

Дополнительные требования к ип плазменных процессов в сварке, напылении, резке.

Специфика требований связана с тем, что используется не свободно горящая, а сжатая дуга. При плазменной сварке и резке основная дуга горит между неплавящимся электродом и изделием. Вспомогательная дуга – между неплавящимся электродом и металлическим соплом. При плазменном напылении основная дуга горит между электродом и неплавящимся соплом. Как правило используется постоянный ток прямой полярности. Обязательно при плазменной резке и напылении и в большинстве случаев при плазменной сварке.
Сжатая дуга в отличие от свободногорящей имеет форму близкую к цилиндрической, значительно более высокую температуру ≈10÷25000º. В центральной части дугового разряда при таких температурах полная ионизация, обычно многократная (несколько электронов отрываются от атома), соответственно представляют собой плазму, поэтому процессы называются – плазменными, дуга – сжатая.
С точки зрения электрических характеристик в сжатой дуге имеют более высокое напряжение, чем в свободногорящей и увеличенный участок возрастающей ВАХ дуги.


При плазменной сварке напряжение на дуге чаще всего 20÷40В. При плазменном напылении напряжение на дуге может быть больше 100В, т.к. для повышения мощности плазменного факела и соответственно производительности процесса применяют молекулярные газы – азот, водород или газы с большим потенциалом ионизации и высокой теплопроводностью – гелий. При этом возрастают затраты энергии на компенсацию теплоотвода, повышенных затрат на ионизацию, соответственно возрастает напряжение на дуге при данной силе тока. Используется два варианта дуги, чаще всего с самоуправляющейся длинной дуги, также с фиксированной длиной дуги.
Наиболее высокое напряжение на дуге в сварочном производстве достигается при плазменной резке. На серийных установках напряжение на дуге может достигать 250В, это связанно с большой длиной дуги до 200мм.
Плазменная и микроплазменная сварка.
Деление условное, граница разными авторами проводится от 30 до 150А (чаще I=50А). Минимальный ток дуги при микроплазменной сварке несколько десятых А, при плазменной сварке серийное оборудование на токе до 800А. На больших токах внешнее сжатие столба дуги становится малоэффективным по сравнению с собственным магнитным полем (с пиич-эффектом), поэтому эффективность плазменных процессов с росток токе падает, по сравнению со свободно горящей дугой.
Для микроплазменной сварки напряжение холостого хода ИП обычно порядка 100В, для плазменной сварки на предельных токах – 120В. Т.к. при сварке используются участки ВАХ дуги и крутопадающий и возрастающих, для обеспечения устойчивости процесса во всем диапазоне режимов обычно используется крутопадающая или вертикально падающая ВСХ ИП.
Начало процесса осуществляется зажиганием вспомогательной дуги между электродом и соплом, от вспомогательного ИП. Чаще используют бесконтактное зажигание от встроенного осциллятора, а иногда – контактное электрода на сопло. Вспомогательная дуга имеет ток на порядок меньше основной, чтобы не разрушилось сопло плазмотрона.
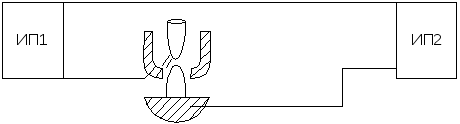
Вспомогательная дуга при прохождении через сопло газа ионизирует его и создает на выходе из сопла плазменный факел. Газ, который подается в сопло – плазмообразующий (Ar), т.к. используются W электроды. Когда плазмотрон приближают к изделию электропроводный факел позволяет зажечь основную дугу, которая питается от основного ИП. Вспомогательная дуга может включаться в процессе сварки, а может горет непрерывно, в этом случае ее называют дежурной. Обычно используется при ручной плазменной сварке для того, чтобы при переходе с места на место сварки была готовность к зажиганию основной дуги. Т.к. маломощные дуги имеют более высокое напряжение, вспомогательный ИП, как правило, имеет повышенное напряжение холостого хода по сравнению с основным. Практически в серийном оборудовании до 200В.
Специфика требований:
-
Повышенное напряжение холостого хода;
-
Необходимость вспомогательного ИП;
-
Крутопадающая или вертикально падающая ВСХ
Применяются специализированные ИП и установки.