

Министерство образования и науки Российской Федерации
Федеральное государственное бюджетное образовательное учреждение высшего профессионального образования
ИРКУТСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
|
Кафедра |
Оборудования и автоматизации машиностроения |
|
|
наименование кафедры |
|
Допускаю к защите |
|
|
Руководитель |
|
|
|
|
|
|
И.О. Фамилия |
|
Программная интерполяция перемещения элементов мехатронных системс использованием принципов числового программного управления |
|
наименование темы |
Пояснительная записка
к курсовому проекту по дисциплине «Информационные устройства и системы в мехатронике»
|
Выполнил студент группы |
Мех-09-1 |
|
|
|
Кабачук И. М. |
|
|
шифр группы |
|
подпись |
|
И.О. Фамилия |
|
Нормоконтроль |
|
|
|
|
Чапышев А. П. |
|
|
|
|
подпись |
|
И.О. Фамилия |
|
Курсовой проект защищен с оценкой |
|
Иркутск 2012 г.
Содержание
1 Разработка алгоритма линейных перемещений 3
1.1 Деталь №1 3
2.2 Деталь № 2 7
2 Разработка алгоритма линейных и круговых перемещений 10
2.1 Деталь № 3 10
2.2 Деталь №4 14
3 Разработка алгоритма перемещений в программном обеспечении SinuTrain for SINUMERIK Operate 4.4 18
3.1 Разработка алгоритма перемещений для детали №3 используя ShopTurn 18
3.2 Разработка алгоритма перемещений для детали №3 используя ShopMill 30
Заключение 37
Список литературы 38
Курсовой проект дисциплины “Информационные устройства и системы в мехатронике” предназначен для получения студентом навыков самостоятельной разработки программ управления технологическим оборудованием с управляемыми посредством информационных систем перемещениями функциональных узлов (металлорежущие станки с числовым программным управлением, промышленные роботы). Одним из важнейших процессов в обработки метала резанием является программирование алгоритма перемещений функциональных узлов, на станках с ЧПУ. Алгоритм перемещения функциональных узлов должен быть разработано точно, учитывая все сложности технологических процессов. Ведь качество конечного продукта(детали) на прямую зависит от этого. Поэтому разработка данного проекта, студентом, является актуальной.
1 Разработка алгоритма линейных перемещений
1.1 Деталь №1

Рисунок 1 - Деталь № 1
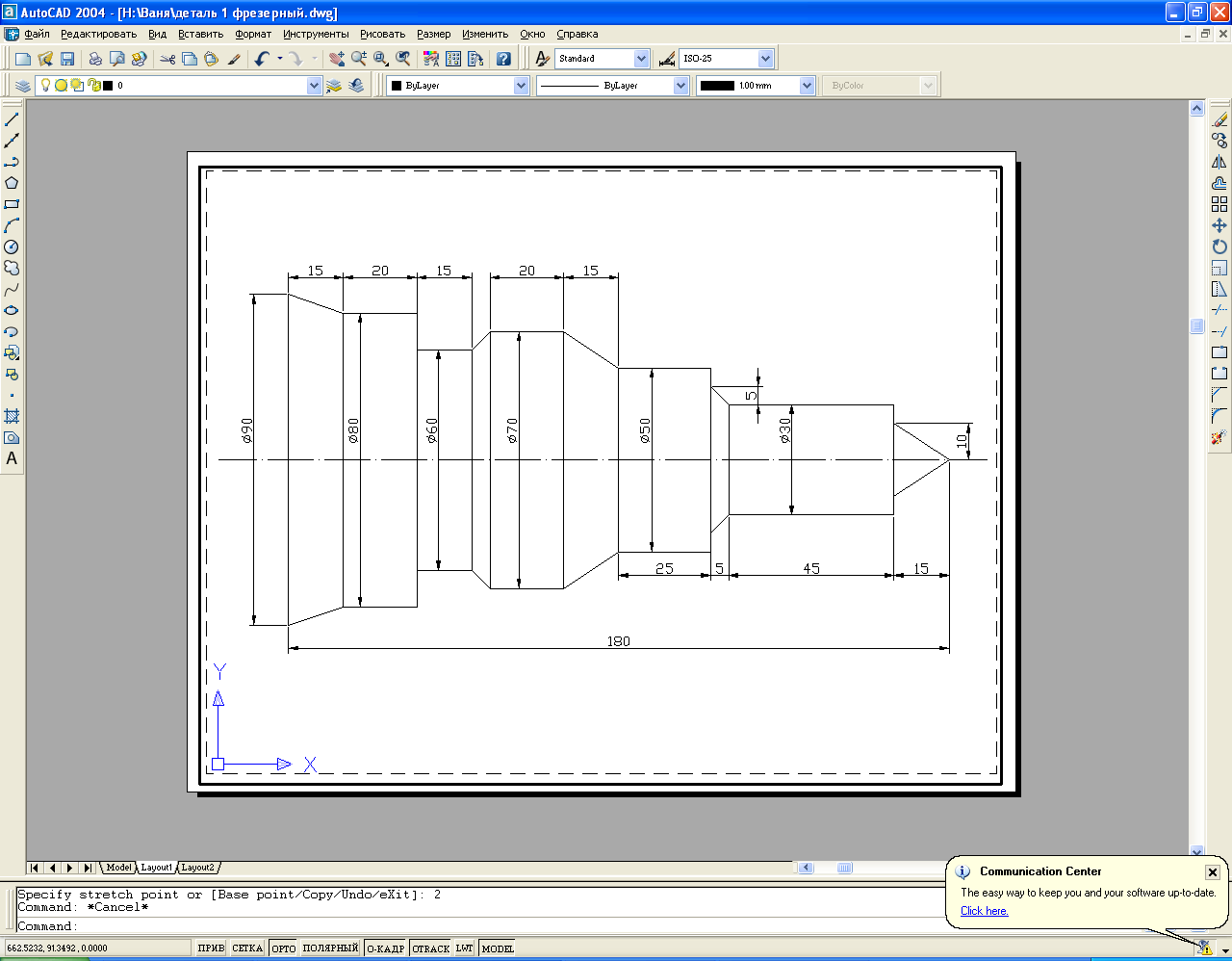
Рисунок 2 - Эскиз детали № 1
Изначально инструмент находится в точке с координатами (70 ; 200)
Таблица 1. Код программы в абсолютных координатах
|
Код программы |
Комментарий |
|
N10 G90
|
;активация программирования в абсолютных перемещениях |
Таблица 1. Код программы в абсолютных координатах (продолжение)
|
Код программы |
Комментарий |
|
N11 G0 X50 Z180
N12 G1 X0
N13 G0 X40
N14 G1 Z35 N15 X42,5 N16 Z15 N17 X47,5 Z0 N18 G0 Z180
N19 G1 X35 N20 Z77,5 N21 X37,5 Z75 N22 Z55 N23 X32,5 Z50 N24 Z37,5 N25 X50 N26 G0 Z180
N27 G1 X27,5 N28 Z90 N29 X37,5 Z75 N30 G0 Z180
N31 G1 X17,5 N32 Z120 N33 X20 Z117,5 N34 G0 Z180
N35 G1 X2,5 N36 X12,5 Z167,5 N37 G0 Z180
N38 G1 X0 N39 X10 Z165 N40 X15 N41 Z120 N42 X20 Z115 |
;позиционирование, движение в точку (50 ; 180) ;движение в точку (0 ; 180) с подачей 500мм/мин ;позиционирование, начальная точка для черновой обработки, движение в точку (40 ; 180) ;движение в точку (40 ; 35) ;движение в точку (42,5 ; 35) ;движение в точку (42,5 ; 15) ;движение в точку (47,5 ; 0) ;позиционирование, движение в точку (47,5 ; 180) ;движение в точку (35 ; 180) ;движение в точку (35 ; 77,5) ;движение в точку (37,5 ; 75) ;движение в точку (37,5 ; 55) ;движение в точку (32,5 ; 50) ;движение в точку (32,5 ; 37,5) ;движение в точку (50 ; 37,5) ;позиционирование, движение в точку (50 ; 180) ;движение в точку (27,5 ; 180) ;движение в точку (27,5 ; 90) ;движение в точку (37,5 ; 75) ;позиционирование, движение в точку (37,5 ; 180) ;движение в точку (17,5 ; 180) ;движение в точку (17,5 ; 120) ;движение в точку (20 ; 117,5) ;позиционирование, движение в точку (20 ; 180) ;движение в точку (2,5 ; 180) ;движение в точку (12,5 ; 167,5) ;позиционирование, начальная точка для чистовой обработки, движение в точку (12,5 ; 180) ;движение в точку (0 ; 180) ;движение в точку (10 ; 165) ;движение в точку (15 ; 165) ;движение в точку (15 ; 120) ;движение в точку (20 ; 115) |
Таблица 1. Код программы в абсолютных координатах (продолжение)
|
Код программы |
Комментарий |
|
N43 X25 N44 Z90 N45 X35 Z75 N46 Z55 N47 X30 Z50 N48 Z35 N49 X40 N50 Z15 N51 X45 Z0 N52 G0 X50 Z180
M2
|
;движение в точку (25 ; 115) ;движение в точку (25 ; 90) ;движение в точку (35 ; 75) ;движение в точку (35 ; 55) ;движение в точку (30 ; 50) ;движение в точку (30 ; 35) ;движение в точку (40 ; 35) ;движение в точку (40 ; 15) ;движение в точку (45 ; 0) ;позиционирование, отвод инструмента, движение в точку (50 ; 180) ;конец программы
|
Таблица 2. Код программы в относительных координатах
|
Код программы |
Комментарий |
|
N10 G91
N11 G0 X-20 Z-20
N12 G1 X-50
N13 X40 N14 Z-145 N15 X2,5 N16 Z-20 N17 X5 Z-15 N18 G0 Z165
N19 G1 X-12,5 N20 Z-102,5 N21 X2,5 Z-2,5 N22 Z-20 |
;активизация программирования в относительных перемещениях (приращениях) ;позиционирование в начало перемещений, движение в точку (50 ; 180) ;перемещение в точку (0 ; 180) с подачей 500мм/мин ;перемещение в точку (40 ; 180) ;перемещение в точку (40 ; 35) ;перемещение в точку (42,5 ; 35) ;перемещение в точку (42,5 ; 150) ;перемещение в точку (47,5 ; 0) ;позиционирование, перемещение в точку (47,5 ; 180) ;перемещение в точку (35 ; 180) ;перемещение в точку (35 ; 75) ;перемещение в точку (37,5 ; 75) ;перемещение в точку (37,5 ; 55) |
|
Код программы |
Комментарий |
|
N23 X-5 Z-5 N24 Z-12,5 N25 X17,5 N26 G0 Z142,5
N27 G1 X-22,5 N28 Z-90 N29 X10 Z-15 N30 G0 Z105
N31 G1 X-20 N32 Z-60 N33 X2,5 Z-2,5 N34 G0 Z62,5
N35 G1 X-17,5 N36 X10 Z-12,5 N37 G0 Z12,5
N38 G1 X-12,5 N39 X10 Z-15 N40 X15 N41 Z-45 N42 X5 Z-5 N43 X5 N44 Z-25 N45 X10 Z-15 N46 Z-20 N47 X-5 Z-5 N48 Z-15 N49 X10 N50 Z-20 N51 X5 Z-15 N52 G0 X5 Z180
M2
|
;перемещение в точку (32,5 ; 50) ;перемещение в точку (32,5 ; 37,5) ;перемещение в точку (50 ; 37,5) ;позиционирование, перемещение в точку (50 ; 180) ;перемещение в точку (27,5 ; 180) ;перемещение в точку (27,5 ; 90) ;перемещение в точку (37,5 ; 75) ;позиционирование, перемещение в точку (37,5 ; 180) ;перемещение в точку (17,5 ; 180) ;перемещение в точку (17,5 ; 120) ;перемещение в точку (20 ; 117,5) ;позиционирование, перемещение в точку (20 ; 180) ;перемещение в точку (2,5 ; 180) ;перемещение в точку (12,5 ; 167,5) ;позиционирование, перемещение в точку (12,5 ; 180) ;перемещение в точку (0 ; 180) ;перемещение в точку (10 ; 165) ;перемещение в точку (15 ; 165) ;перемещение в точку (15 ; 120) ;перемещение в точку (20 ; 115) ;перемещение в точку (25 ; 115) ;перемещение в точку (25 ; 90) ;перемещение в точку (35 ; 75) ;перемещение в точку (35 ; 55) ;перемещение в точку (30 ; 50) ;перемещение в точку (30 ; 35) ;перемещение в точку (40 ; 35) ;перемещение в точку (40 ; 15) ;перемещение в точку (45 ; 0) ;позиционирование, отвод инструмента, перемещение в точку (50 ; 180) ;конец программы
|
Таблица 2. Код программы в относительных координатах (продолжение)