

X. Оборудование для магнитопорошкового контроля
Переносные электромагнитные намагничивающие устройства
В работе [30] сделана попытка подробной классификации устройств намагничивания для магнитопорошкового контроля. Выделены три класса намагничивающих устройств с учетом электрических и весовых показателей (рис. 104):
использующие магнитное поле приставных магнитов (А.1);
применяющие ток большой величины для циркулярного намагничивания (А.2);
работающие на постоянных магнитах (А.3).
Электромагнитные устройства классифицируются по следующим понятиям:
напряжению питающей сети;
напряжению на электромагните;
роду тока намагничивания;
конструктивным особенностям магнитопривода;
массогабаритным характеристикам.
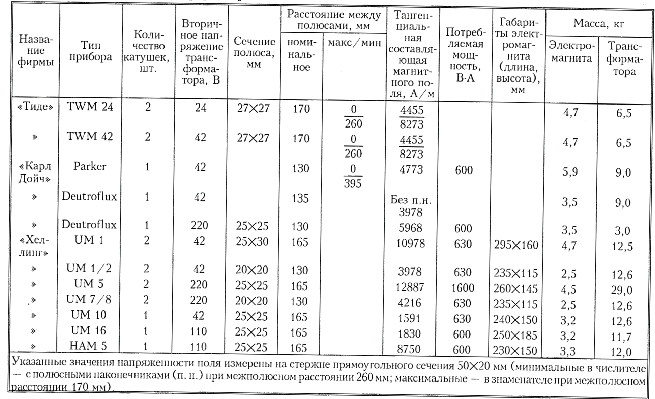
Распространены намагничивающие устройства, питающиеся от промышленной сети. В эту группу В.1 входят устройства, питающиеся непосредственно от сети переменного тока 220 В/50 Гц (табл. 15). Пример такого устройства представлен на рис. 105.
Это электромагнит фирмы «Тиде» BWM 220/12. В отличие от других электромагнитов этого типа он оснащен одной катушкой возбуждения ярма, допустимые значения напряженности поля в нем немного ниже, чем у ручных электромагнитов другого ряда. Несмотря на это, удобство манипулирования и небольшая масса играют важную роль при контроле. Еще одной характерной особенностью BWM 220/12 является возможность подключения к источнику постоянного тока с напряжением 12 В. Следовательно, его одновременно можно отнести и к группе ручных электромагнитов постоянного тока (В.2).

Рис. 104. Классификация устройств намагничивания переносных дефектоскопов для магнитопорошкового метода.
Таблица 15. Технические данные некоторых переносных намагничивающих устройств, питающихся непосредственно от сети переменного тока 220 В/50 Гц

Распространены устройства, питающиеся от сети переменного тока 220 В/50 Гц через разделительный трансформатор с последующим выпрямлением.
Чертеж такого ручного электромагнита Magnetotest 220/12 представлен на рис. 106. В соответствии с рис. 104 эти устройства можно разделить на пять групп (В.3-В.7) в зависимости от вторичного напряжения трансформатора, подаваемого непосредственно на катушки электромагнита: 12, 24, 42, 110, 220 В (табл. 16). В разных странах применяется большое количество различных электромагнитов для магнитопорошкового контроля. Некоторые из них приводятся на рис. 105-108. На рис. 108 приведено многофункциональное намагничивающее устройство, разработанное в ИЭС, отличающееся разнообразными технологическими возможностями.
Устройство НК138 предназначено для намагничивания сварных соединений и изделий, выполненных из материалов с относительной магнитной проницаемостью не менее 40, толщиной до 10 мм, любых размеров и форм.
Устройство позволяет намагничивать изделия как постоянным, так и переменным регулируемым по заданной программе полем, а также размагничивать изделия.
 Рис.
105. Ручное
намагничивающее
устройство со сменными полюсами-наконечниками.
Рис.
105. Ручное
намагничивающее
устройство со сменными полюсами-наконечниками.

Рис. 106. Конструктивная схема электромагнита со сменными полюсами.
Таблица 16. Намагничивающие устройства, питающиеся от промышленной сети переменного тока через разделительный трансформатор
 Технические
данные намагничивающих устройств
Magnetotest
220/12
Технические
данные намагничивающих устройств
Magnetotest
220/12
|
Исполнение |
Кол-во катушек, шт. |
Сечение полюса, мм |
Масса электромагнита с трансформатором, кг |
Минимальное/максимальное расстояние между полюсами, мм |
Сила магнитного поля, А/м (Э) |
|
Стационарное ярмо Подвижное ярмо |
1
2 |
1600
1590 |
12,6
6,2 |
80/198
115 |
3182/6364,0
3580 |
Намагничивающее устройство НК138 (рис. 108) состоит из П-образного магнитопровода с изменяемым взаимным пространственным расположением полюсов, обмотки намагничивания и электронной схемы управления.
Ярмо магаитопровода выполнено из звеньев, соприкасающихся по плоскостям, наклоненным к оси звеньев под углом 45°. Звенья имеют возможность поворота на 360° относительно друг друга и вокруг оси, проходящей через плоскость их соприкосновения. Звенья магнитопровода собираются из пластин и имеют сечение в виде прямоугольника. Полюса также представляют
собой пакеты пластин, закрепленных в обойме. Конструкция обойм обеспечивает вращение полюсов вокруг крайних звеньев ярма на 360°.
Для улучшения контакта с намагничиваемой поверхностью пластины имеют возможность перемещаться относительно друг друга.
Обмотка намагничивания располагается на среднем звене ярма магнитопровода.

Рис. 107. Ручные электромагниты с неподвижным 1 и подвижным 2 ярмом в комплекте с разделительными трансформаторами 3, 5 и со сменными полюсными наконечниками 4.
Схема управления обеспечивает работу устройства в заданном диапазоне тока намагничивания и плавный спад тока размагничивания от заданного значения до 0 в заданном временном интервале в зависимости от выбранного режима.
Эпюры напряжений на выводах устройства для заданного диапазона регулирования и временная диаграмма работы формирователя безтоковых пауз представлены на рис. 109.
На рис. 110 приведена схема соединения силовых тиристоров и таблицах включения.

Рис. 108. Универсальное ручное намагничивающее устройство НК138 разработки ИЭС им. Е. О. Патона.
Технические данные устройства НК138
-
Наименование параметра
Величина
1. Напряжение питания переменного тока частотой 50 Гц, В
220
2. Диапазон изменения межполюсного расстояния, мм
0...308
3. Диапазон изменения угла между осями полюсов в координатных плоскостях, град XOZ
YOZ
XOY
0...360
0...360
0...180
4. Диапазон относительного перемещения пластин для выбирания кривизны поверхности полюсов, мм
0...70
5. Вид тока намагничивания
постоянный,
переменный
6. Диапазон регулировки тока намагничивания и размагничивания, А по постоянному и переменному току
7. Потребляемая электрическая мощность, кВА
0...40
1,5
8. Габаритные размеры, мм
342х205х56
9. Масса, кг
устройство намагничивающее
блок управления
5,4
16
10. Время установления рабочего режима, мин, не более
0,5
11. Время рабочего цикла, мин, не более
1
Для предотвращения выпадания пластин из обойм на каждой из них предусмотрены специальные уступы.
При работе схемы в режиме размагничивания на переменном токе длительность рабочего цикла составляет 20 с.
По технике безопасности размагничивание рекомендуется проводить в нижнем положении.
При размагничивании в других пространственных положениях следует принять меры предосторожности на случай подвижности звеньев магнитопровода после уменьшения тока в обмотке намагничивания до нуля.
На рис. 111 показано другое намагничивающее устройство разработки ИЭС им. Е. О. Патона НАН Украины и его пульт управления, выполняющий одновременно и функции разделительного трансформатора. Дефектоскоп предназначен для выявления дефектов в ферромагнитных деталях, относительная магнитная проницаемость которых не менее 40.

Намагничивание может проводиться как постоянным, так и импульсным токами.
При правильном намагничивании это устройство обеспечивает выявление дефектов с раскрытием 2,5 мкм и протяженностью более 0,5 мм. Максимальное значение напряженности магнитного поля в центре ярма не менее 16*103 А/м, потребляемая мощностью 200 ВА. Габаритные размеры 180х140х160, масса 0,7 кг.
Сменные полюсные наконечники позволяют легко адаптировать поверхность полюсов к геометрии испытываемых деталей.

Рис. 110. Упрощенная схема соединения силовых тиристоров в устройстве НК138 и таблица их включения.
На рис. 112 показан близкий по назначению электромагнит фирмы «Карл Дойч».
Особенностью конструкции намагничивающих устройств группы Б.2 на рис. 104 является крестообразная форма ярма, которая позволяет за один рабочий цикл обнаружить продольные и поперечные дефекты.
Некоторые особенности конструктивного исполнения магнитопроводов таких намагничивающих устройств показаны на рис. 113.
Все устройства намагничивания по конструктивным признакам магнитопроводов можно разделить на три группы:
I—с постоянным межполюсным расстоянием (Г.1): с полюсными (а) и без полюсных (б) наконечников;
II — с переменным межполюсным расстоянием (Г.2), дискретно (а) и плавно (б) меняющимся;
III — с подвижным ярмом и шарнирными полюсами (Г.3).
Крестообразные электромагниты фирм «Тиде» KWM24, KWM42 и «Хеллинг» Bead-Magna-B-II снабжены роликами на полюсах, обеспечивающими перемещение устройства по изделию. При этом создается узкий воздушный зазор между полюсами. Внешний вид и способы применения этих электромагнитов представлены на рис. 113. Для повышения безопасности работы в отличие от устройств, перечисленных в табл. 15, применяют намагничивающие устройства с разделительными, понижающими напряжение сети трансформаторами.

Рис. 111. Ручное намагничивающее устройство НК138 и его пульт управления.
В табл. 1 б перечислены некоторые из таких устройств, получивших широкое распространение. Ручной электромагнит фирмы «Карл Дойч» Deutroflux имеет сменные полюсные наконечники в виде усеченного
цилиндра, вращающегося вокруг своей оси, что позволяет контролировать изделия сложной конструкции. Переносные устройства намагничивания НАМ 5, выпускаемые фирмами «Хеллинг» и «Шнайдер», отличаются друг от друга электротехническими характеристиками, имеют постоянное межполюсное расстояние и комплектуются полюсными наконечниками с уклоном на конце в 45°.
Фирма «Тиде» выпускает ряд дефектоскопов типов TWM и BWM со сменными полюсными наконечниками и двумя подвижными плечами. Ручные электромагниты UM1, UM7 фирмы «Хеллинг» имеют одно или два подвижных плеча и сменные полюсные наконечники с уклоном на конце 45°.
Фирмой «Хеллинг» выпускаются ручные электромагниты в исполнении UM 1/2, UM 7/8, комплектуемые парой сменных полюсных наконечников с уклоном на конце 45° и такой же парой наконечников, но с одним подвижным ярмом. Обе пары могут вращаться вокруг своей оси на 360°.
Устройство намагничивания с подвижным ярмом Magnetotest 220/12 фирмы «Тиде» содержит две намагничивающие катушки, расположенные на полюсах и подвижные относительно ярма, причем полюса с ярмом соединены шариирно. Ярмо выполнено в виде двух цилиндрических стержней, вращающихся относительно друг друга вокруг общей оси.

Рис. 112. Внешний вид (а) и способы применения (б) ручного электромагнита переменного тока фирмы «Карл Дойч».

Рис. 113- Ручной крестообразный электромагнит переменного тока фирмы «Хеллинг» 1 с разделительным трансформатором 2 (а) и примеры его использования при контроле сварных соединений (б).
Переносные устройства циркулярного намагничивания
Все устройства циркулярного намагничивания можно разделить по напряжению питания на три группы: 42, 220 и 380 В (Б.1-Б.3) и по массе на три группы: 20, 50 и 100 кг. В свою очередь, последние три группы в соответствии с родом намагничивающего тока подразделяются на устройства переменного, постоянного и импульсного тока.
В группу Д.2 (рис. 104) входят устройства Ferrotest 500/700 фирмы «Тиде» с напряжением питания 42 и 220 В, частотой 50 Гц и габаритными размерами 200х250х240 мм, укомплектованные парой силовых кабелей длиной по 2,5 м, сечением 70 мм2. Их относительная продолжительность работы 30%. В зависимости от напряжения сети эти устройства имеют следующие данные.
Технические характеристики
-
Напряжение сети, В
42
220
Переменный ток, А:
эффективный
пиковый
500
700
600
850
короткого замыкания
1400
1900
Потребляемая мощность, кВ*А
0,85
1,30
Напряжение холостого хода, В
1,7
2,2
Масса, кг:
с силовым кабелем и ручным электромагнитом
без силового кабеля
15,5
10,0
16,5
11,0
К группе Д.3 относятся устройства циркулярного намагничивания массой до 50 кг. В зависимости от рода намагничивающего тока их можно разделить на пять подгрупп: переменный ток (ЕЛ), переменный и импульсный переменный ток (Е.2), переменный и импульсный постоянный ток (Е.3); переменный и выпрямленный однополупериодный ток (Е.4); импульсный переменный и импульсный выпрямленный однополупериодный ток (Е.5).
-
Технические характеристики
Ferrotest
TSW 1000
1000/1400
2000/2800
Напряжение питающей сети, В
220
380
220
Переменный ток, А: эффективный
пиковый
короткого замыкания
1000
1400
3000
2000
2800
6000
3000
1400
Потребляемая мощность, кВ*А
3
14
4
Напряжение холостого хода, В
3
6
3
Масса, кг:
с силовым кабелем и электроконтактами
без кабеля
22,5
17,0
45,0
35,0
20,0
Устройства подгруппы Е.1 выпускаются фирмами «Тиде» (Ferrotest 1000/1400, 2000/2800), «Магнафлакс» (Р 90), «Шнайдер» (Тир 700, 1400), «Хеллинг» (TSW 1000), питаются от сети переменного тока частотой 50 Гц,
Технические характеристики
-
Параметр
W1000
WP 1000/1500
WGR 1500
Регулировка испытательного тока
3 ступени
3 ступени
Бесступенчатая
Ток (максимальный/эффективный), А
короткого замыкания:
длительный
импульсный
5000/3500
-
5000/3500 7700/5400
5000/3500 7700/пр
номинальный:
длительный
импульсный
1400/1000
-
1400/1000 непрерыв. режим
1400/1000 непрерыв. режим
испытательный:
длительный
импульсный
1550/1100
1550/1100 2450/1700
1550/1100 2450/пр
Напряжение холостого хода в режиме, В:
импульсный
длительный
5,1/3,6
8,0/5,6 5,1/3,6
8,0/1,0 5,1/3,6
Габаритные размеры, мм
300X250X250
300X250X250
320X380X215
укомплектованы парой силовых кабелей длиной по 2,5 и сечением 70 мм2. Их относительная продолжительность работы 30 %.
Переносные приборы типа Ferrotest позволяют получать значение тока от 500 А до 4000 А (пиковое), а при контроле полуволновым током — от 1500 до 4000 А. Их индикаторы тока откалиброваны в килоамперах с указанием пикового значения тока, что облегчает контроль при использовании постоянного или переменного тока. В этих устройствах предусмотрена плавная электронная регулировка тока от нуля до номинального значения, что позволяет избежать возможных перегрузок в сети. Приборы оснащены устройством автоматического размагничивания за время 600 мс.
К подгруппе Е.2 можно отнести устройства фирмы «Карл Дойч», питающиеся от сети переменного тока с напряжением 220 В, имеющие управляющее напряжение 24 В, потребляемую мощность 3,3 кВ*А при относительной продолжительности работы 30 %.
Внешний вид и элементы устройств циркулярного намагничивания показаны на рис. 114-120. Наличие импульсной приставки Р 1500 в устройстве W1000 позволяет получить переменный импульсный ток большой амплитуды, благодаря ему изделие в точках контакта с электродами нагревается значительно меньше, чем при непрерывном токе.

Рис. 114. Примеры использования аппаратов «Ferrotest» для контроля крупногабаритных деталей.
Технические характеристики
-
Параметр
SWH 1500
GWH 2000
Переменный ток, А:
эффективный
пиковый
1000
1500
1400
2000
Полупериодный постоянный ток, А: пиковый
короткого замыкания
1500
3000
2000
4000
Напряжение, В:
питающей сети
220,0
380,0
холостого хода
4,4
6,0
Масса, кг,
с силовым кабелем
без кабеля
40
33
422
35
Прибор WGP 1500 оснащен импульсной приставкой, бесступенчатым регулятором тока намагничивания (размагничивания), универсальными зажимами для подключения тока большой силы, розеткой на 220 В для включения ультрафиолетовой лампы или насоса.
В подгруппу Е.3 устройств циркулярного намагничивания массой до 50 кг входят приборы переменного и импульсного постоянного тока намагничивания. Так, устройство Deutroflux 1000/1500 фирмы «Карл Дойч» позволяет проводить контроль изделия при помощи переменного и импульсного постоянного тока. Оно может быть в двух исполнениях: SW1000 переменного тока и SWG 1500 постоянного тока.
В подгруппу Е.4 устройств циркулярного намагничивания массой до 50 кг входят приборы переменного и выпрямленного однополупериодного тока намагничивания, например, устройства фирмы «Тиде» Ferrotest GWH 1500 и GWH 2000.
К подгруппе Е.5 устройств циркулярного намагничивания массой до 50 кг относятся приборы фирмы «Тиде» Isopuls 2000, позволяющие намагничивать контролируемое изделие импульсным однополупериодным выпрямленным током и проводить его плавную регулировку.

Рис. 115. Примеры использования аппаратов Isoplus GWH и Isopuls.

Рис. 116. Кинетические схемы расположенных электрических контактов для циркулярного намагничивания при различном типе фиксирования: а — с дискретно изменяющимся D; б — с переменным расстоянием D; в — при помощи магнитов; г — комбинированном.

Рис. 117. Двойной щуп-электрод для устройства Deutroflux WGP 1500.

Рис. 118. Стержневые электроды со свинцовыми контактными наконечниками для устройства Deutroflux WGP 1500 фирмы «Карл Дойч».

Рис. 119. Устройство циркулярного намагничивания фирмы «Магнафлакс» типа Р90 с силовым кабелем и двойным электродом.

Рис. Рис. 120. Магнитные элсктроконтакты с силовым кабелем и педальным включателем устройства Deutroflux.
Приборы циркулярного намагничивания массой до 100 кг входят в группу Д.4. Их можно разделить на три подгруппы в зависимости от рода намагничивающего тока: переменного (ЕЛ), переменного и выпрямленного однополупериодного (Е.4), переменного импульсного и однополупериодного импульсного (Е.5). Например, в подгруппу Е.1 устройств входит прибор фирмы «Тиде» Ferrotest 4000; приборы фирмы «Тиде» Ferrotest GWH 3000, GWH 4000, а в группу Е.5 (переменный импульсный ток) — приборы «Тиде» Isopuls 4000, GWH 4000 (см. с. 202.)
В зависимости от способа ввода электрического тока в изделие устройства циркулярного намагничивания разделим на три категории: ввод тока посредством электроконтактов, при помощи магнитных контактов и комбинированный.
Электроконтакты изготовляются с ручным фиксированием, постоянным или переменным расстояниями между ними.
Магнитные электроконтакты фиксируются на поверхности контролируемого изделия за счет электромагнитных присосок, расстояние между которыми при необходимости можно менять. Комбинированный ввод тока в изделие осуществляется посредством ручного и магнитного электроконтактов.
С применением контактных электродов возникает ряд проблем: прижоги в точках контакта (при температуре более 1000°С); подкалка основного металла, вызывающая микротрещины; нарушение структуры основного металла за счет диффузии металла электрода. В связи с этим в особо ответственных случаях намагничивание пропусканием тока через изделие нежелательно.
Применение медной сетки или стальных электродных наконечников не приносит существенных улучшений, так как на шлифовку места контакта после контроля требуются дополнительные расходы.
Используют иногда свинцовые электроконтакты. Однако свинец сильно окисляется, следствием этого является слабый контакт и выделение ядовитого пара.
Поэтому фирма «Тиде» совместно с заводом «Фест Аль-пине» разработали специальные легкоплавкие сплавы, типа 30Рb 70Zn, а также Альцен марки 305S для изготовления электродов.

Рис. 121. Токопроводящие контакты Контафлакс фирмы «Тиде» для циркулярного намагничивания: а — магнитные контакты; б, в — ручные электроконтакты.
Электроконтакты Коитафлакс фирмы «Тиде» отличаются тем, что при сравнительно низкой температуре (350°С) они легко оплавляются в точках контакта и так создают оптимальную контактную поверхность. Расширение точки перехода тока в изделие уменьшает сопротивление и подогрев контактной поверхности. При температуре 350°С сталь контролируемого изделия находится в пределах цветов отпуска, поэтому структурные превращения исключены.
Таким образом, использование сплавов 30Pb70Zn и Альцен марки 305S в сочетании с соответствующими токами намагничивания обеспечивает: отсутствие прижогов, нарушения структуры металла. Примеры таких электроконтактов приведены на рис. 121.
Сравнительная оценка устройств циркулярного намагничивания
Для сравнения намагничивающих устройств циркулярного намагничивания положена в основу связь между двумя величинами: током короткого замыкания и напряжением холостого хода. Следует также различать эффективное и пиковое значения тока:
![]()
Определяющим для выявления и индикации трещин является эффективное значение. Однако при контроле на остаточной намагниченности путем пропускания тока одиночными импульсами либо несинусоидального тока (фазовая отсечка) целесообразно пытаться выполнить отключения в период пикового значения тока.
На рис. 122, а показан вариант вольт-амперных характеристик двух приборов — А и В. Мощнее считается тот прибор, вольт-амперная характеристика которого выше, в данном случае — прибор А.
Техническая характеристика устройств циркулярного намагничивания массой до 100 кг фирмы «Тиде»
|
Показатели |
Ferrotest |
Isopuls | |||
|
|
4000 |
GWH 3000 |
GWH 4000 |
4000 |
GWH 4000 |
|
Род тока |
П |
П/ППП |
П/ППП |
ИППП |
ИП/ИППП |
|
Ток, А: эффективный пиковый короткого замыкания |
2800 4000 8000 |
2100 3000 6000 |
2800 4000 8000 |
4000 6000 |
4000 6000 |
|
Потребляемая мощность, кВА |
24 |
14 |
24 |
28 |
28 |
|
Напряжение холостого хода, В |
8,0 |
6,5 |
8,0 |
10,0 |
10,0 |
|
Габаритные размеры, мм |
470х420х320 |
470х420х300 |
660х420х300 |
470х420х310 |
660х420х310 |
|
Масса, кг: с силовым кабелем без кабеля |
86 71 |
58 48 |
95 80 |
54 47 |
57 50 |
|
Размеры тест-образца, мм |
900х160х4 |
900х80х4 |
900х160х4 |
900х80х4 |
400х80х4 |
|
Все намагничивающие устройства имеют напряжение питающей сети 380 В, частоту 50 Гц, управляющее напряжение 15В, продолжительность работы 30 % и плавную регулировку намагничивающего тока. Может быть разный ток: переменный (П), полупериодный (ПП), импульсный переменный (ИП), импульсный полупериодный постоянный (ИППП). | |||||
напряжение холостого хода и ток короткого замыкания приборов А и В различны, их вольт-амперные характеристики пересекаются (рис. 122, г). В данном случае прибор А лучше использовать для намагничивания тонких и длинных изделий, а В — для коротких и толстых. Оба прибора равноценны в точке пересечения вольт-амперных характеристик.
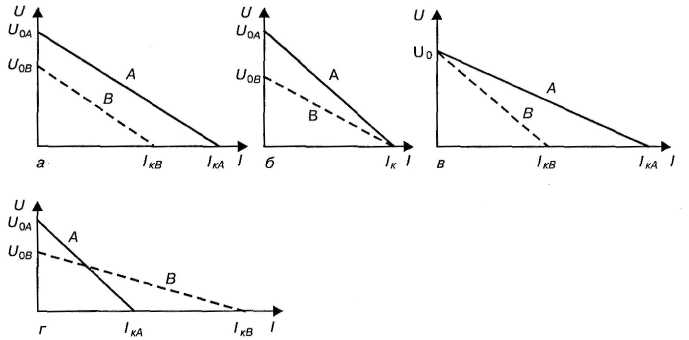
Рис. 122. Вольт-амперные характеристики приборов А я В (Uо - напряжение холостого хода, Ik - ток короткого замыкания): а - IkA > IkB, UoA > UoB; б - IkA = IkB, UoA > UoB; в - IkA > IkB; г - IkA < IkB, UoA > UoB.
Устройства намагничивания при помощи постоянных магнитов
К классу А.3 устройств магнитопорошкового контроля относятся приборы, основой которых являются постоянные магниты. Фирмой «Хеллинг» рекламируется прибор Flaw-finder (рис. 123, а), состоящий из двух постоянных магнитов с гибким соединением. Сила магнитного поля достаточна, чтобы обеспечить выявление трещин и неоднородностей. Прибор особенно эффективен при контроле малых объемов и сварных швов в случаях, когда присутствие источников электроэнергии нежелательно.
К этому классу относится также прибор фирмы «Триген» (рис. 123, б). Это приставной магнит с цилиндрическими полюсами и гибким магнитоприводом, заключенным в герметичный сильфон, прост и удобен при намагничивании.

Рис. 123- Намагничивающие устройства па постоянных магнитах: а — фирмы «Хеллинг»; б — фирмы «Триген»; в — VM 5 фирмы «Хеллинг».
Технические характеристики прибора Flawfinder
-
Наружный диаметр постоянного магнита, мм
45
Высота магнита, мм
145
Длина соединительного кабеля, мм
420
Масса (без чемодана), кг
2
Сила поля (измерена на стальном листе с размерами 300х500х25 мм), А/м
1512
Расстояние между полюсами при измерении силы поля, мм
150
Прибор YM 5 представляет собой постоянный магнит с поворотными наконечниками и регулируемыми опорами, идеально работает в наклонном состоянии (рис. 123, в).
В Институте электросварки им. Е. О. Патона разработаны оригинальные намагничивающие устройства в виде двух катящихся вдоль шва постоянных магнитов (рис. 124, а), а также плавно регулируемые типа МАГЭКС, которые получили широкое применение в различных отраслях промышленности.
Правильный выбор способа и степени намагничивания имеет решающее значение при магнитном контроле. В случае намагничивающих устройств (рис. 124, б) на основе постоянных магнитов типа МАГЭКС-3 это достигается вращением на каждом стержне встречно-согласно включенных магнитов каждого стержня. Таким образом, внешнее поле изменяется в пределах от 0 до 50 кА/м.
Максимальная напряженность, измеренная на рабочих торцах, порядка 200 кА/м, напряженность в воздухе в средней части пространства между рабочими торцами не менее 65 кА/м при расстоянии между этими торцами 60 мм. Масса устройств, представленных на рис. 124, составляет от 0,8 до 1,8 кг.
На основе этих намагничивающих устройств выпускаются фирмой «Колоран» дефектоскопы, представляющие собой (рис. 124, в) портативные наборы всего необходимого для выполнения магнитопорошкового контроля. Магнитопорошковые дефектоскопы «МАГЕКС» (рис. 124) предназначены для выявления поверхностных и подверхностных трещин всех видов, пор, непроваров, закалочных структур в конструкциях из ферромагнитных материалов.

Рис. 124, а. Серия намагничивающих устройств типа МАГЭКС ИЭС им. Е. О. Патона в виде: 1 — П-образных постоянных магнитов; 2 — магнитов, катящихся вдоль сварного соединения; 3 — комбинации подвижных постоянных магнитов на каждом стержне, обеспечивающих плавное регулирование внешнего магнитного поля; 4 — магнитов и тросса.
Дефектоскопы «МАГЕКС» могут применяться при невозможности использования электромагнитов, когда подвод электроэнергии затруднен или ограничен правилами техники безопасности (при проведении высотных работ, при работе в полевых условиях, при контроле качества внутренней поверхности емкостей, трубопроводов и т.д.)
В зависимости от типа контролируемого объекта используют одну из четырех модификаций, представленных на рис. 124, а.
Намагничивающее устройство «МАГЕКС-1М» выполнено в виде двух разнополюсных магнитов, помещенных в цилиндрические пластмассовые корпуса, соединенные между собой гибким магнитопроводом и предназначено для контроля труднодоступных мест и угловых сварных соединений.
Габаритные размеры: цилиндрические пластмассовые корпуса диаметров 40 и длиной 120 мм, соединенные гибким магнитопроводом длинной 360 мм. Масса устройства — 0,8 кг.
Намагничивающее устройство «МАГЕКС-2М» представляет собой передвижную магнитную систему, состоящую из двух магнитных дисков, соединенных общей осью. Устройство предназначено для непрерывного намагничивания и экспресс-контроля протяженных сварных соединений, вдоль которых катится это устройство. Габаритные размеры: 240х110х97 мм, межполюсное расстояние 80 мм. Масса устройства 1,6 кг.

Рис. 124, б. Плавно регулируемое намагничивающее устройство МАГЭКС-3 в режиме максимального магнитного поля.


Рис. 124, в. Портативные магнитопорошковые дефектоскопы МАГЭКС-1 и 3 и сопутствующие элементы.
Многофункциональное намагничивающее устройство «МАГЕКС-3М» позволяет производить регулировку напряженности магнитного поля от нуля до максимального значения, регулировать величину межполюсного расстояния.
Его габаритные размеры: 190х130х60 мм. Масса 1,5 кг.
Намагничивающие устройства «МАГЕКС» всех модификаций комплектуются эталонными образцами поверхностных дефектов и их магиитопорошковых реплик, средствами проверки качества суспензии, документирования полученных результатов, свидетельством о поверке и инструкцией по проведению магнитопорошкового контроля.
Особенности некоторых промышленных магнитопорошковых дефектоскопов
Промышленные (рис. 125) магнитопорошковые дефектоскопы ПМД-70 включают в себя источники тока, устройства подвода тока, полюсного намагничивания (соленоиды, электромагниты), средства нанесения на контролируемую деталь суспензии, осветительные устройства, измерители тока. С помощью этих средств можно проводить намагничивание как всеми известными способами (циркулярным, полюсным, комбинированнным) в приложенном поле, так и способом остаточной намагниченности.

Рис. 125. Магнитопорошковые дефектоскопы: а — ПМ2-70; б — МД-50П.
В состав переносного дефектоскопа ПМД-70 входят блок питания, снабженный гибким кабелем и ручными электроконтактами, блок управления соленоидом и электромагнитом. Дефектоскоп обеспечивает выявление трещин шириной 0,001 и глубиной 0,01 мм. Размагничивание изделия после контроля производится серией знакопеременных, убывающих по амплитуде импульсов тока частотой 2 Гц. Передвижной дефектоскоп МД-50П предназначен для выявления поверхностных и подповерхностных дефектов. Конструктивно дефектоскоп МД-50Л выполнен в виде передвижной стойки с вмонтированными блоками.
Для контроля степени намагниченности деталей после магнитного контроля применяют, например, феррозондовый полюсоискатель ФП-1. Его рабочая частота — 10 кГц, чувствительность регулируется в 100 раз.
Обычная структурная схема магнитопорошкового дефектоскопа показана на рис. 126. Она содержит источник намагничивания постоянного, переменного или импульсного тока и др. элементы.
Способ нанесения магнитного порошка (сухого либо в виде суспензии) производительности контроля и условий работы.

Рис. 126. Структурная схема стационарного магнитопорошкового дефектоскопа.
Дополнительными устройствами дефектоскопа могут быть измерители тока, напряженности магнитного поля, а также устройства для сортировки деталей по результатам НК.
Известны дефектоскопы: стационарные, универсальные, передвижные, переносные, специализированные.
При магнитно-люминесцентном контроле освещенность поверхности контролируют люксметром, например, Ю-16. В качестве осветителя может быть использован прибор КП-1Н с ртутно-кварцевыми лампами ПРК-7М, ПРК-2А, ДРЖ-1000, ДРШ-500 и сменными светофильтрами. Внутренние поверхности осматриваются с помощью эндоскопов, а отдельные места (в переходах, галтелях) — с помощью луп 4...10-кратного увеличения (рис. 127).
При контроле деталей путем нанесения на ее поверхность взвеси используются установки для распыления ферромагнитного порошка, например, У-956. Эта установка представляет собой камеру, на дне которой находится феррохромагнитный порошок. Распыление начинается после того, как скорость движения воздуха превысит некоторую критическую величину. Установка У-956 потребляет 0,6 кВт, имеет массу 20 кг и габаритные размеры 720х490х1100 мм.
Для магнитопорошкового контроля однотипных деталей массового производства применяют полуавтоматические установки, обеспечивающие контроль в поточных линиях (табл. 17).

Рис. 127. Ультрафиолетовые ручные и специальные светильники (а), мощный УФ-специальный светильник 400 W (б).
Автоматически выполняются следующие операции: подача и закрепление детали, пропускание тока, нанесение суспензии, размагничивание, освобождение детали и отправка на последующие операции. В отдельных случаях, если это необходимо, производится измерение в определенном месте детали напряженности магнитного поля. Этим контролируется заданный режим намагничивания. Отбраковку производит контролер при осмотре детали. Известны полуавтоматы НК-2, ДЦН, ПНК-1, ЦАНР-2, МЭ202, предназначенные для циркулярного намагничивания колец и роликов подшипников качения. Всего существует более 100 типов специализированных дефектоскопов. Как правило, это установки, в которых многие операции, кроме осмотра, автоматизированы.
В процессе контроля важно следить за качеством суспензии, наносимой на поверхность изделия. Это делается с помощью анализатора АКС-1 концентрации магнитной суспензии. Он контролирует концентрацию порошка в струе наливного устройства в диапазоне 5...50 г/л. Точность измерения составляет 8%. Габаритные размеры прибора – 340х190х90 мм.
Для контроля качества магнитных порошков и суспензий применяется например прибор МП-10И, принцип действия которого основан на создании искусственного, контролируемого по величине, локального магнитного поля на магнитной ленте.
Для количественной оценки чувствительности магнитных порошков, паст и суспензий предназначена также установка У-2498-78. Она выполнена в виде переносного ящика с выходным кронштейном, на котором находится ванночка с контрольным образцом. Контрольный образец состоит из двух ферромагнитных призм, между которыми проложена тонкая медная фольга, имитирующая трещину. О чувствительности порошка, пасты, суспензии судят по ширине валика порошка, скопившегося над дефектом.
Для получения дефектограмм место дефекта с валиком порошка покрывают липкой лентой, затем ее удаляют с закрепившимся на ней порошком и наклеивают на бумагу.


Применяют также суспензию на основе каучука или пластической массы, которая через некоторое время высыхает, образуя пленку с фигурами дефектов.
Самые сильные намагничивающие поля создаются в стационарных дефектоскопах. Так, в отечественных дефектоскопах УМДЭ-10000 и МДС-5, осуществляющих циркулярное или продольное намагничивание максимальная амплитуда переменного тока или однополупериодного выпрямленного тока состаляет 15 кА для УМДЭ-10000 и 7,5 кА для МДС-5. Предусмотрена регулировка тока от минимального его значения 25 А.
Максимальный диаметр детали ориентировочно определяется током, который создает на поверхности магнитное поле напряженностью до 80 А/см. Характеристики некоторых универсальных дефектоскопов приведены в табл. 17, а на рис. 128 — применяемые способы нанесения магнитопорошкового индикатора.
Передвижные и переносные дефектоскопы представляют собой источники постоянного, переменного, выпрямленного однополупериодного, импульсного тока. Эти дефектоскопы предназначены для намагничивания и контроля объектов в условиях, когда невозможно применять стационарные дефектоскопы, например, при контроле отдельных участков крупногабаритных деталей или при контроле объектов в полевых условиях.
Специализированные дефектоскопы предназначены для контроля деталей приблизительно одного типа при крупносерийном производстве. Это, как правило, установки, в которых автоматизированы все операции, кроме осмотра.
В специализированных дефектоскопах применяют более совершенные способы нанесения индикаторов. Например, при сухом способе порошок наносят с помощью сит и высокопроизводительных устройств (рис. 128). Сухой способ требует автоматизации выполнения, нанесения индикатора повышенных санитарно-гигиенических условий.
В специализированных дефектоскопах применяют разновидность сухого способа — метод аэрозоля, при котором порошок распыляется и находится во взвешенном состоянии в замкнутом объеме (рис. 128, б). Объект контроля 1 помещен внутрь камеры, имеющей двойные стенки. Снизу под давлением поступает воздух, проходящий через воздухопроницаемую перегородку 2 и поддерживающий в рабочем объеме магнитный порошок 3 во взвешенном состоянии. Выходу порошка наружу препятствует крышка 4. Из объема камеры через фильтры 5 воздух выходит в промежуток между стенками камеры наружу.
Широкое распространение получил мокрый способ. Здесь используются специальные суспензии из 20... 30 г магнитного порошка, разведенного в 1 л воды, керосина или масла. Часто в суспензию добавляют вещества, улучшающие смачиваемость поверхности и антикоррозионные добавки.

Рис. 128. Способы нанесения магнитопорошкового индикатора.
В процессе намагничивания деталь 1 обрабатывается струей суспензии 2 (рис. 128, в) или кладется в сетку 3 и вместе с ней помещается на 30...40 с в ванну 4 с хорошо перемешанной суспензией 5 (рис. 128, г).
Осмотр детали проводят сразу после обработки суспензией при освещенности около 500 лк.
Магнитогуммирование используют для контроля преимущественно внутренних поверхностей полостей. Контролируемую полость, показанную на рис. 129, а, заполняют магнитогуммированной массой, которая содержит магнитный порошок во взвешенном состоянии и компоненты, обеспечивающие быстрое затвердевание. Магнитный порошок оседает в тех местах, где есть поля рассеяния дефектов. После затвердевания массы слепок (рис. 129, б) вынимают из полости и осматривают. По местам скопления порошка — «репликам» — судят о наличии дефектов.

Рис. 129. Иллюстрация магнито-гуммирования.
Примеры универсальных автоматизированных дефектоскопов
Практически все точеные, шлифованные, цементированные детали машин и механизмов проходят магниторошковый контроль. Поэтому для массовых деталей создаются автоматизированные стационарные дефектоскопы, при работе с которыми оператору отводится роль наблюдателя. Все процессы загрузки-разгрузки, намагничивания размагничивания, съема и обработки информации автоматизированы.
На рис. 130 приведены примеры автоматизированных стационарных установок, первая из которых (а) обеспечивает одновременный контроль концов четырех труб. Причем, используется два варианта намагничивания:

Рис. 130. Автоматизированные стационарные дефектоскопы: а — для контроля концов четырех труб пропусканием неременного тока через токопроводящий стержень; намагничивание катушкой при двухпериодном выпрямлении; б — автомат с подъемным устройством в виде грабель для контроля шлицевых валов пропусканием переменного тока; в — для контроля заготовок пропусканием тока через контролируемое изделие; г намагничивание при помощи катушки переменного тока и токоироводящёго стержня.
1) с помощью пропускания переменного тока через стержень, который располагают по оси трубы (в этом случае обнаруживаются преимущественно продольные трещины;

Рис. 131. Универсальные магнитопорошковые дефектоскопы для комбинированного намагничивания: а — Универсал 120 GP с ярмом постоянного и неременного тока имеет 2 УФ-суперсветилышка и вращающее устройство; б — Универсал 170 GW с ярмом постоянного, переменного тока и дополнительной катушкой постоянного тока; в — Универсал 85 W с салазками намагничивания переменным током; г — Универсал 210 SW с автоматическим перемещением катушки с переменным током.
2) с помощью катушки с током, одеваемой на трубу (при этом определяются поперечные трещины).
На рис. 130 б показан автомат для контроля шлицов вала. Намагничивание комбинированное с помощью ярма с переменным потоком и пропусканием переменного тока через изделие. Аналогичные установки (рис. 130, в-г) для конкретного вида контролируемой детали.
На рис. 131, а—г приведены фотографии серии универсальных установок, которые отличаются от специализированных (рис. 130) возможностью сложного комбинированного намагничивания.