

3 Сборочные чертежи / Резьбовые соединения
.pdfМИНИСТЕРСТВО ОБРАЗОВАНИЯ РЕСПУБЛИКИ БЕЛАРУСЬ
Учреждение образования “Белорусский государственный университет
информатики и радиоэлектроники”
Кафедра инженерной графики
Резьбовые соединения
Методические указания к практической работе по курсу «Инженерная графика»
для студентов конструкторских специальностей дневной формы обучения БГУИР
Минск 2010
Авторы: Т. В. Матусевич, М. В. Мисько
Резьбовые соединения : методические указания к практической работе по курсу «Инженерная графика» для студентов конструкторских специальностей дневной формы обучения БГУИР /Сост. Т. В.
Матусевич, М. В. Мисько. - Мн.: БГУИР, 2010. - 32 с., ил. 25.
Методические указания предназначены для изучения темы «Резьбовые соединения», содержат сведения и рекомендации по оформлению чертежей в соответствии с ГОСТами, варианты заданий и пояснения по их выполнению. Приведен образец выполнения задания.
© Матусевич Т. В., Мисько М. В., составление 2010 © БГУИР, 2010
2
Содержание
1.ЦЕЛЬ ГРАФИЧЕСКОЙ РАБОТЫ……………………………………………………..…………...4
2.СОДЕРЖАНИЕ ГОАФИЧЕСКОЙ РАБОТЫ……………………………………………………...4
3.ОБЩИЕ СВЕДЕНИЯ О РЕЗЬБАХ, РЕЗЬБОВЫХ ИЗДЕЛИЯХ И СОЕДИНЕНИЯХ…………..4
3.1.Виды соединений………………………………………………………………………............4
3.2.Резьбовые соединения………………………………………………………………………....5
3.3.Резьбонарезание………………………………………………………………………………..5
3.4.Изображение и обозначение резьб на чертежах……………………………………………11
3.5.Изображение резьбовых соединений на чертежах…………………………………………17
3.5.1.Болтовое соединение…………………………………………………………………18
3.5.2.Винтовые соединения………………………………………………………………...20
3.5.3.Соединение шпилькой………………………………………………………………..23
4.ПОРЯДОК ВЫПОЛНЕНИЯ РАСЧЕТНО-ГРАФИЧЕСКОЙ РАБОТЫ………………………...27
ЛИТЕРАТУРА…………………………………………………………………………………………28
ПРИЛОЖЕНИЕ 1……………………………………………………………………………………...29 ПРИЛОЖЕНИЕ 2……………………………………………………………………………………...30 ПРИЛОЖЕНИЕ 3……………………………………………………………………………………...31
3
1.ЦЕЛЬ ГРАФИЧЕСКОЙ РАБОТЫ
1.Изучить основные положения стандартов, относящихся к конструкциям и изображениям на чертежах изделий с болтовыми и винтовыми соединениями,
исоединениями шпилькой.
2.Освоить методику и технику выполнения изображений на чертежах резьбовых соединений.
3.Приобрести теоретические знания, практические умения и навыки, необходимые для чтения сборочных чертежей.
4.Усвоить термины и определения понятий, относящихся к конструкциям и правилам изображения на чертежах резьбовых соединений.
2. СОДЕРЖАНИЕ ГРАФИЧЕСКОЕ РАБОТЫ
Графическая работа выполнена на двух листах чертежной бумаги в каран-
даше.
В работе необходимо по индивидуальному заданию, образец которого представлен в ПРИЛОЖЕНИИ 1, выполнить:
1.чертеж сборочной единицы на листе формата А3, содержащий соединения болтом, винтом и шпилькой и оформить его как сборочный чертеж (ПРИЛОЖЕНИЕ 2);
2.спецификацию данной сборочной единицы на листе формата А4
(ПРИЛОЖЕНИЕ 3).
3. ОБЩИЕ СВЕДЕНИЯ О РЕЗЬБАХ, РЕЗЬБОВЫХ ИЗДЕЛИЯХ И СОЕДИНЕНИЯХ
3.1. Виды соединений
Соединение деталей машин, механизмов и строительных конструкций де-
лятся на разъемные и неразъемные соединения.
Неразъемные соединения нельзя разобрать без частичного или полного разрушения скрепляемого элемента. К таким соединениям относятся сварные, паянные, клеевые, заклепочные и другие.
К группе разъемных относятся такие соединения, которые можно неоднократно разбирать и вновь собирать без разрушения или существенных повреждений соединительных элементов. Это резьбовые (болтовые, шпилечные и т. п.), шпоночные, шлицевые и другие соединения. В машиностроении наибольшее применение находят резьбовые соединения.
4
3.2. Резьбовые соединения
Резьбовые соединения — это соединения деталей с помощью резьбы, обеспечивающие их относительную неподвижность.
Резьбовые соединения разделяют на неподвижные и подвижные. Подвижные резьбовые соединения применяются для преобразования враща-
тельного движения в поступательное (винтовые домкраты, тиски, станки и т.п.). К неподвижным соединениям относят соединения с использованием крепежных деталей (болтов, винтов, шпилек, гаек, шайб и других крепежных дета-
лей).
В них соединение деталей происходит путем завинчивания одной детали внутрь другой с помощью резьбовой (винтовой) поверхности. При этом завинчиваемая деталь совершает вращательное движение вокруг своей оси и одновременно поступательное движение вдоль нее.
Широкое распространение получили резьбовые разъёмные соединения деталей, осуществляемые при помощи резьб различных профилей (треугольного, трапецеидального, прямоугольного и полукруглого).
3.3. Резьбонарезание
Широко распространённым способом изготовления резьбовых деталей в технологических процессах является резьбонарезание. С помощью резьбовых резцов и гребенок на токарно-винторезных станках выполняется нарезание резьбы как наружной, так и внутренней (для внутренней резьбы, начиная с d = 12 мм и выше). Этот способ характеризуется относительно невысокой производительностью, поэтому в настоящее время он применяется в основном в мелкосерийном и индивидуальном производстве, а также при создании точных винтов, калибров, ходовых винтов и т.д. Достоинство его – простота режущего инструмента и сравнительно высокая точность получаемой резьбы.
Процесс нарезания резьбы резцом осуществляется за несколько проходов, число которых зависит от шага и высоты профиля резьбы и ряда других факторов.
При нарезании ходовых резьб, особенно с крупным профилем, зачастую используют два резца для получения резьбы нормального профиля.
Процесс нарезания резьбы многозубой гребенкой в сравнении с нарезанием резцом является более производительным. Гребенка, рабочая часть которой состоит из 5-8 зубьев, имеет по порядку различную высоту зубьев, последние из которых являются калибрующими и имеют полный профиль.
Работа по нарезанию распределяется между несколькими зубьями гребенки, благодаря чему сокращается число проходов и уменьшается время на обработку
(рис. 1).
5
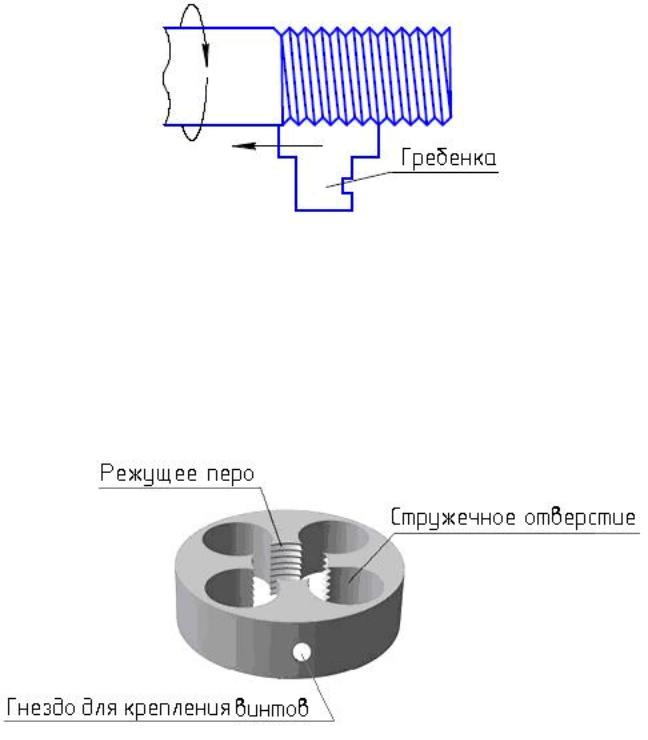
Рис. 1. Нарезание резьбы гребенкой
Нарезание крепежной резьбы в условиях серийного и массового производства производиться на токарных, револьверных и специальных станках при помощи плашек, резьбонарезных головок и метчиков.
Наиболее употребительные резьбонарезные инструменты:
• плашки – для нарезания резьбы на стержнях (болт, винт, шпилька и др.), т.е. наружной резьбы (рис. 2). По своим конструктивным особенностям плашки делятся на круглые (лерки) и раздвижные (клупповые).
Рис.2. Плашка круглая (лерка)
• метчики – для нарезания внутренней резьбы в гайках, в отверстиях с резьбой (рис. 3).
6
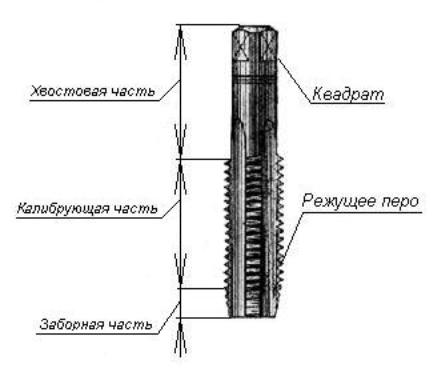
Рис. 3. Метчик
Метчик представляет собой стальной стержень с нарезанной на нем резьбой и разделенный продольными прямыми или винтовыми канавками, образующими режущие кромки. Эти же канавки служат для выхода стружки. По способу применения метчики разделяются на ручные и машинные. Нарезают резьбу комплектом из двух или трех метчиков (малого, среднего и нормального чистового) в зависимости от ее размера. Для метрической с крупным шагом и дюймовой резьбы комплект состоит из трех метчиков, для метрической с мелким шагом и трубной резьбы – из двух.
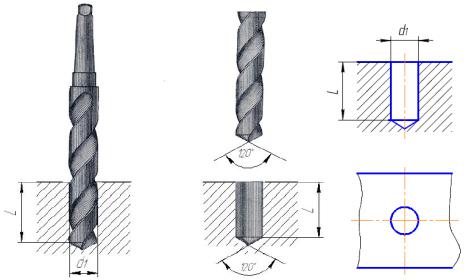
В виду устройства резьбонарезного инструмента (например: плашки; метчика) или при отводе резца (рис. 4), при переходе от участка поверхности с резьбой полного профиля (участка l) к гладкой поверхности образуется участок длиной (l1) с постепенно уменьшающимся по высоте профилем.
7

Рис. 4. Наружная резьба
Этот участок (l1) с неполноценной резьбой называется сбегом резьбы. Подобный сбег образуется и на конце глухого отверстия с резьбой, при применении метчика, у которого заборная часть имеет форму конуса (рис. 3, 6). Если резьбу выполняют до некоторой поверхности, не позволяющей доводить инструмент до упора к ней, то образуется недовод резьбы. Сбег и недовод образуют недорез резьбы (рис. 4).
Если требуется изготовить резьбу на стержне полного профиля, то для вывода резьбонарезного инструмента делают проточку шириной b, диаметр d2, которой меньше внутреннего диаметра d1 резьбы (рис. 5).
Рис. 5. Нарезание полного профиля резьбы на стержне
8
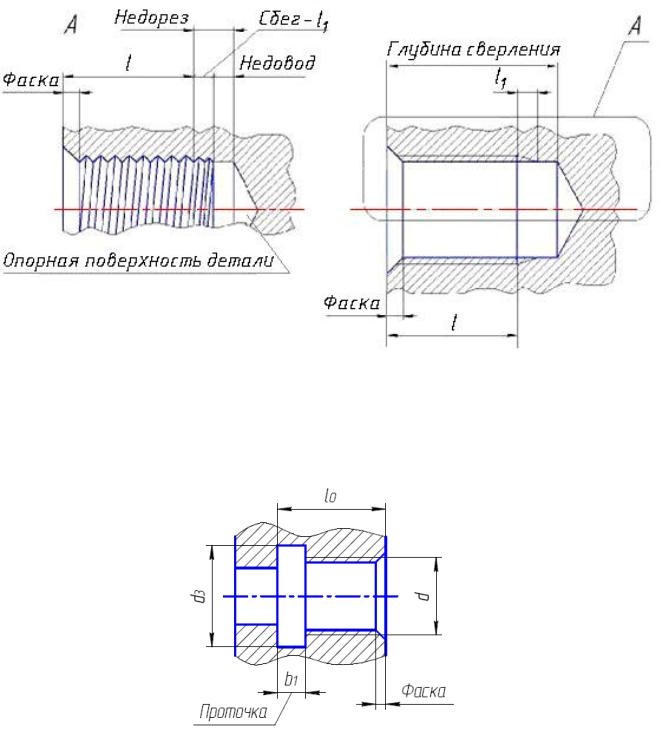
Рис. 6. Резьба в глухом отверстии
Для изготовления резьбы полного профиля в отверстии делают проточку шириной b1, диаметр d3, которой больше номинального диаметра резьбы d (рис. 7).
Рис. 7. Резьба полного профиля в отверстии
Обычно до нарезания резьбы на конце стержня и в отверстии делают фаску предохраняющую крайние витки от повреждений и являющуюся направляющей в резьбовом соединении (рис. 5 – 7). Размер l0 показывает положение проточки от торца детали (рис. 7).
9
Размеры фасок, сбегов, недорезов и проточек стандартизованы (ГОСТ 10549-80*, ГОСТ 27148 - 86 Изделия крепёжные. Выход резьбы, сбеги, недорезы и проточки. Размеры).
Последовательность изготовления глухого отверстия в детали сверлом и его условное изображение на чертежах показано на рис. 8. В начале сверлом высверливают гнездо, глубина которого зависит от пластичности материала, куда в дальнейшем будет ввернута деталь (шпилька, винт…).
Рис. 8. Нарезание глухого отверстия сверлом
Диаметр сверла, должен быть, выбран из таблицы стандартов в зависимости от нарезаемой в дальнейшем резьбы. Диаметр отверстия d1 равен диаметру сверла, которым это отверстие высверливается, l – глубина сверления отверстия.
Способ изготовления глухого резьбового отверстия метчиком и его условное изображение показано на рис. 9. Следует знать, что под завернутой шпилькой или винтом остается незаполненная часть гнезда. Эта нижняя часть гнезда имеет запас полной резьбы, резьбу неполного профиля – сбег из-за нижней заборной части метчика и не нарезанную часть. Фаска в гладком отверстии выполняется до нарезания резьбы метчиком. Номинальный диаметр резьбы d равен диаметру метчика, l – полная глубина отверстия, l0 – длина полного профиля резьбы.
10