

Устойчивость горения дуги в системе «источник-дуга»

Система «источник-дуга» при малом возмущении по длине дуги

хL≥>R
В большинстве случаев систему ИП-дуга можно рассматривать как
![]()

В динамике система будет устойчива, если после возмущения она возвратится в исходную точку. Если рассматривается устойчивость в малом, т.е. при малых отклонениях от положения равновесия нелинейные фунуции ИП и дуги без особых погрешностей можно заменить линейными.
![]()

Кустойчивости
![]()
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() при
t=0
I=ΔJ,
C=
ΔJ
при
t=0
I=ΔJ,
C=
ΔJ
![]()
цепь с индуктивностью.
Для
того, чтобы система была устойчивой при
отклонениях, с ростом времени ток должен
убывать (t→D
i→0)
это можно обеспечить, когда показатель
exp
«-», т.к. по определению индуктивность
может быть только «+», то Ку
должен быть больше 0 (L>0
→ Ку>0).

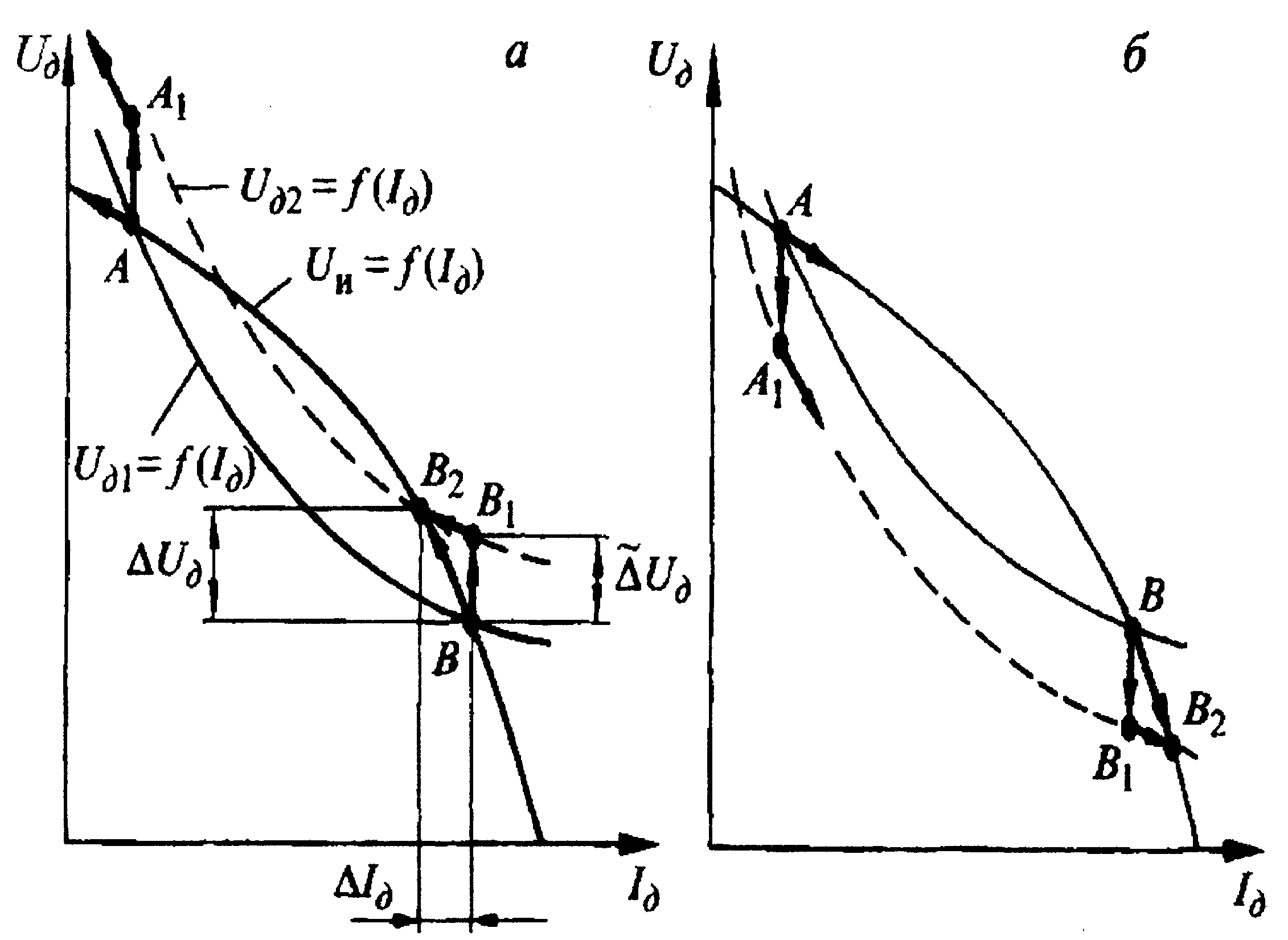
Реакция системы на малое возмущение в точке А и в точке В.
Система «источник—дуга» принципиально устойчива, если в результате отработки малых возмущений она приходит в установившееся состояние, характеризующееся равенством подаваемой и потребляемой энергии и малыми отклонениями тока и напряжения от исходного состояния.

При использовании дуги на падающем участке ее характеристики в точке В, где дифференциальное сопротивление дуги отрицательно (рд < 0), характеристика источника 1 должна быть еще более крутопадающей для получения положительного значения коэффициента устойчивости ky.
При использовании дуги на жестком участке ее характеристики (рд= 0) в точке С характеристика источника может быть и крутой 2, и пологой 3, но непременно падающей (ри < 0).
Если дуга имеет возрастающую характеристику в точке D (рд > 0), то для обеспечения устойчивости источник может иметь падающую 4 (ри < 0), жесткую 5 (ри = 0) и даже пологовозрастающую 6 (ри > 0) характеристику, если ее наклом меньше. Наибольшим запасом устойчивости в точке D обладает, естественно, система с источником, имеющим характеристику 4, поскольку при этом ky максимальный.
Технологические требования для ручной дуговой сварки покрытыми электродами.

Поскольку проходящий ток нагревает стержень и, соответственно, обмазку, плотность тока ограничивается в данном случае максимальной температурой нагрева обмазки (400°С). поскольку связующее обмазки – жидкое стекло или канцелярский клей при нагреве теряет воду и становится хрупким. В условиях неравномерного нагрева стержня и обмотки из-за разных коэффициентов линейного расширения обмазка трескается и осыпается. Поэтому при ручной сварке покрытыми электродами можно использовать падающую и часть жесткого участка ВАХ дуги.

Из общего условия устойчивости следует, что характеристика ИП на падающем участке ВАХ дуги должна быть крутопадающей, а на жестком любая падающая. Поэтому для обеспечения устойчивости регулирования применяется ИП с крутопадающей или вертикально падающей ВСХ на рабочем участке. Т.е. характеристика ИП должна быть крутопадающей, чем у дуги.

Для ручной сварки характерны большие колебания длины дуги.

![]() ;
;
![]()
 ;
;
Ку ∆J=-Eст ∆l
∆J=-(Eст /Ку )∆l
C точки зрения поддержания постоянства выделения существующей в столбе дуги целесообразно, чтобы ток не менялся при изменении длины дуги, т.е. требуется ВСХ ИП близкая к вертикально падающей на рабочем участке. Это справедливо при небольших колебаниях дуги, поскольку в длинных дугах меняется физика разряда, падает скорость плазменных потоков и, соответственно, газодинамическая устойчивость, меняется температура по длине столба дуги. Поэтому в длинных дугах обрыв происходит не из-за нарастания устойчивости системы: источник питания - дуга, а из-за магнитогидродинамической неустойчивости.
Тем не менее для подавляющего большинства дуговых разрядов используемых при сварке и наплавке, где длина дуги составляет не более 10мм, вертикально падающая характеристика ИП наиболее рациональна при колебаниях дуги.
Поэтому для обеспечения, так называемой, эластичности дуги, т.е. возможности растягивать ее на большую длину, наилучшим вариантом является вертикальнопадающая характеристика. Процесс начинается коротким замыканием, поэтому требования к ИП смотри выше. Из условий обеспечения максимального тока короткого замыкания вытекает требование характеристики типа пологопадающей, в зоне низких напряжений на межэлектронном промежутке.
 Такие
характеристики можно получить при
быстродействующем регуляторе ИП.
Практически, в настоящее время это
реализуется в тиристорных и транзисторных
ИП.
Такие
характеристики можно получить при
быстродействующем регуляторе ИП.
Практически, в настоящее время это
реализуется в тиристорных и транзисторных
ИП.

В самых простых тансформаторах и выпрямителях для ручной дуговой сварке не имеющих таких систем управления приемлемым компромиссом является крутопадающая ВСХ ИП: устойчивость, эластичность дуги, ток короткого замыкания больше рабочего тока.