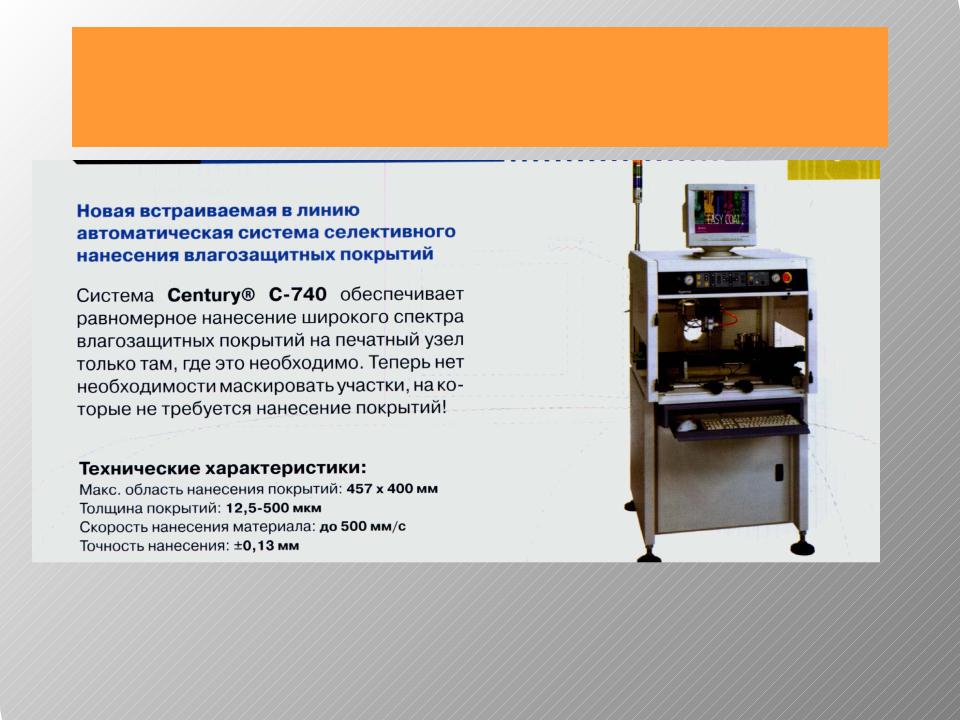
ВАКУУМНАЯ
ПРОПИТКА
Вакуумная пропитка применяется для пропиточных составов с высокой вязкостью. Выдерживая изделия в вакууме, удаляют воздух из пор и капилляров и, после этого погружают в пропиточный состав на время не более 10 мин вследствие интенсивного испарения растворителя из пропиточного состава. Изделия 1 загружают в камеру 3, нагревают до 70—80 °С, открывают кран 2 и создают разрежение порядка 1 кПа. Пропитывающий состав в камере 4 также нагревают до 110 °С, затем открывают кран 6 и впускают в камеру 3, где и осуществляется пропитка. Затем открывают кран 5 и создают
вакуум в камере 4, куда возвращается пропитывающий состав. Кран 6 закрывают,
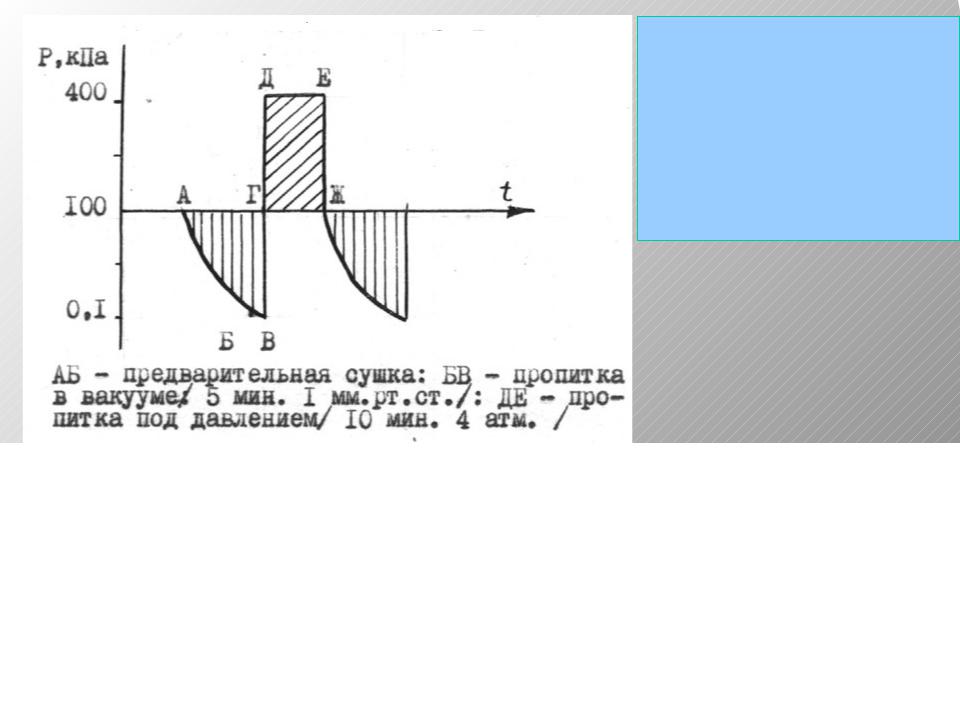
КОМБИНИРО- ВАННАЯ ПРОПИТКА
Комбинированная (циклическая) пропитка сочетает вакуумную пропитку с пропиткой под давлением. Вакуум удаляет из изделий влагу и пузырькы воздуха, а под действием избыточного давления пропиточный состав заполняет все поры и капилляры в изделиях.
Чередование циклов пропитки в вакууме и под давлением обеспечивает ее высокое качество. Участок АБ - предварительная сушка, точка Б — начало пропитки в вакууме. Длительность вакуумной пропитки не более 5—10 мин ввиду интенсивного удаления паров растворителей и повышения вязкости лака. Точка В - окончание пропитки в вакууме, давление в камере повышается до атмосферного (точка Г ), а затем подачей сжатого газа из баллона поднимается до 4 МПа (точка Д). Избыточное давление
выдерживается в камере 10 мин (участок ДЕ), после чего доводится до атмосферного
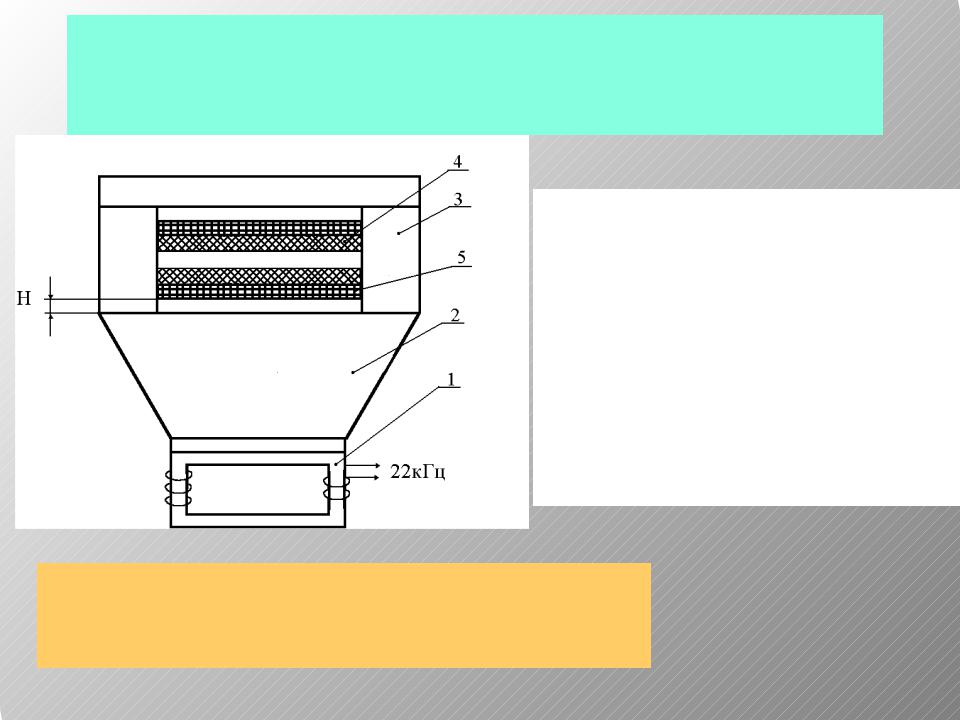
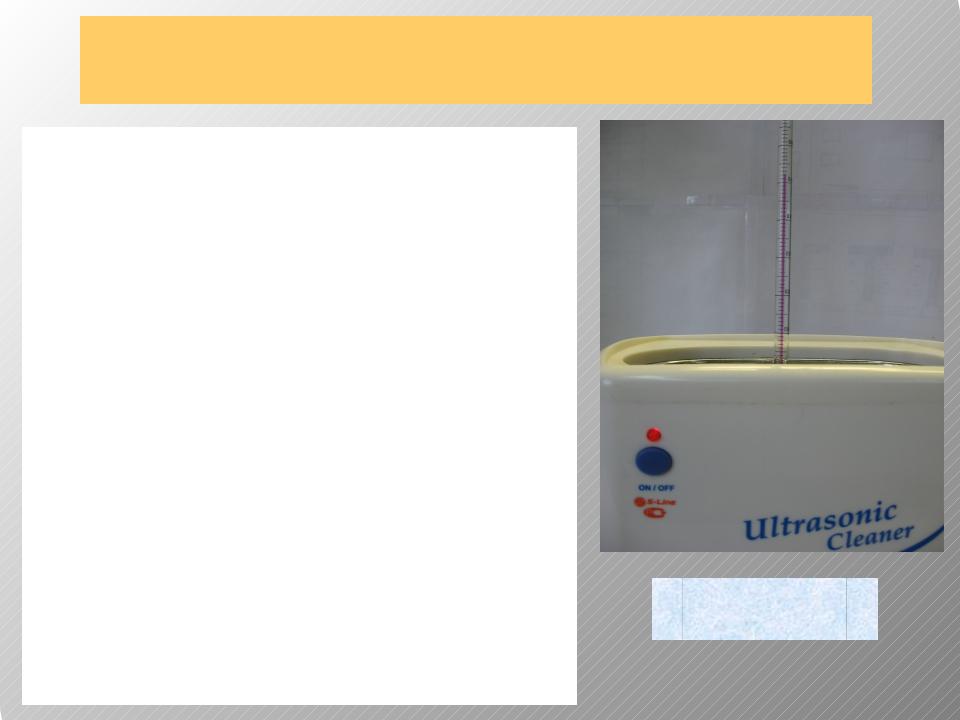
УЛЬТРАЗВУКОВАЯ ПРОПИТКА
Магнитострикционный преобразовател (МСП) 1 прикреплен к дну ванны 2 выполненной в виде пустотелого цилиндра и нержавеющей стали. Для охлаждения лака который под воздействием УЗ-колебаний нагревается, ванна окружена рубашкой охлаждения 3. Пропитываемые детали сетке 4 погружаются в лак до такого уровня чтобы они были полностью покрыты лаком Время пропитки от 5 до 15 мин в зависимости от габаритных размеров изделий и тип намоточного провода.
•1- преобразователь, 2- излучатель
•4- изделия, 3- лак,
•2- излучатель
Механизм УЗ пропитки
•Интенсификация пропитки достигается применением ультразвуковых колебаний. Влияние ультразвука при пропитке основано на действии переменных давлений, проявляющихся непосредственно при кавитации, а также за счет вторичных эффектов радиационного давления, "звукового ветра" и др. Ускорение процесса в 6 —10 раз происходит вследствие резкого увеличения капиллярного эффекта, т. е. увеличения скорости движения пропиточного состава по капиллярным каналам и увеличения глубины его проникновения.
•При пропитке пористых тел жидкость проникает в поры под действием сил поверхностного натяжения, или капиллярных сил. Высота h капиллярного подъема жидкости в капилляре диаметра D прямо пропорциональна коэффициенту поверхностного натяжения жидкости и смачивающей способности cos и обратно пропорциональна диаметру капилляра D и плотности жидкости :
h 4 cos
gD
Ультразвуковой капиллярный, эффект
•При УЗ воздействии жидкость поднимается по капиллярам в результате импульсов давления, возникающих при захлопывании кавитационных полостей, локализованных в сечении капилляра.
•Высота подъема жидкости зависит от мощности излучателя и от диаметра капилляра.
•При капиллярном ультразвуковом эффекте образуется кумулятивные струи жидкости, при этом потенциальная энергия захлопывающегося кавитационного пузырька преобразуется в
кинетическую энергию струи Eс, которая, попав в канал капилляра, вызывает увеличение высоты подъема жидкости:
•, |
Ec P0 |
Aтp |
|
•где —P0увеличение потенциальной энергии столба жидкости: ; Hm — максимальная высота подъема жидкости под действием ультразвука; Атр — работа против сил трения.
P0 gH m
Разновидности пропитки
•Капельная пропитка заключается во введении пропиточного состава одновременно с намоткой провода. Пропиточный состав поступает из капельницы, установленной на намоточном станке, и высушивается сфокусированным ИК- нагревом, что обеспечивает более полное проникновение состава в обмотку, исключает необходимость пропиточного оборудования, однако при этом падает скорость намотки.
•"Самопропитка" основана на применении в качестве межслойной изоляции поливинилбутиральной пленки ППС толщиной 0,15 мм, высушивается в сушильном шкафу при температуре (150 5) С в течение 3 ч. Обмотка склеивается в монолитную конструкцию, которая является неразборной. Преимущества процесса заключаются в снижении трудоемкости и нетоксичности материала пленки. "Самопропитка" применяется при изготовлении силовых трансформаторов для ПЭВМ.
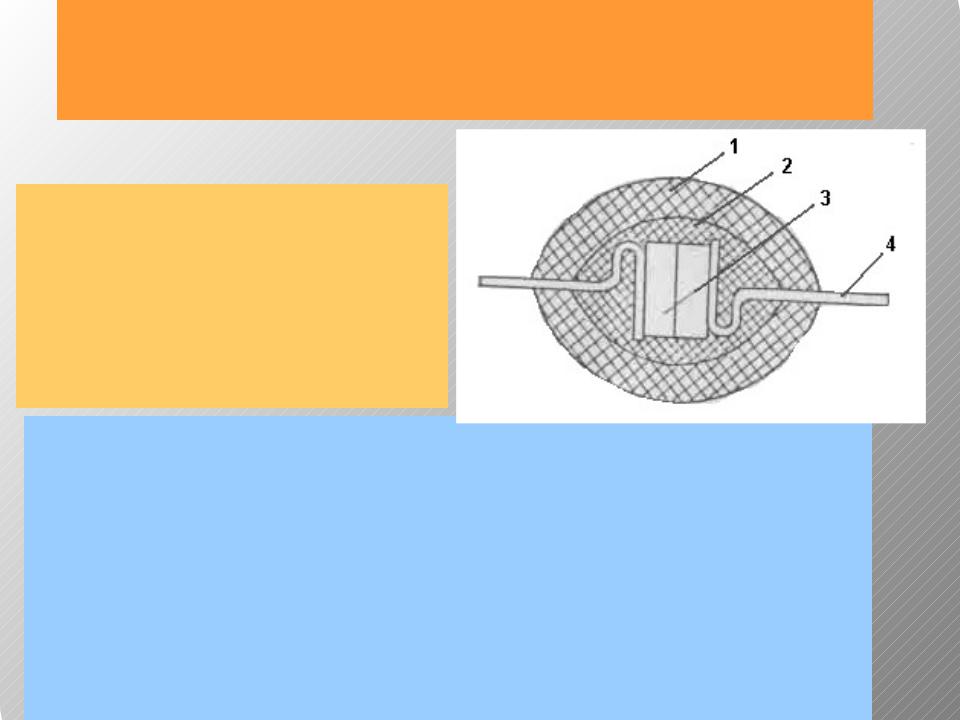
ОБВОЛАКИВАНИЕ
•Герметизация полупроводниковых приборов обволакиванием:
1, 2 - верхний и защитный слой пластмассы; 3 - кристалл; 4 - выводы.
СПОСОБЫ:
1) Окунанием в расплавленный материал на 1,5-2 с. Толщина слоя покрытия зависит от вязкости материала, разности температур обволакивающего состава и изделия. Чем выше разность температур, тем больше толщина слоя.
2)Пресс-обволакиванием расплавленным термопластичным материалом под давлением, что создает равномерный по толщине слой.
3) Опрессовкой
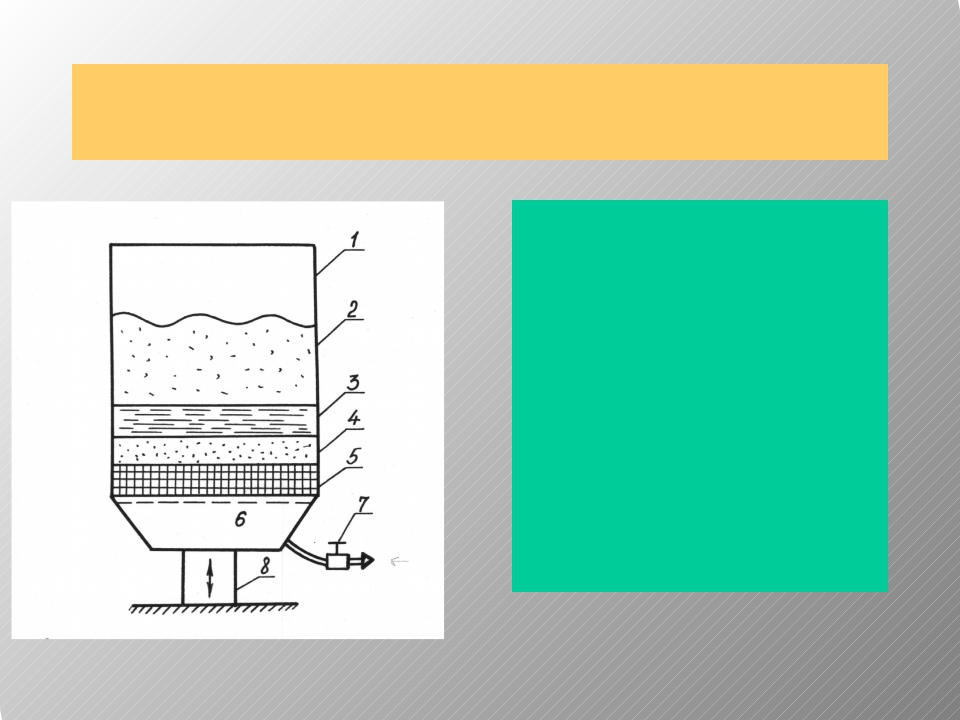
Нанесение покрытий в псевдоожиженном слое
• 1 – камера,
• |
2 – псевдоожиженный |
|
слой, |
• |
3- изоляционный лак, |
• |
4- тонкий фильтр, |
• |
5, 6- грубый фильтр, |
• |
7- подача сжатого воздуха |
• |
8 –вибратор, |

Покровная герметизация электронных модулей