

6 Выбор оптимального метода получения заготовки
На выбор метода получения заготовки оказывают влияние: материал детали, её назначение и технические требования на изготовление, объем и серийность выпуска, форма поверхностей и размеры детали.
Оптимальный метод получения заготовки определяется на основании всестороннего анализа названных факторов и технико–экономического расчета технологической себестоимости детали. Метод получения заготовки, обеспечивающий технологичность изготовления из неё детали при минимальной себестоимости, считается оптимальным [2, 57].

Рисунок
6.1 – Эскиз заготовки, полученной
штамповкой на КГШП
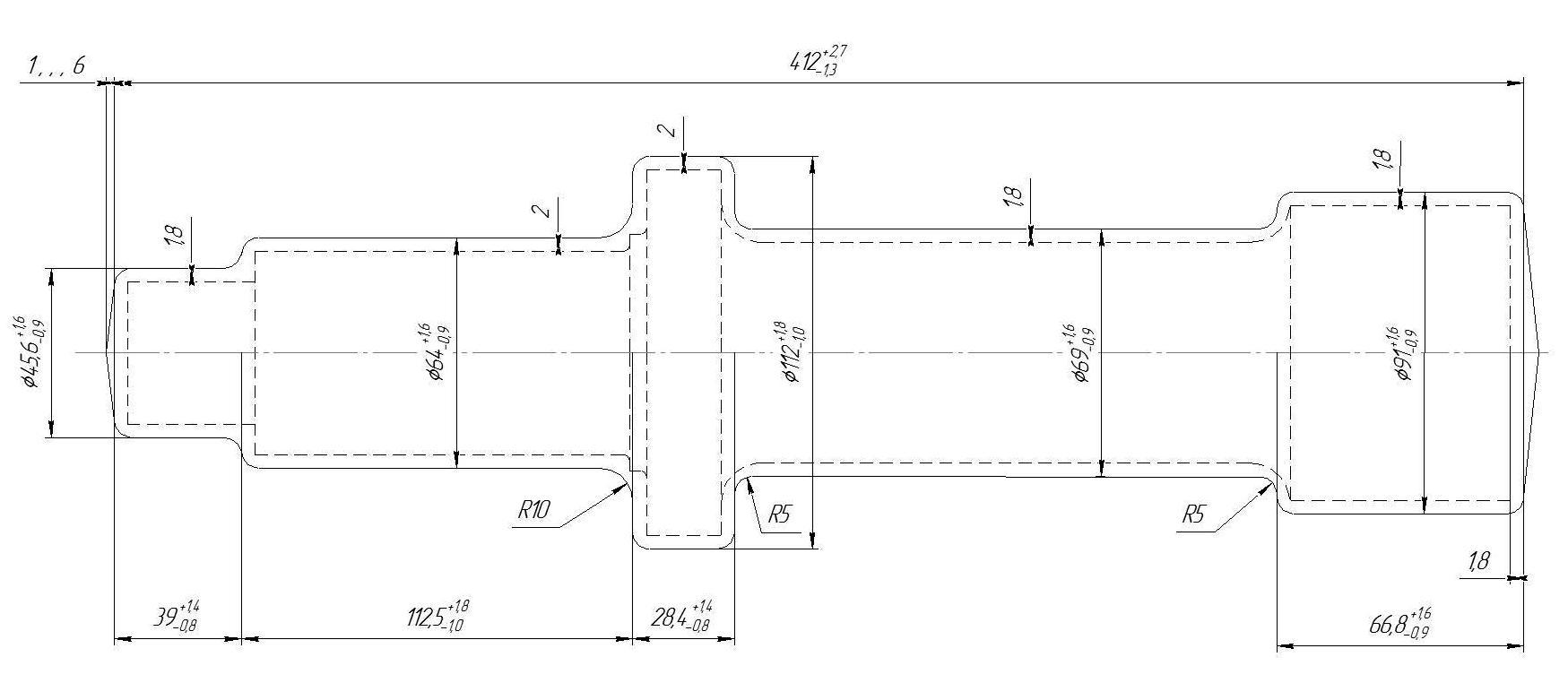
Рисунок 6.2 – Эскиз заготовки, полученной поперечно-клиновой прокаткой
В базовом технологическом процессе заготовку получают на КГШП (рисунок 6.1). Данный метод обеспечивает получение точных поковок без сдвига в плоскости разъема с малыми припусками. Класс точности Т4 по ГОСТ 7505-89.
Более точным и производительным методом получения заготовки для данной детали является поперечно-клиновая прокатка (рисунок 6.2). Этот метод позволяет снизить расход металла, т.к. отсутствует облой; повысить коэффициент использования металла; повысить производительность труда; снизить себестоимость заготовки и трудоемкость последующей обработки резанием. Класс точность заготовки Т3 по ГОСТ 7505-89.
Рассчитаем стоимость получения заготовок по двум вариантам. Исходные данные для расчета сводим в таблицу 6.1.
Таблица 6.1. Сравнение методов получения заготовок
|
Показатели |
Метод получения заготовки | |
|
Штамповка на КГШП (базовый) |
Поперечно-клиновая прокатка (предлагаемый) | |
|
Масса заготовки, кг |
16,6 |
14,56 |
|
Масса детали, кг |
11,2 |
11,2 |
|
Стоимость 1т заготовок, руб. |
3 738 130 |
3 738 130 |
|
Стоимость 1т стружки, руб. |
573 800 |
573 800 |
При сравнении двух методов используем [2, 53].
При оценки детали на технологичность необходимо учитывать коэффициент использования материала:
Ки.м.=q/Q(6.1)
где: Q – масса заготовки;
q – масса готовой детали;
Коэффициент использования материала, получаемой по базовому варианту техпроцесса:
Ки.м.=11,2/16,6=0,67.
Коэффициент использования материала, получаемой по предлагаемому варианту:
Ки.м.=11,2/14,56=0,77.
Стоимость заготовки, получаемой этими методами можно с достаточной точностью определить по формуле:
 (6.2)
(6.2)
где: Si – базовая стоимость одной тонны заготовок;
Q – масса заготовки;
q – масса готовой детали;
Sотх – стоимость 1 тонны отходов;
Кт– коэффициент, зависящий от класса точности;
Кс–коэффициент, зависящий от класса сложности;
Кв –коэффициент, зависящий от марки материала;
Км–коэффициент, зависящий от массы заготовки;
Кп –коэффициент, зависящий от объёмов производства.
Стоимость заготовки, получаемой по базовому варианту техпроцесса:

Стоимость заготовки, получаемой по предлагаемому варианту

Из расчета видно что заготовка полученная предлагаемым методом дешевле.
Экономический эффект от принятия получения заготовки предлагаемым методом:
Эз= (Sб– Sпр)•N;
где Sб, Sпр– стоимость заготовки соответственно по базовому и принятому варианту получения, руб;
N – годовая программа выпуска, шт;
Эз= (62765 – 55841)*18000 = 124,6 млн. руб.
Это говорит о том, что выбранный метод более эффективен.
В результате применения нового способа получения заготовки, сократится трудоемкость их последующей обработки резанием, а также повысится коэффициент использования материала.
При базовом варианте коэффициент использования материала равен 0,67, а при планируемом – 0,77.
Таким образом, при поперечно-клиновой прокатке будет достигнута экономия на операциях механической обработки за счет уменьшения припусков, снижения времени обработки, экономии инструмента и т. д.