

zdg_konspect
.pdfРис. 16.2. Крива струму для зварювання плавким електродом
де IБ - базовий (постiйний) струм з невеликим степенем пульсацiї;
Ii - iмпульсний струм (заштрихованi дiлянки), тобто імпульси струму середнє значення яких перевищує базовий струм;
IКР - критичний струм, тобто рiвень струму, нижче якого без накладання iмпульсiв перенесення металу стає великокрапельним;
I - зварювальний струм, який визначається як середнє значення струму I=IБ+Ii; IІM - амплiтуда iмпульсiв струму;
ti - тривалiсть iмпульсiв струму, мс;
τ - час перенесення, або промiжок часу, протягом якого струм або iмпульс
струму бiльший IКР, мс;
Т, f - відповідно перiод i частота проходження iмпульсiв.
Базовий струм IБ обирається в залежностi вiд товщини виробу, положення шва у просторi і створюється джерелом постiйного струму.
IДЗ плавким електродом здiйснюється в основному пристроями з незалежною швидкiстю подачi електродного дроту. При зварюваннi великих товщин оплавлення кiнця електродного дроту вiдбувається як при базовому, так i при iмпульсному струмi. Тому ВАХ за базовим та iмпульсним струмом повиннi бути жорсткими з нахилом 0,01-0,03 В/А, що сприяє саморегулюванню довжини дуги. При зварюваннi малих товщин базовий струм незначний i служить тiльки для пiдтримання горiння зварювальної дуги в промiжку мiж iмпульсами, а оплавлення електродного дроту i скидання краплi вiдбувається пiд час iмпульсу. Для запобiгання обривiв базового струму необхiдна його стабiлiзацiя шляхом застосування крутоспадних ВАХ базового струму з нахилом 0,5-1,5 В/А при збереженнi iмпульсних ВАХ жорсткими.
151
При зварюваннi на великих струмах основну частину становить базовий струм IБ. Зі зниженням зварювального струму і швидкості подавання дроту розмiр крапель зменшується. При цьому зростає сила поверхневого натягу FПН, що ускладнює перенесення крапель електродного металу. Тому необхiдна енергiя iмпульсiв i, отже, значення iмпульсного струму суттєвих змiн не зазнають, i зниження зварювального струму вiдбувається в основному за рахунок зменшення базового струму. Якщо подальше зниження базового струму неможливе, переходять на меншу частоту iмпульсiв, що дозволяє зменшити iмпульсний струм Ii. Iмпульсний струм призначений для надiйного скидання краплi повинен перевищувати IКР. При механiзованому зварюваннi дротом дiаметром 0,8-2,5 мм струм Ii складає вiд 300
до 1500 А.
Тривалiсть iмпульса tі має регулюватись вiд 1 до 10 мс. Iмпульс повинен круто наростати зі швидкiстю до 2000 кА/с i мати бiльш плавне спадання. Це забезпечує вiдрив краплi на спадi iмпульса з невеликою швидкiстю її руху, що призводить до зменшення розбризкування.
Якщо дiаметр краплi перевищує дiаметр шийки, що з’єднує її з електродом, то з моменту, коли електродинамiчна сила FЕД, яка виникає пiд час iмпульсу, набуває переважного значення, крапля починає рухатись до зварювальної ванни. При цьому вона витягується в напрямку виробу, а дiаметр шийки зменшується. Зі зниженням струму iмпульсу з моменту, коли FЕД стає меншою за силу утримання FУ, що дорiвнює FПН+FР, швидкiсть перемiщення центру тяжiння краплi починає зменшуватись. Однак за рахунок нагромадженої кiнетичної енергiї крапля продовжує перемiщення в попередньому напрямку до моменту обриву шийки. Пiсля скидання крапля рухається з незмiнною швидкiстю через дуговий промiжок i потрапляє в зварювальну ванну. Такий режим перенесення вважається оптимальним.
У випадку перевищеної енергiї iмпульса крапля вiдокремлюється вiд електрода ранiше, нiж FЕД стане меншою за FУ. Тодi вона має дуже велику швидкiсть, що супроводжується сильним розбризкуванням. При заниженiй величинi А швидкiсть краплi знижується ранiше, нiж вiдбувається обрив шийки i крапля знову притягується до кiнця електрода.
Другим важливим параметром iмпульсiв є їхня частота f. Частота iмпульсiв (величина, зворотна перiоду проходження iмпульсiв f=1/Т) може складати 100, 50, 33 i 25 Гц. При незмiннiй швидкостi подачi електродного дроту маса крапель збiльшується пропорцiйно перiоду Т. Для отримання крапель однакового розмiру
152
необхiдно змiнювати частоту iмпульсiв пропорцiйно швидкостi подачi. Однак, при дрiбнокрапельному перенесеннi частота iмпульсiв мало впливає на формування шва, глибину i форму проплавлення. У достатньо широкому дiапазонi змiни зварювального струму її можна залишити незмiнною i застосовувати вiд двох до чотирьох ступенiв частоти.
16.3. Способи формування струму при IДЗ плавким електродом
Формування струму при iмпульсно-дуговому зварюваннi плавким електродом може здiйснюватись за рахунок iмпульсних приставок з ємнiсним нагромаджувачем енергiї, тиристорних джерел, джерел з транзисторним комутатором.
Найбiльш досконалими є приставки (генератори iмпульсiв) з тиристорним випрямним блоком типу ГИД або ГИ-ИДС, якi живлять дугу паралельно з основним джерелом живлення. При цьому способi дуга живиться базовим струмом Iб вiд джерела постiйного струму, G а iмпульсами струму Ii вiд генератора iмпульсiв (рис.16.3).
Рис. 16.3. Спрощена електрична схема (а) і осцилограма імпульсного струму (б) при використанні тиристорного блока
Протягом одного пiвперiоду змiнного струму, iмпульсний струм проходить по колу Т-VS1-дуга-VD2-T. Тиристор VS1 вiдкривається на спадi пiвхвилi, тому iмпульс має форму вiдрiзку синусоїди. При зменшеннi кута керування тиристором амплiтуда i тривалiсть iмпульса збiльшуються. При вмиканнi одного тиристора частота iмпульсiв складає 50 Гц, при почерговому вмиканнi двох тиристорiв - 100 Гц (рис.16.3 б). Перевагою цього способу є можливiсть використання достатньо простого генератора iмпульсiв з джерелами постiйного струму, що виробляються серійно. До недолiкiв можна вiднести комутацiю базового струму, тобто його зниження пiсля закiнчення iмпульса до неприпустимо малого значення, що часто призводить до обриву дуги.
153
Iнший спосiб формування струму полягає в шунтуванні згладжуючого дроселя
(рис.16.4).
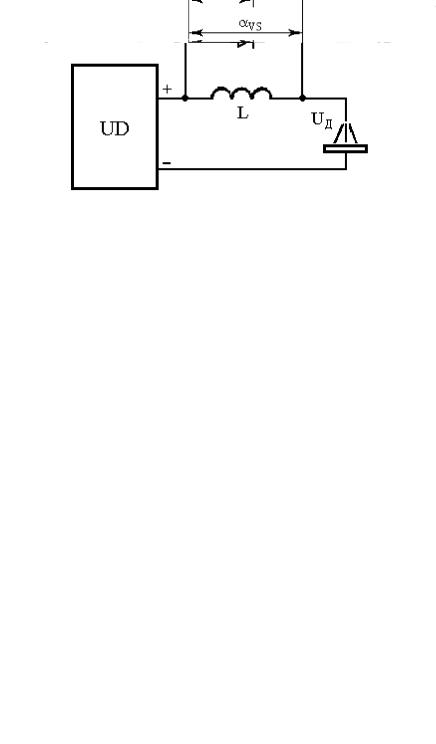
Рис. 16.4. Схема формування струму за допомогою тиристорного регулятора при ІДЗ плавким електродом
Силова частина джерела живлення містить у своєму складі тиристорний регулятор UD, згладжуючий дросель L i тиристор VS, що формує iмпульси.
Тиристорний регулятор складається з однофазного зварювального трансформатора i двопiвперiодного тиристорного випрямляча. Криву напруги U зображено на рис.16.5 у виглядi штрихової лiнiї. Середнє значення напруги визначається кутом α вмикання тиристорiв регулятора VS.
Рис. 16.5. Крива напруги, що сформована тиристорним регулятором
З моменту t1 починається наростання зварювального струму, що згладжується дроселем L. В момент t2 вмикається iмпульсний тиристор VS i напруга U у виглядi iмпульса накладається на дугу. Через VS протiкають два зустрiчних струми: прямий
154
струм iмпульса i зворотний струм, який запасено дроселем L. Поки прямий струм бiльший за зворотний, струм тиристора дорiвнює їхній рiзницi i VS вiдкритий. Зі зменшенням напруги U iмпульс струму знижується. Поки тиристор вiдкритий, струм дроселя (базовий струм) за час iмпульса практично не встигає змiнитися. У момент t3, коли iмпульсний струм знижується до рiвня базового струму, VS закривається, iмпульс згасає i дуга живиться базовим струмом IБ за рахунок енергiї, яку запасено дроселем. Таким чином, на дiлянцi t1-t2 IБ наростає i одночасно дросель запасається енергiєю. В iнтервалi t2-t3 IБ залишається незмiнним, енергiя L не витрачається. З моменту t3 до моменту появи чергової дiлянки синусоїдної напруги на виходi тиристорного регулятора базовий струм знижується, i енергiя дроселя вiддається до зварювального кола. Таким чином, при змiнi кута керування тиристора VS вiдбувається перерозподiл значень базової та iмпульсної напруг (струмiв) при незмiннiй напрузi дуги. Розглянений спосiб формування струму реалiзований в випускаємих iмпульсних випрямлячах типу ВДГИ що випускаються серійно i має наступнi переваги:
-вiдсутня комутацiя базового струму, тому що дросель пiд час iмпульсу зашунтовано;
-значно зниженi масо-габаритнi показники, тому що джерело виготовлено в однокорпусному виконаннi;
-є можливiсть стабiлiзацiї базової напруги i змiни нахилу базових ВАХ завдяки наявностi тиристорного регулятора.
16.4.Джерела живлення для IДЗ плавким електродом
Випрямляч типу ВДГИ-301У3 використовується для комплектацiї зварювальним напiвавтоматом ПДИ-303У3. Спрощену принципову електричну схему такого випрямляча подано на рис.16.6.
Первинна i вторинна обмотки силового трансформатора Т секцiонованi. Протягом пiвперiоду напруги мережi живлення при увiмкнених тиристорах VS1 або VS2 струм через вентиль VD1 та iндуктивнiсть L подається на зварювальну дугу, тобто джерело працює в базовому режимi. Протягом другого пiвперiоду базовий струм проходить по колу T-VD2-L-дуга-T. При iмпульсному режимi VS5 (VS6) вмикаються із запiзненням вiдносно моменту вимикання VS1 (VS4), а кут їх вiдкриття визначає амплiтуду i тривалiсть iмпульса. Якщо з VS5 (VS6) вмикається VS2 (VS3) із одночасним вимиканням VS1 (VS4), то створюються iмпульси крутої
155
форми із великою амплiтудою. Коли VS2 (VS3) не увiмкненi, працюють VS1 (VS4), випрямляч формує пологi iмпульси із малою амплiтудою. При роботi джерела в базовому режимi у схемі керування передбачено можливiсть нахилу зовнiшнiх характеристик. Крутоспаднi ВАХ можна отримати при зварюваннi на малих струмах з метою запобiгання обривiв дуги, жорсткi ВАХ - при зварюваннi на великих струмах з метою саморегулювання дуги.
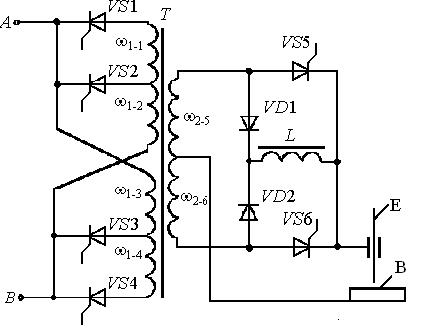
Рис. 16.6. Спрощена електрична схема силової частини джерела ВДГИ-301
Бiльш досконалою є конструкцiя випрямляча типу ВДГИ-302У3 (рис.16.7). Напруга вторинної обмотки силового трансформатора Т з нормальним
магнiтним розсiянням випрямляється блоком вентилiв VD1, VD2, VS1-VS6 з двома дроселями L1, L2. Базовий струм створюється VS3, VS4 i згладжуючим дроселем L1. Фазове керування тиристорами використовується для налагодження середнього значення базового струму. Однак при глибокому керуваннi в кривiй базового струму з’являються провали. Тому для отримання невеликого, але добре згладженого струму в схемi передбачене коло пiдживлення у складі оптотиристорiв VS5, VS6 i дроселя L2 з великою iндуктивнiстю. Оптотиристори забезпечують також незалежнiсть роботи кiл керування вiд дiї високочастотних перешкод зварювального кола. VS1 i VS2 застосовуються для генерування пiкових iмпульсiв, амплiтуда i тривалiсть яких визначається кутом вiдкриття, а частота 50 або 100 Гц
156

- використанням одного або двох тиристорiв. ВДГИ-302 може працювати як в режимi базового струму, так i iмпульсного. Частiше використовується спiльний режим, при якому зварювальний струм визначається сумою iмпульсного i базового струмiв, а також струму пiдживлення.
Рис. 16.7. Спрощена електрична схема силової частини джерела ВДГИ-302
Напруга вторинної обмотки силового трансформатора Т з нормальним магнiтним розсiянням випрямляється блоком вентилiв VD1, VD2, VS1-VS6 з двома дроселями L1, L2. Базовий струм створюється VS3, VS4 i згладжуючим дроселем L1. Фазове керування тиристорами використовується для налагодження середнього значення базового струму. Однак при глибокому керуваннi в кривiй базового струму з’являються провали. Тому для отримання невеликого, але добре згладженого струму в схемi передбачене коло пiдживлення у складі оптотиристорiв VS5, VS6 i дроселя L2 з великою iндуктивнiстю. Оптотиристори забезпечують
157
також незалежнiсть роботи кiл керування вiд дiї високочастотних перешкод зварювального кола. VS1 i VS2 застосовуються для генерування пiкових iмпульсiв, амплiтуда i тривалiсть яких визначається кутом вiдкриття, а частота 50 або 100 Гц - використанням одного або двох тиристорiв. ВДГИ-302 може працювати як в режимi базового струму, так i iмпульсного. Частiше використовується спiльний режим, при якому зварювальний струм визначається сумою iмпульсного i базового струмiв, а також струму пiдживлення.
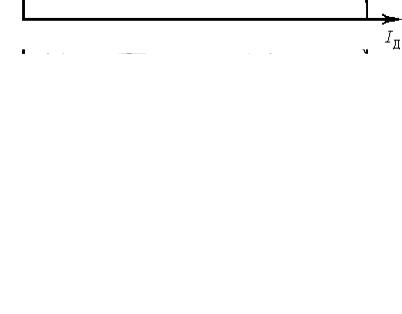
Зовнішні характеристики випрямляча наведені на рис. 16.8.
Рис. 16.8. Зовнішні характеристики тиристорного випрямляча
ВАХ імпульсного струму 1 має невеликий нахил, що необхідно для отримання крутого фронту імпульсів струму. Характеристика базового струму 2 сформована завдяки введенню зворотних зв’язків за струмом і за напругою в систему керування тиристорів VS3, VS4 і її нахил автоматично знижується зі зростанням струму. При крутому нахилі на малих струмах підвищується еластичність дуги, при пологому нахилі на великих струмах виконується саморегулювання дуги. Для поліпшення запалювання дуги створюється характеристика запалювання 3, яка забезпечує постійний рівень напруги при будь-яких струмах. Характеристика відісічки 4 обмежує максимальну величину зварювального струму, а підживлення 5 гарантує мінімум струму, достатній для стійкого горіння дуги.
Останнiм часом застосовуються розробки транзисторних iмпульсних джерел,
158
в яких силовий транзистор керує зварювальним струмом i забезпечує необхiдний струм протягом iмпульсу i паузи. На рис.16.9 подано схему джерела такого типу, яке складається з силового трансформатора Т i випрямного блоку VD1.
Для створення iмпульсного режиму передбачено комутатор, який складається із силового транзистора VT, дроселя L i зворотного дiода VD2.
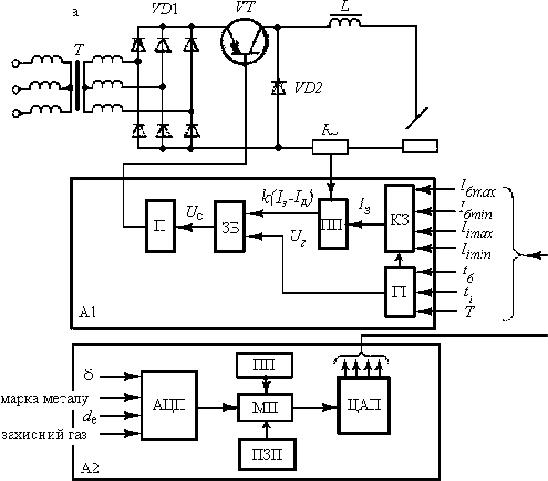
Рис. 16.9. Схема силової частини з транзисторним комутатором
Система керування А1 складається з комутатора К3, за допомогою якого послiдовно вводяться значення заданого струму IЗ, базового - Iбmin та Iбmax, iмпульсного струму - Iimin та Iimax. У пристрої порiвняння ПП задана величина порiвнюється з фактичним струмом IД, що знiмається з датчика струму RS. У схему збiгання ЗБ поряд із рiзницевим сигналом К(IЗ-IД) подаються також сигнали UГ вiд генератора iмпульсiв ГI, параметри якихtб - тривалiсть базового струму, ti - тривалiсть iмпульсiв i Т - перiод проходження iмпульсiв встановлюються зазделегідь. При збiганнi в часi позитивного сигналу k(IЗ-IД) i iмпульса UГ на виходi схеми ЗБ виникають iмпульси Uc якi через пiдсилювач П подаються на базу VT.
159

ЛЕКЦІЯ 17
17.1. Основнi вимоги, якi пред’являються до джерел живлення для зварювання неплавким електродом в iнертних газах
Джерела живлення для зварювання неплавким електродом призначенi для ручного дугового або автоматичного зварювання в iнертних газах виробiв з високомiцних, корозiйно-стiйких i жаромiцних сталей, кольорових, легких i титанових сплавiв невеликої товщини як на постiйному, так i на змiнному струмi в безперервному i iмпульсному режимах. Широко застосовуються джерела для аргоно-дугового зварювання вiльною (нестиснутою) дугою неплавким вольфрамовим електродом, нерухомо закрiпленним у зварювальному пальнику
(рис.17.1).
Рис. 17.1. Схема зварювання неплавким електродом в інертних газах
Інертний газ аргон захищає зону зварювання i електрод вiд впливу повiтря. Характерною рисою таких джерел є створення крутоспадної зовнiшньої характеристики, за рахунок чого забезпечується стабiльнiсть струму при коливаннях довжини дуги i стiйкiсть процесу зварювання. Це пов’язано з тим, що глибина проплавлення при зварюваннi неплавким електродом дуже чутлива до коливань струму. Ступiнь стабiлiзацiї залежить вiд товщини зварюваного матерiалу. При зварюваннi металiв середнiх товщин (2-5 мм) достатньо пiдтримувати зварювальний
160