкторских чертежах:
а)
условное обозначение полей допусков: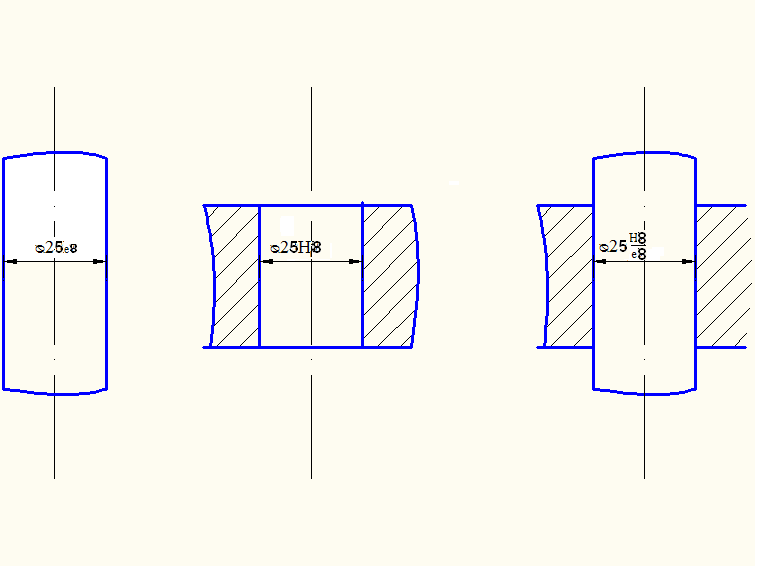 б)
числовые обозначения предельных
отклонений:
б)
числовые обозначения предельных
отклонений:
в) условное обозначение допусков и числовых значений предельных отклонений:

8.Обозначение размеров на рабочих чертежах:

2. Расчет сборочных размерных цепей.
Задание:
По заданным номинальным значениям
составляющих размеров
 и значению замыкающего размера
и значению замыкающего размера Δ
установить допуски и предельные
отклонения составляющих размеров
(прямая задача). Проверить правильность
назначения допусков и предельных
отклонений составляющих размеров
(обратная задача). Расчеты провести
методом полной взаимозаменяемости и
теоретико-вероятностным методом.
Δ
установить допуски и предельные
отклонения составляющих размеров
(прямая задача). Проверить правильность
назначения допусков и предельных
отклонений составляющих размеров
(обратная задача). Расчеты провести
методом полной взаимозаменяемости и
теоретико-вероятностным методом.

|
NA1 |
NA2 |
NA3 |
NA4 |
NA5 |
NA6 |
АΔ |
|
21 |
142 |
21 |
197 |
3 |
16 |
0 +0.8 |
Задача №1.1
Назначить
допуски и отклонения составляющих
размеров с таким расчетом, чтобы
обеспечить значение замыкающего размера,
равное
 мм. Расчет произвести методом полной
взаимозаменяемости.
мм. Расчет произвести методом полной
взаимозаменяемости.
На детали, входящие в сборочный комплект, назначены следующие значения номинальных размеров: N1=21 мм; N2=142; N3=21 мм; N4=197 мм; N5=3 мм; N6=16 мм.
Согласно заданию:
N= 0 мм;
Т =ES – EI = (+0.8) – 0 = 0.8 мм;
Eс = (ES + EI)/2 = ((+0.8) + 0)/2 = 0.4 мм;
Аmax = N + ES = 0 + (+0.8) = 0.8 мм;
Аmin = N + EI = 0 +0 = 0 мм.
Составим график размерной цепи:
Составим уравнение размерной цепи:
A=
A = 1A1 + 2A2 + 3A3 + 4A4 + 5A5+ 6A6.
Значения передаточных отношений
|
Обозначение передаточных отношений |
1 |
2 |
3 |
4 |
5 |
6 |
|
Численные значения i |
-1 |
-1 |
-1 |
+1 |
+1 |
-1 |
Проведем проверку правильности назначения номинальных значений составляющих размеров.
N=
N= -21-142-21-16+197+3=0;
Так как по условию задачи N=0, следовательно, номинальные размеры назначены правильно.
Осуществим увязку допусков, для чего исходя из величины Т, рассчитаем допуски составляющих размеров.
Т.к. в узел входят подшипники качения, допуски которых являются заданными, то для определения величины ас воспользуемся зависимостью:
Допуск ширины подшипников равен 0,12 мм, т.е. Т1 =Т3 = 0,12 мм.
Следовательно:
 ;
;
ас = (800 – 2120) / (2,52+2,89+0,73+1,08) 77,56;
По приложению А устанавливаем, что такому значению ас соответствует точность, лежащая между 10 и 11 квалитетами.
Примем для всех размеров 11 квалитет, тогда
T2 = 0,25 мм; T4 = 0,29 мм; T5 = 0,075 мм; T6 = 0,011 мм.
Произведем проверку правильности назначения допусков составляющих размеров по уравнению:
 ,
,
 =
0,25+0,29+0,075+0,011+0,12+0,12=
0,965
мм.
=
0,25+0,29+0,075+0,011+0,12+0,12=
0,965
мм.
Осуществим увязку средних отклонений, для чего примем следующий характер расположения полей допусков составляющих размеров.
A1 = A3=21 -0,12 ;
A2 = 142h11(-0.25);
A4 = 197JS11(0.145);
A5 = 3h11(-0.060);
A6 =16JS11(0.055);
Сведем данные для расчета в таблицу:
Таблица расчета данных
|
Обозначение размера |
Размер |
i |
Eci |
iEci |
|
А1 |
21( -0.120) |
-1 |
-0.060 |
+0.060 |
|
А2 |
142h11(-0.25) |
-1 |
-0.125 |
+0.125 |
|
А3 |
21( -0.120) |
-1 |
-0.060 |
+0.060 |
|
А4 |
197JS11(0.145) |
+1 |
0 |
0 |
|
А5 |
3h11(-0.060) |
+1 |
-0.030 |
-0.030 |
|
А6 |
16JS11(0.055) |
-1 |
0 |
0 |
Из
уравнения

найдем среднее отклонение замыкающего размера и сравним его с заданным
Ec = 0.06 + 0.125 + 0.06 - 0.030 = 0.215 мм;
Так как полученное значение не совпадает с заданным, то произведем увязку средних отклонений за счет среднего отклонения размера А2, принятого в качестве увязочного.
Величину среднего отклонения размера А2 найдем из уравнения:
+0.4 = +0.060 + 0 +0.060 - Еc`2 - 0.030 -0
Откуда Еc`2= -0.031 мм.
Предельные отклонения размера А2:
ЕS`2 = Еc`2 + 0,5Т2 = -0.031 + 0,50,25= -0.185 мм,
ЕI`2 = Еc`2 – 0,5Т2 = -0.031 – 0,50,25= -0.435 мм.
Таким
образом А`2
=
 мм
мм
Задача № 1.2 (обратная задача)
Найти предельные значения замыкающего размера А при значениях составляющих размеров, полученных в результате решения задачи 1. Расчет произвести методом полной взаимозаменяемости.
Сведем данные для расчета в таблицу
Таблица расчета данных
|
Обозначение размера |
Размер |
j |
Nj |
Ecj |
Tj = ES – EI |
jNj |
jEcj |
jTj |
|
А1 |
21( -0.120) |
-1 |
21 |
-0.060 |
0.12 |
-21 |
+0.060 |
0.12 |
|
А2 |
|
-1 |
142 |
-0.31 |
0.25 |
-142 |
+0.31 |
0.25 |
|
А3 |
21( -0.120) |
-1 |
21 |
-0.060 |
0.12 |
-21 |
+0.060 |
0.12 |
|
А4 |
197JS11(0.145) |
+1 |
197 |
0 |
0.29 |
+197 |
0 |
0.29 |
|
А5 |
3h11(-0.060) |
+1 |
3 |
-0.030 |
0.075 |
+3 |
-0.030 |
0.075 |
|
А6 |
16JS11(0.055) |
-1 |
16 |
0 |
0.011 |
-16 |
0 |
0.11 |

Номинальное значение замыкающего размера:
N=
N= -21 -142 -21 +197 +3 -16 = 0;
Среднее отклонение замыкающего размера:

Ес = 0.060 +0.31 +0.060 +0 -0.03 +0 = 0.4 мм;
Допуск замыкающего размера:

Т =0.12 +0.25 +0.12 +0.29 +0.075 +0.11 = 0.965 мм;
Предельные отклонения замыкающего размера :
Аmax =N + Ec + 0,5T= 0 +0.4+0.5*0.965 = 0.882 мм;
Аmin = N + Ec – 0,5T= 0 +0.4 -0.5*0.965= -0.082 мм;
Сравниваем полученные результаты с заданными:
А max расч. =0.882; Аmax зад. = 0.8 мм;
Аmin расч. = -0.082; Аminзад. = 0 мм.
Так как условие

не выполняются, следовательно осуществим проверку допусков (А max расч. - Аmax зад) / Т = (0.882 – 0.8) / 0.965 = 8.49%
(А min зад - А min расч) / Т = (0 – (0.082) / 0.965 = 8.49%
Значения не превышают 10% => предельные отклонения можно оставить без изменения.