

шпоры гос / Новая папка / МЕХОБОР
.doc|
1 Бетоносмесители. Виды и их принц. Уст-во. Методика выбора б.с 1. По технологическому назнач-ию: для пригот-ния бетонов различных видов( тяжелого, ячеистого, силикатного, керамзитобетона) и строительных р-ров. 2. По хар-ру работы: цикличные и непрерывного действия. 3. По способу перебазирования: передвижные, стационарные. 4. По способу смешения: -смесительные машины с перемешиванием при свободном падении мат-ла( гравитационные). “+” простота в обслуживании, меньшая энергоемкость, простота кинематики и конст-ции, возможность работы на смесях с крупным заполнителем, незначительный износ рабочих элементов. “-” неэкономичность при переходе для пригот-ния жестких и умеренно жестких смесей; -с принудительным перемешиванием мат-ла. “+” возможность пригот-ния жестких смесей, меньшее время смешивания, предотвращение комкования. “-” ограниченное прим-ние заполнителей по крупности( до 40 мм. ), значительный износ лопастей и футеровки, более высокая энергоемкость,высокая стоимость изгот-ния. 5. По конст-ции рабочих органов: с цилиндрическим и грушевидным барабаном; с двухконусным бар-ном; с вертикально расположенными смесительными валами( тарельчатого типа) ; с горизонтально расположенными валами( лоткового типа) . Бетоносмесители гравитационные, цикличного действия: 1- смесительный бар-н; 2- траверса; 3- бандаж-венцовая шестерня; 4- подвенцовая шестерня; 5- поддерживающие ролики; 6- редуктор; 7- эл/двигатель; 8- лопасти; 9- пневмоцилиндр. Смеситель с центральным приводом:1- мотор-редуктор; 2- разрезная шлицевая втулка; 3- выходной вал мотора-редуктора; 4- шесть быстросъемных лопастей на кронштейнах. Смеситель гравитационный непрерывного действия: 1- рама; 2- смесительный бар-н; 3- загрузочная воронка; 4- разгрузочная воронка; 5- патрубок; 6- спицы; 7- вал; 8- привод смесителя; 9- опорный ролик. Роторный смеситель: 1- корпус смесителя; 2- эл/двигатель; 3- планитарный редуктор; 4- ротор; 5- держатели; 6- лопасти; 7- труба для аспирации; 8- загрузочная воронка сухих компонентов; 9- секторный затвор для выгрузки БС; 10- пневмоцилиндр. Планетарно-роторный смеситель: 1- две пары шестеренок; 2- держатели лопастей; 3- центральное зубчатое колесо; 4- двухярусные лопасти. Турбулентные смесители: 1- корпус смесителя; 2- ротор; 3- выгрузочное отверстие. ”-” неудачное расположение выгрузочного отверстия. 1- эл/двигатель; 2- клиноременная передача; 3- смесительный вал; 4- лопасть; 5- цепь; 6- груз; 7- выгрузочное отверстие; 8- пневмоцилиндр. Смеситель с гибким корпусом: сечка d=0,1-1,5 мм., l=2-70 мм. 1- наклонная металлическая плита; 2- приводной вал; 3- конус; 4- гибкий кожух; 5- металическое кольцо. “+” возможность пригот-ния дисперсно-армированных БС; время пригот-ния смеси 20 сек. Смеситель принудительного перемешивания непрерывного действия: 1- корпус; 2- загрузочная воронка для сухих компонентов; 3- конус; 4- смесительный вал; 5- лопасти; 6- копильник. Струйные смесители непрерывного действия( ССНД-3, ССНД-20) : 1- корпус; 2- полые валы; 3- изогнутые трубки.
Основными параметрами выбора являются производительность смесителя, время перемешивания энергоемкость процесса смешивания, надежность и долговечность машины, ее цена.
|
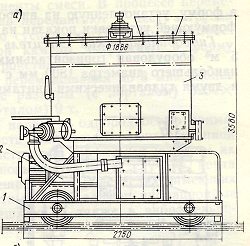
3 ГАЗОБЕТОНОМЕШАЛКИ. ВИДЫ И ПРИНЦИПИАЛЬНОЕ УСТР-ВО. Передвижная газобетономешалка вместимостью 4 м3 имеет привод для передвижения со скоростью 0,64 м/с, снабжена лопастной мешалкой с частотой вращения 49,5 мин-1. Высота, ширина и длина установки —соответственно 3580, 1720 и 1750 мм, ширина колеи 1430 мм, масса 4060 кг. Приготовляют ячеистобетонную смесь в газобетономешалке следующим образом. При использовании песчаного шлама в газобетономешалку с включенным перемешивающим механизмом загружают требуемое количество шлама и воды, а затем вяжущего. Через 2—3 мин добавляют заданное количество водно-алюминиевой суспензии и продолжают перемешивание еще I—2 мин.
Виброгазобетомешалка СМС-40 объемом 5 м3 состоит из корпуса с внутренним диаметром 2200 мм, десяти отбойных лопастей, вибрационной системы и самоходного портала. Внутри корпуса имеется лопастной вал с двенадцатью лопастями диаметром 700 мм и двухлопастным пропеллером диаметром 800 мм, образованным установленными попарно по винтовой линии лопастями. Привод состоит из конического редуктора i=3,15, электродвигателя мощностью 40 кВт с частотой вращения 950 мин-1 и клиноременной передачи i=1,5 с частотой вращения 200 мин-1. Виб-рогазобетономешалка имеет два затвора с гидравлическим приводом. К корпусу мешалки укреплены на пластинчатых подвесках два вибратора с электродвигателем мощностью 11,5 и 14,5 кВт и частотой вращения 1500 и 3000 мин-1, придающие горизонтально-направленные колебания с амплитудой 0,3—0,5 мм. В конструкции вибрационного устройства предусмотрены регулирование частоты вибрации с помощью двухскоростного электродвигателя и изменение амплитуды колебаний в результате смены дебалансов вибратора. Портал, на котором установлена виброгазобетономешалка, может передвигаться в рабочем и холостом состоянии со скоростью соответственно 10 и 15 м/мин. Мощность установки 49 кВт, габариты 40000x5200X3750 мм, масса 10 т. Исходные
компоненты загружают через люки,
имеющиеся в крышке; готовую
ячеистобетонную массу выгружают
через затвор клапанного или шлангового
типа. Под затвором располагают
лоток, предназначенный для заливки
газобетонной смеси в форму,установленной
на виброплощадке.
1-смеситель,2-кронштейн,3-подвеска кабеля,4-линейка,5-портал,6-эл.двигатель,7-клиновой ремень,8-шкив. Виброгазобетономешалка СМС-40Б
1 Имеются 2 сливные горловины d=200 мм. В корпусе смесителя с 4-х сторон имеются окна для для установки вибропоршней. На крышке имеется клапан для выпуска воздуха при загрузке смесителя. После заполнения смесителя включаются вибраторы и смесь перемешивается 5 мин. Затем загружается Al пудра. Вибрация продолжается. Машина передвигается на пост формования для заполнения форм. |
4 ВИБРОПЛОЩАДКИ С ВЕРТИКАЛЬНО НАПРАВЛЕННЫМИ КОЛЕБАНИЯМИ. ВИДЫ, ПРИНЦИПИАЛЬНЫЕ СХЕМЫ, УСТР-ВО И РАБОТА. МЕТОДИКА ВЫБОРА. Наибольшее распространение получили виброплощадки с гармоническими вертикально направленными колебаниями блочной конструкции (рис. 17.18), работающие в далеко зарезонансном режиме. Виброплощадка состоит из виброблоков I, снабженных двухвальными центробежными вибровозбудителями, которые через витые цилиндрические пружины 2 опираются на раму 4. Момент от электродвигателей 5 посредством цилиндрических зубчатых синхронизаторов 6 и И передается на валы вибровозбудителей виброблоков 1 через карданные валы 7. ^Жесткая кинематическая связь между двумя рядами виброблоков осуществляется синхронизаторами 8, которые снабжены зубчатыми коническими приставками 9, связанными между собой карданным валом. Все валы виброблоков и синхронизаторов вращаются в подшипниках качения. Крепление формы осуществляется с помощью притяж-ного электромагнита 3.
вибропл с верт направл колеб сообщ бет смеси движен перпендик-ное поддону и кассательные стенкам форм. В кач вибровозбуд обыч прим 2хвальные дебалансные вибраторы с противополож вращ валами,что обеспеч вертик направл колеб. Вибропл с механизир приводом прим шестереночные синхронизаторы,обеспеч синфазное вращения обоих валов каждого вибратора. Частота 3000 колеб в мин,амплитуда 0.,4-0,6 мм. «-»большой расход мощности шум,превыш нормы.количество виброблоков зависит от веса и размера формуемого идз. грузоподъем зависит от амплитуды колеб. Кинематич
схема 1-унифицированный виброблок,2-карданный вал,3-большой синхронизатор,4-малый.
ВП вертикально направленных колебаний с маятниковыми дебалансными вибраторами служат для уплот-ния небольших изделий, используемых для лабораторно-испытательных целей. Состоит из рамы 1, опирающейся на пружины 4, и дебалансного вибратора 1, оборудованного шарнирной подвеской 5. ВП вертикально направленных колебаний с унифицированными двухвальными виброблоками исполь-ся для уплот-ния серийно изготовляемых плоских изделий. Рабочим органом явл-ся закрепленный на раме 1 виброблок 6, состоящий из корпуса, в кот-ром на подшипниках качения синхронно на встречу друг другу вращаются два вала с дебалансами. ВП м/о монтировать из нескольких типовых виброблоков. Все ее вибраторы имеют синхронизированный привод.
б - виброблок вертикально направленных колебаний с маятниковым вибратором ;в - то же с двухвальным вибратором. 1-рама, 2-форма,3-вибратор,4-опирающиеся пружины,5-шарнирная подвеска,6-виброблок.
|
5 УДАРНО-ВИБРАЦИОННЫЕ ПЛОЩАДКИ ДЛЯ ФОРМ-НИЯ ЖБИ. УСТР-ВО И РАБОТА. МЕТОДИКА ВЫБОРА. Одномассная ударно-вибрационная площадка представляет собой раму 1, кот-ая опирается на резиновые прокладки 6, закрепленные на опорной раме 5, жестко установленной на фунд-те. Вибропривод площадки осущ-ся на одновальных центробежных возбудителей, валы 2 кот-ых с дебалансами 3 вращаются в шарикоподшипниковых опорах 4. Они закреплены на раме 1. Валы 2 соединены м/у собой упругими муфтами. Момент от эл/двигателя 7 на валы 2 передается ч/з клиноременную передачу. При вращении валов 2 с дебалансами 3 рама 1 с установленной на ней формой отрывается от упругих ограничителей 6 и падает на них. Возникает удар по форме, направленный снизу вверх. «+» проста по констр-ции, высокая эффект-ть уплот-ния, низкий уровень шума. «-» высокие уровни вибраций фунд-та, трудности форм-ния длинномерных изделий и частые поломки рамы. Ударно-вибрационная ВП блочного типа состоит их 4-х самостоятельных вибростолов. Каждый стол 1 опирается на фунд-т ч/з мягкие виброизолирующие резиновые упругие эл-ты 4, ч/з кот-ые машина опирается на раму 5. Она приводится в колебательное дв-ние от 2-х одновальных центробежных вибровозбудителей 3. Верхняя пов-ть столов снабжена резиновыми плитами-ограничителями 2, на кот-ые без крепления устанавливается форма с БС. Форма под действием центробежных сил отрывается от упругих ограничителей и падает на них, что и приводит к удару, по форме направленному снизу вверх. «+» проста по констр-ции и удобна в экспл-ции из-за отсутствия крепления формы. Уровень шумов и вибраций фунд-та не превышает санитарных норм. «-» несинхронность ударов отдельных вибростолов. Ударно-вибрационная площадка с одновальными синхронизированными вибровозбудителями- виброблоки 1 выполнены по ширине равными ширине формы, и привод каждого осущ-ся от 2-х одновальных вибровозбудителей 3. Форма устанавливается на упругие ограничители виброблоков 2. Безынерционный пригруз формы 4 осущ-ся захватами 5 и пружинами 6, деформацию кот-ых и натяг м/у формой и упругими ограничителями виброблоков обеспечивают пневмоцилиндры 7. «+» уплот-ют малоподвижные и жесткие БС и позволяют форм-ть протяженные по длине изделия. Высокая долг-ть карданных валов и подшипниковых узлов вибровозбудителей. «-» шум при работе, необходимость создания безынерционного пригруза формы. Схема одномассной ударно-вибрационной площадки:(1-рама,2-валы,3-дебалансы,4-опоры,5-опорная рама,6-резиновые прокладки,7-двигатель)
|













 -
корпус смесителя; 2- лопастной вал; 3-
окно; 4- вибропоршень; 5- сливная
горловина; 6- гаситель для уменьшения
энергии струи смеси; 7- двигатель.
-
корпус смесителя; 2- лопастной вал; 3-
окно; 4- вибропоршень; 5- сливная
горловина; 6- гаситель для уменьшения
энергии струи смеси; 7- двигатель.


 С
С хема
ударно-вибрационной площадки с
одновальными синхронизированными
вибровозбудителями:(1-виброблок,2-огранечители
виброблоков,3-вибровозбудители,4-пригруз
формы,5-захваты,6-пружины,7-пневмоцилиндры)
хема
ударно-вибрационной площадки с
одновальными синхронизированными
вибровозбудителями:(1-виброблок,2-огранечители
виброблоков,3-вибровозбудители,4-пригруз
формы,5-захваты,6-пружины,7-пневмоцилиндры)
|
6 БЕТОНОУКЛАДЧИКИ. ИХ ПРИНЦИПИАЛЬНОЕ ОТЛИЧИЕ И УСТР-ВО. ОСНОВНЫЕ УЗЛЫ. МЕТОДИКА ВЫБОРА. В зависимости от вида и назначения укладываемой в форму смеси применяются бетоно-, фактуро-, растворо-, бетонофактуро- и бетонораствороукладчики. Бетоноукладчик с секторным затвором (рис.а) предоставляет собой бункер, закрепленный на самоходной тележке и перекрытый внизу затвором. Когда затвор открывается, бетонная смесь из бункера подается в форму. Для улучшения истечения смеси из бункера на его стенках монтируются вибровозбудители, (вибраторы). Б Бетоноукладчик (рис.в) дополнительно снабжен разгрузочной воронкой с поворотной течкой.. равномерное заполнение отсеков формы осущ за счет возвратно-поступат перемешив укладчика по рельсам вдоль формовочной линии и периодич поворотов разгруз воронки. Бетоноукладчик (рис.г) с ленточным питателем и вибронасадком, который подвешен к раме и снабжен механизмом перемещения и вибровозбудителями направленного действия. Бетоноукладчик с винтовым (шнековым) питателем (рис.д) прим для формов отдеотных видов жб изд. К нижней части бункера прикреплен питатель. Привод питателя регулируемый.вращ лопостного вала осущ от Эл двигателя через редуктор и цепную передачу. С целью регулир равномерной подачи смеси исп Эл.двиг постоян тока. Перемещ осущ вручную на расст до 5 м. Бетоноукладчик с вибролотковым питателем (рис.е) состоит из бункера, вибролотка, подвешенного к бункеру на пру жинах и снабженного электромагнитным вибровозбудителем., и насадка,ч/з котор смесь подается в форму. Регулир зазора м/у питателем и формой осущ механизмом подъема и опускания насадка..скорость подъема и опускания 0,3-0,366 м/с
|
7 БЕТОНОРАЗДАТЧИКИ. ИХ ПРИНЦИПИАЛЬНОЕ РАЗЛИЧИЕ И УСТР-ВО. ОСНОВНЫЕ УЗЛЫ. МЕТОДИКА ВЫБОРА. Бетонораздатчики- это машины предназначенные для выдачи бетона из бункера после чего необходимо ручное разравнивание по форме. Бывают наземные и подвесные. Наземные передвигаются по рельсовым путям на уровне пола. Подвесные –по путям смонтированным на эстакадах. 1.бункер,2-рама,3-привод передвижной,4-вибратор побудитель,5-челюстной затвор, 6-штурвал.
Кинематическая схема:
1-двигатель, 2-муфта, 3-редуктор, 4-звездочка, 5-цепь, 6-колесо батонораздатчика.
|
8 КАССЕТНЫЕ УСТАНОВКИ. ПРИНЦИПИАЛЬНЫЕ СХЕМЫ, УСТР-ВО И РАБОТА Периодические . Кассетно-формовочная установка состоит из многоместной формы- кассеты и машины для распалубки и сборки кассет. Эта машина имеет 2 жестких сварных портала 2. Верхние балки портала снабжены направляющими 1. Неподвижная стенка упирается в амортизатор. Подвижная стенка шарнирно связана с силовой рычажной сис-мой машины, кот-ая обеспечивает перемещение подвижных стенок кассет по направляющим 1. Привод рычажной сис-мы осущ-ся от гидроцилиндра 4. Машина имеет 2 автоматических механизма запирания кассет. 1-ый механизм осущ-ет запирание благодаря смещению центрального шарнира 7 вниз от горизонтальной оси, проходящей ч/з крайние шарниры 5 и 8 рычажной сис-мы до положения, при кот-ом левый и правый рычаги упираются в упоры, кот-ые исключают возможность их дальнейшего поворота относительно центрального шарнира 7. 2-ой механизм представляет собой захват 6, кот-ый удерживает вертикальную стойку 3 рычажной сис-мы в крайнем нижнем положении. При включении гидроцилиндра в начале хода распалубки захват 6 автоматически освобождает стойку 3. В начале работы все стенки кассеты, кроме неподвижной, отведены в крайнее правое положение и соединены м/у собой замками. Очищается и смазывается 1-ый рабочий отсек. В него закладываются арм-ра и ЗД. Машина для распалубки и сборки кассет перемещает все стенки до упора с неподвижной. Неподвижная стенка соед-ся замком с 1-ой разделительной стенкой и открывается замок, соединяющий ее со следующей тепловой стенкой. Машина вновь отводит в крайнее правое положение все стенки, связанные замками с подвижной, открывается 2-ой рабочий отсек. После кассеты сверху запол-ся БС. При запол-нии кассет периодически включаются вибровозбудители. Затем в тепловые отсеки подают пар под давлением. ГИ снимаются краном.
9.Касетные установки непрерывного действия. 1-гидравлический домкрат, 2-Кольцевой пакет, 3-бетоноукладчик, 4-пост армирования, 5-подвесной конвейер, 6-арматур. каркас , 7-пост распалубки, 8-пост чистки и смазки. Установка состоит из ряда разделительных стенок и постов. На торцах стенок смонтированы тележки, опирающиеся катками на рельсовый путь. Формовочные отсеки между стенками образованы бортоснасткой. Все формовочные отсеки собраны в кольцевой пакети связаны друг с другом замками. Перемещение стенок по круговым траекториям осуществляется двумя гидравлическими домкратами. (+) Цикличность. (-) Необходимость применения пластичных смесей.
|
10Установки для изготовления пустоток по А-П технологии. Плиты покрытий размером 3X6 м изготовляются на линиях с агрегатно-поточной технологией производства. На каждом из четырех постов распалубки и сборки форм производится разборка бортов .формы, обрезка стержневой напряженной арматуры (при изготовлении напряженно-армированных изделий), съем изделия с помощью мостового крана с траверсой и установка его на стенд для контроля и ремонта или на площадку для выдерживания готовых изделий. После выдержки изделие с помощью мостового крана с траверсой погружается на самоходную тележку или тележку-прицеп и вывозится на склад готовой продукции. Перед формованием форму очищают и смазывают, собирают борта, укладывают арматурный каркас (при изготовлении ненапряженных изделий) или арматурные сетки и стержни, нагретые для удлинения, устанавливают закладные детали и посредством мостового крана с автоматическим захватом устанавливают на виброплощадку. Бетонная смесь бетоноукладчиком укладывается в форму,вводятся пустотообразователи, включается виброплощадка и производится уплотнение смеси. Пустотообразователи вынимаются. После окончания формования верхняя поверхность заглаживается бетоноукладчиком с заглаживающим устройством, форма с изделием снимается мостовым краном с автоматическим захватом и устанавливается на пакетировщик ямной камеры для тепловой обработки.
1 — раздаточный бункер; 2 — бетоноукладчик; 3 — виброплощадка; 4 — мостовой кран; 5 — пакетировщик форм; 6 — установка для электронагрева арматурных стержней; 7 — самоходная тележка; 8 — тележка-прицеп; 9 — стенд для контроля и ремонта изделий; 10 — стойки для ремонта изделий; 11 —склад арматурных стержней; 12 —площадка для выдержки изделий; 13 — пост для распалубки и сборки форм; 14 — склад арматурных сеток
|
 етоноукладчики
с ленточными питателями (рис.б),К
нижней части бункера прикреплен
ленточный питатель. Бункер имеет
копильник с заслонкой для регулирования
толщины слоя бетонной смеси и
профилирования его в попереч напав
в завис от вида изделия. Ширина ленты
питателя 200-2000 м.скорость перемещ
ленты 0,083-0,25 м/с.
етоноукладчики
с ленточными питателями (рис.б),К
нижней части бункера прикреплен
ленточный питатель. Бункер имеет
копильник с заслонкой для регулирования
толщины слоя бетонной смеси и
профилирования его в попереч напав
в завис от вида изделия. Ширина ленты
питателя 200-2000 м.скорость перемещ
ленты 0,083-0,25 м/с.




|
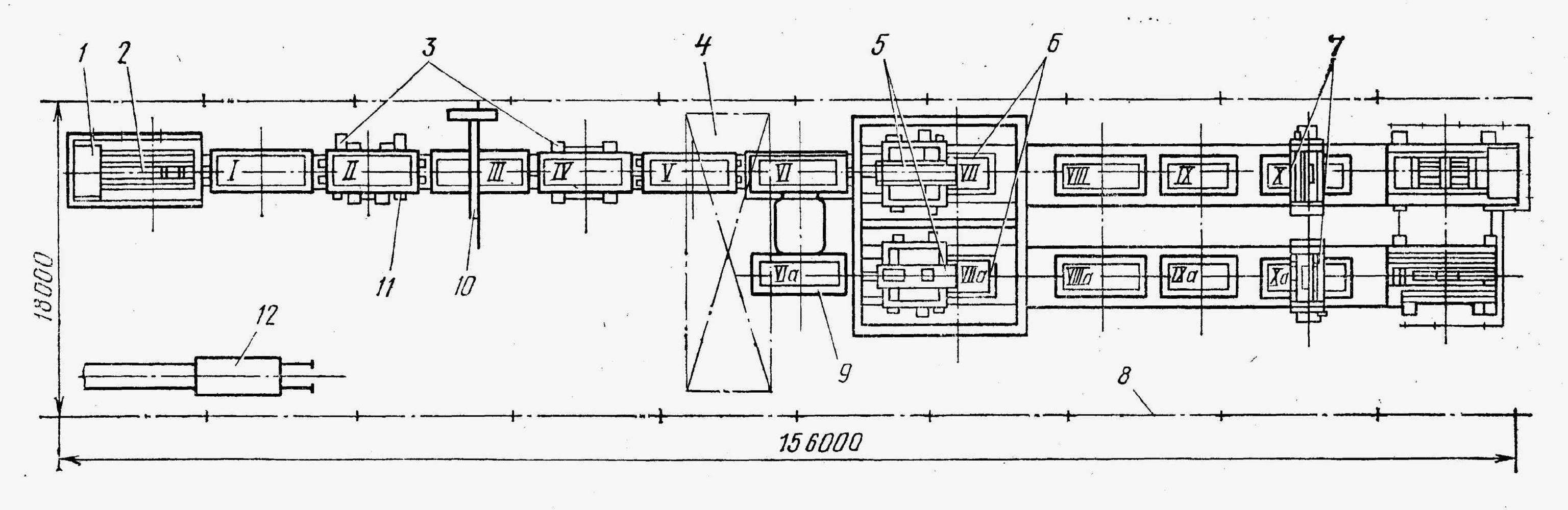
11 Конвейерный способ изготовления ЖБИ. Изготовление однослойных панелей наружных стен производится на конвейерной линии, состоящей из десяти постов. Тепловая обработка изделий предусмотрена в двух вариантах: в подземных щелевых камерах непрерывного действия и в напольных выносных камерах непрерывного действия. На посту 1 производится съем проемообразователей, установка столярных блоков; на посту 2 — раскрывание замков и бортов форм, кантование формы с изделием, съем изделия мостовым краном с траверсой; на посту 3 — чистка и смазка формы, установка проемообразователей; на посту 4 — закрывание замков бортов, укладка керамической плитки; на посту 5 — окончание укладки керамической плитки, заливка раствора, установка арматурного каркаса; на постах 6 и 6а — передача форм на параллельную линию; на постах 7 и 7a—укладка и уплотнение керамзитобетона, укладка верхнего слоя раствора и его разравнивание бетоноукладчиками; на постах 8, 8a, 9 и 9а — выдержка изделий; на постах 10 и 10а — чистовое заглаживание верхней поверхности отделочной машиной, очистка формы и технический контроль. Затем формы с изделием поступают на подъемник или передаточные тележки и направляются в щелевые камеры. После тепловлажностной обработки изделие моставым краном с траверсой передается на линию отделки и комплектации, где доводится до полной заводской готовности и самоходной тележкой вывозится на склад готовой продукции. 1-подъемник,2-передаточная тележка,3-устройство для открывания и закрывания бортов,4-мостовой кран,5-бетоноукладчик,6-вибропл,7-отделочная машина,8-линия для отделки и комплектации панелей,9-передаточное устройство,10-консольный передвижной кран,11-кантователь,12-самоходная тележка.
|
12 Стендовый способ изготовления ЖБИ. Стендовый способ производства характеризуется тем, что все операции цикла осуществляют на стационарном стенде без перемещения формы. Задержку выполнения одной операции можно компенсировать ускоренным выполнением последующих от раций. Этот способ применяют в основном для производства длинномерных и крупногабаритных изделий, а также при большой номенклатуре мелкосерийных изделий. В процессе цикла производства все материалы и механизмы последовательно и поочередно подают от формы к форме. Технологическое оборудование размещают на полигонах или в цехах. На схеме (рис.а) показан стенд производительностью 10 тыс. м3 в год предварительно-напряженных конструкций для промышленного строительства. В унифицированном типовом пролете (УТП-1) размещены: бетоноразвозчик I, гидродомкрат для натяжения пакета проволок 2, бетоноукладчик 3 первого стенда, установка 4 для сварки стержневых плетей, машина 5 для упрочнения стержней вытяжкой, бетоноукладчик 6 второго стенда, тележка 7 с компрессором для питания виброинструмента, мостовой кран 8, самоходная тележка 9 для готовой продукции, передвижной бухтодержатель 10, оборудование 11 для протаскивания арматуры и малогабаритный гидродомкрат 12. На схеме (рис.б) показано производство 60 тыс. м3 в год железобетонных панелей внутренних стен и перекрытий в кассетах. В аналогичном унифицированном пролете размещены мостовые краны1, секции 2 для складирования изделий, машина 3 для распалубки и сборки кассет, гаситель 4, бетоновод 5, тележка 6 для вывоза готовой продукции, поворотный кран-укскосина 7 и траверса 8 грузоподъемностью 10 т для извлечения из кассет и транспортирования готовых изделий.
|
13Утановки для формования труб.
Изготовление железобетонных труб способом радиального прессования осуществляется в вертикальной форме, установленной соосно с приводным валом формующей головки. Из питателя 4 бетонная смесь подается в форму 1 с кольцом 2. Уплотнение раструбной части осуществляется в начальной стадии формования вибрационным способом с помощью вибростола 8. После уплотнения раструбной части вибростол выключается и начинается подъем прессующей головки с валом 3 , т. е. начинается процесс радиального прессования. Формующая головка состоит из верхнего распределительного конуса или диска 5, снабженного пластинами-метателями 9, прессующих роликов 6, свободно вращающихся на вертикальных осях, и заглаживающего короткого цилиндра 7 — скользящей опалубки Рыхлая бетонная смесь, попадая на вращающийся распределительный конус 5, отбрасывается метателями 9 к стенкам формы 1 под набегающие ролики 6, которые и уплотняют ее.
Центрифуги
предназначены для формования полых
железобетонных изделий, представляющих
собой тела вращения в виде цилиндра
или усеченного конуса. Процесс
формования осуществля
|
насоса 12. Скорость вращения формы контролируется тахогенератором 4, соединенным с валом электродвигателя зубчатой передачей 13. Для изменения диаметра формуемых труб предусмотрена возможность перемещения ведомых 9 и прижимных 7 роликов по направляющим с последующей их фиксацией в
Продолжение 13 новом положении. Передача момента от ведущих роликов 2 на бандажи формы осуществляется за счет сил трения. Во время ее вращения щитки 5 исключают разбрызгивание шлама. Метод виброгидропрессования применяется для изготовления напорных железобетонных труб, предназначенных для работы под давлением до 1,5 МПа. Наруж кожух с армат каркасом надевается на вертик устан сердечник. Собранную форму переносят на пост бетонирования. В верхний конец формы устан центрирующее колько,обеспеч соосное положение наружного кожуха относит сердечника.Загрузочный конус имеет вибровозбудитель. На наруж кожух устан 3-5- вибровозбуд общего назначения.Бет смесь шнековым питателем подается ч/з загрузочный конус в форму при включ вибровозбуд.происх уплот бет см,форму краном переносят на пост опрессовки и т.в.о. и устан в вертик положен. Сердечник подключ к водопроводной магистрали и заполн водой. .в теч 0,5 часа доводят давление воды до заданного,происх опрессовка бет см. |




 Радиальное
прессование — один из наиболее
прогрессивных способов производства
безнапорных бетонных и железобетонных
труб, позволяющий эффективно уплотнять
особо жесткие бетонные смеси и
получать высококачественные изделия.
Радиальное
прессование — один из наиболее
прогрессивных способов производства
безнапорных бетонных и железобетонных
труб, позволяющий эффективно уплотнять
особо жесткие бетонные смеси и
получать высококачественные изделия. В
установках центробежного проката
железобетонных труб уплотнение
бетонной смеси осуществляется так
же, как и в установках радиального
прессования, т. е. происходит за счет
укатки ее роликом. Форма 3 своими
торцовыми кольцами 5 опирается на
приводной прессующий ролик 4. Последний
вращается в подшипниках качения и
приводится через клиноременную
передачу от электродвигателя. К
формующему ролику 4 форма 3 прижата
нажимными роликами 6. Бетонная смесь
подается в форму 3 консольным ленточным
питателем 2. Последний установлен
на подвижной каретке 1, которая
обеспечивает перемещение питателя
в осевом направлении формы.
В
установках центробежного проката
железобетонных труб уплотнение
бетонной смеси осуществляется так
же, как и в установках радиального
прессования, т. е. происходит за счет
укатки ее роликом. Форма 3 своими
торцовыми кольцами 5 опирается на
приводной прессующий ролик 4. Последний
вращается в подшипниках качения и
приводится через клиноременную
передачу от электродвигателя. К
формующему ролику 4 форма 3 прижата
нажимными роликами 6. Бетонная смесь
подается в форму 3 консольным ленточным
питателем 2. Последний установлен
на подвижной каретке 1, которая
обеспечивает перемещение питателя
в осевом направлении формы.
 ется
в горизонтально расположенных формах
за счет центробежных сил, возникающих
при их вращении относительно
собственной оси.
ется
в горизонтально расположенных формах
за счет центробежных сил, возникающих
при их вращении относительно
собственной оси. О
О
 бщий
вид свободнороликовой центрифуги
для формования безнапорных труб
большого диаметра длиной до 5 м
представлен на рис.а. В таких
центрифугах форма 1 свободно
устанавливается своими бандажами
на ведущие 2 и ведомые 9 ролики,
подшипники которых крепятся на опорной
раме. Прижимные ролики 7, смонтированные
на поворотной стойке 8, предотвращают
возможность соскакивания бандажей
формы с роликов 2 и 9 при вращении
формы. Подъем и опускание формы
производятся гидроподъемником 5,
когда прижимные ролики 7 поворотной
стойкой 8 отведены в сторону от формы.
Привод центрифуги осуществляется
от электродвигателя постоянного тока
3 через цепную передачу 14. Вал с
установленными на нем ведущими
роликами 2 снабжен колодочными
тормозами 10 с гидравлическим
приводом и дифференциальным механизмом
11. Последний исключает проскальзывание
ведущих роликов по бандажам, если их
диаметр различен. Одна пара ведущих
2 и ведомых 9 роликов снабжена
ребордами, фиксирующими форму в осевом
направлении. Гидропривод колодочных
тормозов 10 осуществляется от ручного
бщий
вид свободнороликовой центрифуги
для формования безнапорных труб
большого диаметра длиной до 5 м
представлен на рис.а. В таких
центрифугах форма 1 свободно
устанавливается своими бандажами
на ведущие 2 и ведомые 9 ролики,
подшипники которых крепятся на опорной
раме. Прижимные ролики 7, смонтированные
на поворотной стойке 8, предотвращают
возможность соскакивания бандажей
формы с роликов 2 и 9 при вращении
формы. Подъем и опускание формы
производятся гидроподъемником 5,
когда прижимные ролики 7 поворотной
стойкой 8 отведены в сторону от формы.
Привод центрифуги осуществляется
от электродвигателя постоянного тока
3 через цепную передачу 14. Вал с
установленными на нем ведущими
роликами 2 снабжен колодочными
тормозами 10 с гидравлическим
приводом и дифференциальным механизмом
11. Последний исключает проскальзывание
ведущих роликов по бандажам, если их
диаметр различен. Одна пара ведущих
2 и ведомых 9 роликов снабжена
ребордами, фиксирующими форму в осевом
направлении. Гидропривод колодочных
тормозов 10 осуществляется от ручного