

МОНТАЖ И ДЕМОНТАЖ ЭЛЕКТРОННЫХ КОМПОНЕНТОВ В МИКРОМОДУЛЯХ
Д.т.н., профессор Ланин В.Л. |
Кафедра Электронной |
|
техники и технологии |
Проблемы монтажа и демонтажа SMD
1.Операции монтажа являются достаточно трудоемкими и занимают до 50-70
% общей трудоемкости изделий. Высокая степень интеграции изделий усложняет систему контактных соединений, так как согласно правилу Рента число выводов изделия определяется как n=4,5 m0,4, где m - число вентилей в кристалле.
2. Особенностями процессов монтажа электронных модулей являются: широкая номенклатура электронных компонентов, интегральных микросхем, микросборок; различные виды соединений компонентов на печатных, двусторонних и многослойных платах, микроплатах; разнообразные по физической природе источники теплового излучения: нагретый инструмент, горячий газ, концентрированные потоки электромагнитной энергии.
3.Переход на бессвинцовистые припои ставит задачи по обеспечению хорошей смачиваемости поверхностей, оптимизации температурных профилей нагрева, контролю качества соединений. С повышением функциональной сложности компонентов растут проблемы их демонтажа с поверхности плат, в особенности многовыводных корпусов типа BGA и QFP.
Ручные методы демонтажа
компонентов
При демонтаже компонентов основными задачами являются:
-локальный нагрева вывода (выводов) компонента,
-удаление припоя из металлизированного отверстия или с контактной площадки платы .
Одним из способов удаления припоя является использование фитиля, представляющего собой шнур из скрученных тонких медных проволочек. При нагреве паяльника припой расплавляется и всасывается внутрь фитиля под действием капиллярного давления, которое тем больше, чем уже зазоры между проволочками фитиля.
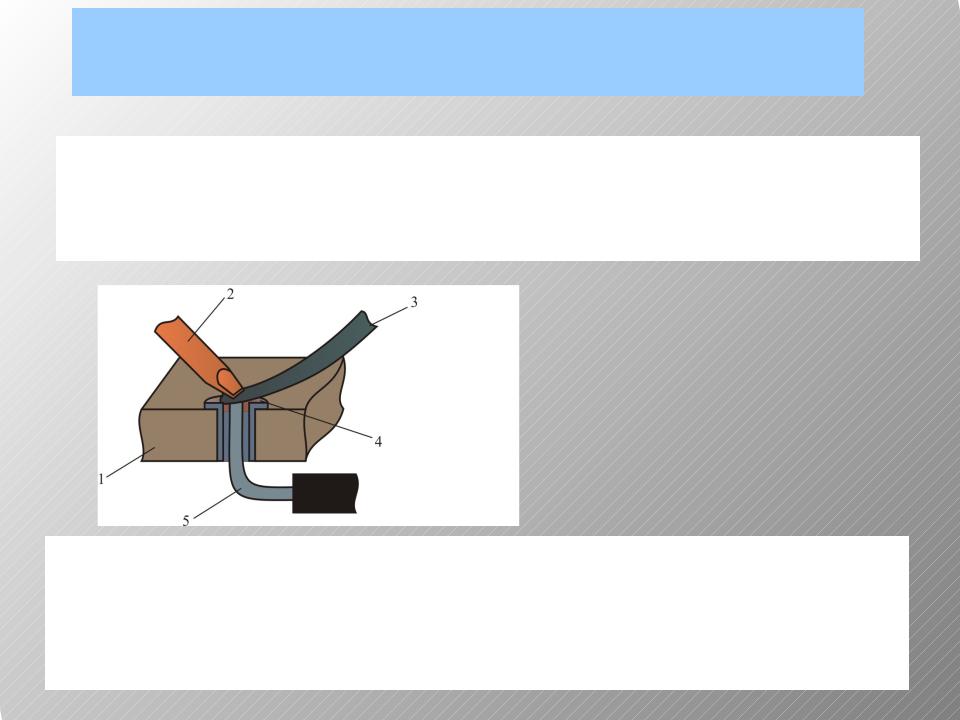
Удаление припоя вакуумным отсосом
При необходимости удаления большого количества припоя обычно используют паяльник с вакуумным отсосом. После оплавления припоя нажатием на педаль подается сжатый воздух к инжекционной насадке, что создаёт разряжение, обеспечивающее отсасывание припоя. Припой скапливается в камерах сборника паяльника, откуда затем выбирается. Время демонтажа одного соединений составляет 1–2 с.
метода
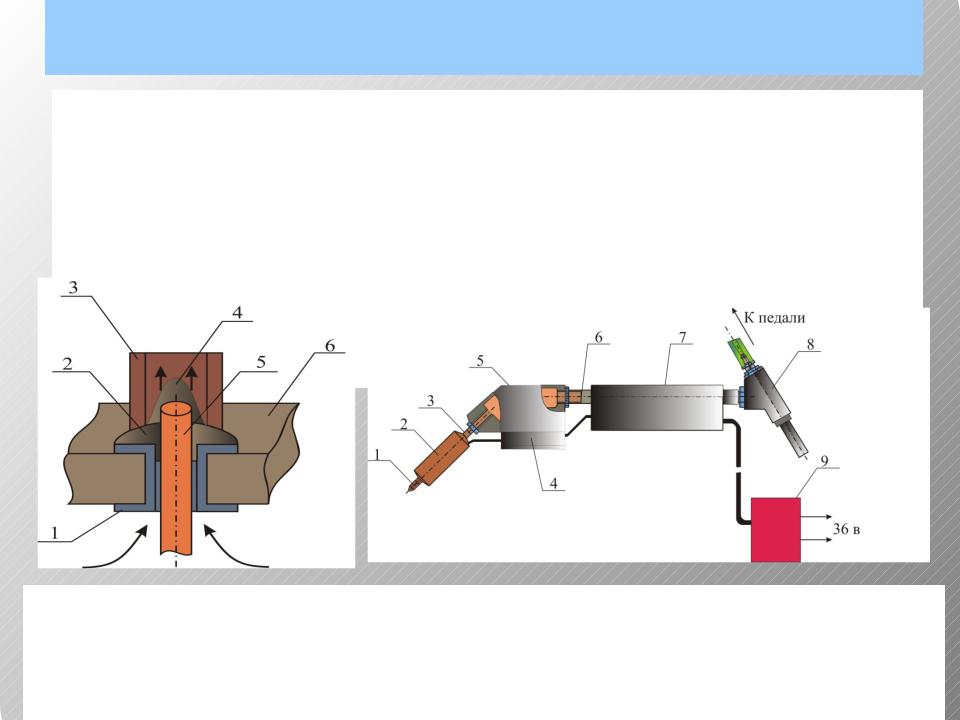
Рис.5. 1 – металлизированное отверстие, 2– припой, 3 – наконечник паяльника, 4 – отсос припоя, 5 – вывод элемента, 6– печатная плата
Рис. 6. Паяльник для демонтажа: 1 – сменный наконечник, 2 – нагреватель, 3 – полый стержень, 4 – присоединительная колодка, 5 – сборник припоя, 6– патрубок, 7– ручка, 8
– инжекционная насадка, 9 – регулятор напряжения
Применение термовоздущных станций
(термофенов)
Для монтажа компонентов в мелкосерийном и единичном производстве, а также для ремонта электронных модулей используют термовоздушные паяльные станции
ввиду их универсальности, |
большой разновидности |
насадок |
для |
|
монтажа/демонтажа различных видов корпусов, наличия вакуумного пинцета для |
||||
захвата электронных компонентов, небольших размеров. |
|
|
|
|
: |
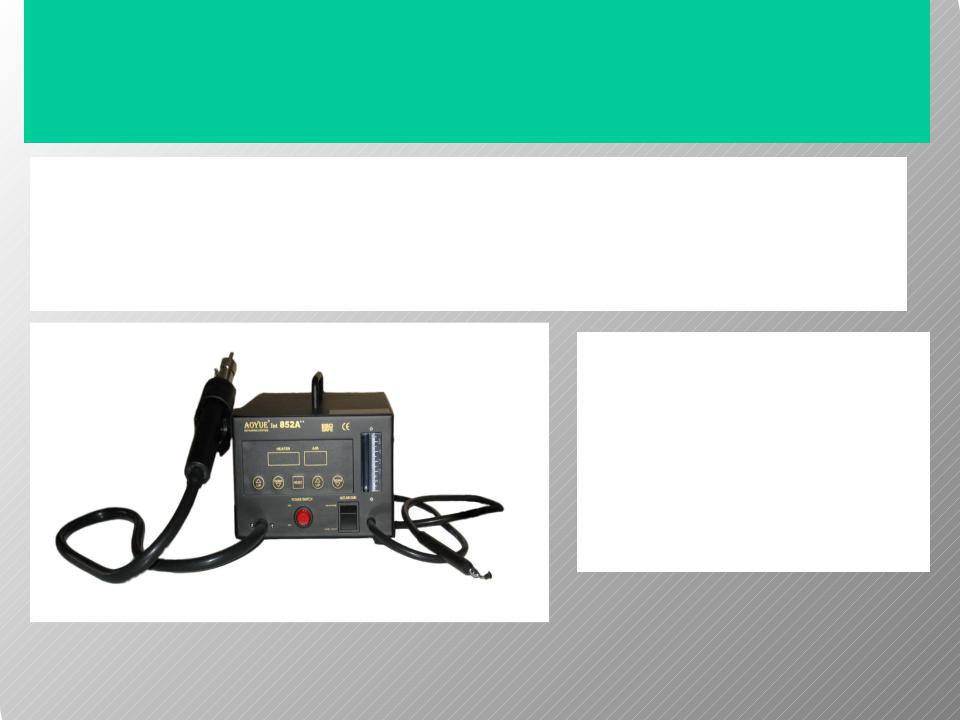
Портативная термовоздушная |
|||
|
||||
|
паяльная станция AOYUE 852A |
|||
|
оснащена различными видами |
|||
|
сменных |
насадок |
для |
|
|
термофена |
и |
вакуумного |
|
|
пинцета, |
имеет |
цифровой |
|
|
контроль |
температуры |
и |
|
|
скорости воздушного потока |
|||
Структурная схема термофена
Структурная схема включает : источник питания 8 осуществляет подачу электроэнергии на всю схему, центральная система управления 9 осуществляет контроль и регулирование потока воздуха и температуры. Компрессор 11 подаёт воздух под давлением в рабочий инструмент (термофен), который нагревается на выходе нагревательным элементом 3. В свою очередь температура нагревательного элемента контролируется при помощи цифровой системы 12, данные которой поступают в центральную систему управления, которая управляет источником питания нагревательного элемента 7. Датчик потока воздуха 4 осуществляет контроль подачи воздуха в рабочий инструмент (термофен) в реальном времени. Цифровой индикатор 10 выводит на контрольную панель параметры текущих настроек потока воздуха и температуры рабочего инструмента. Манометр 5 показывает уровень разряжения воздуха в вакуумном пинцете при поднятии компонента.
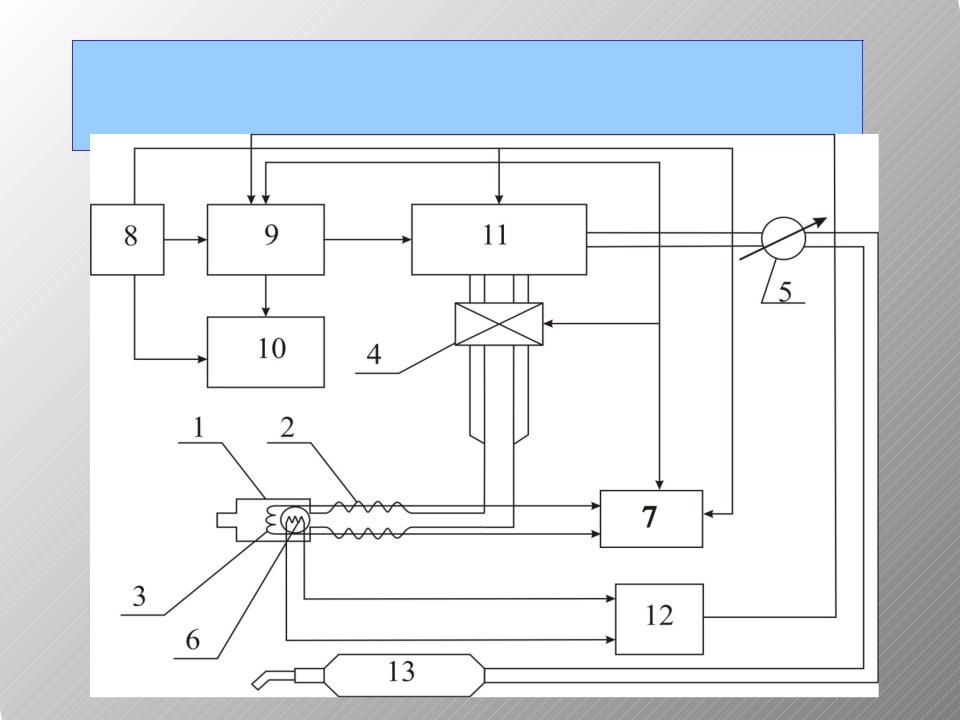
Схема термофена
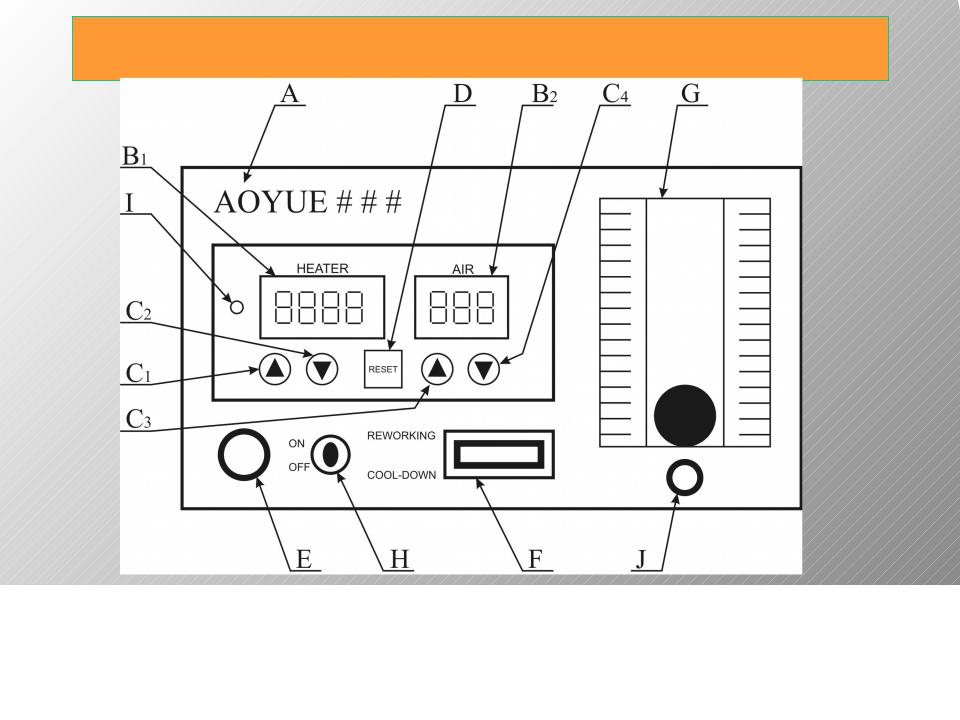
Контрольная панель термофена
=
A – наименование станции, В1 – цифровой индикатор температуры, В2 – цифровой индикатор потока воздуха, С1, С2 – кнопки управления температурой, С3,С4 – кнопки управления потоком воздуха, D –
сброс параметров, E – разъём для подключения термофена, F – переключатель режима работы (охлаждение – демонтаж), G – манометр, H – кнопка включения / выключения станции, I – индикатор
соответствия температуры указанной на цифровом индикаторе фактической, J – разъём для
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ТЕРМОВОЗДУШНОЙ ПАЯЛЬНОЙ СТАНЦИИ AOYUE 852A
Рабочее напряжение, В …………………………………………………110 – 220 Частота питания сети, Гц …………………………………………………50 – 60 Точность контроля температуры, С…………………………………….............1 Диапазон регулировки температуры, С……..………………………….100 – 480 Производительность мембранного компрессора, л/мин …………………......23 Потребляемая мощность, Вт ………..………………………………………..500 Габаритные размеры, мм …………………………………………………..188х127 Масса, кг ………………………………………………………………………..3,8
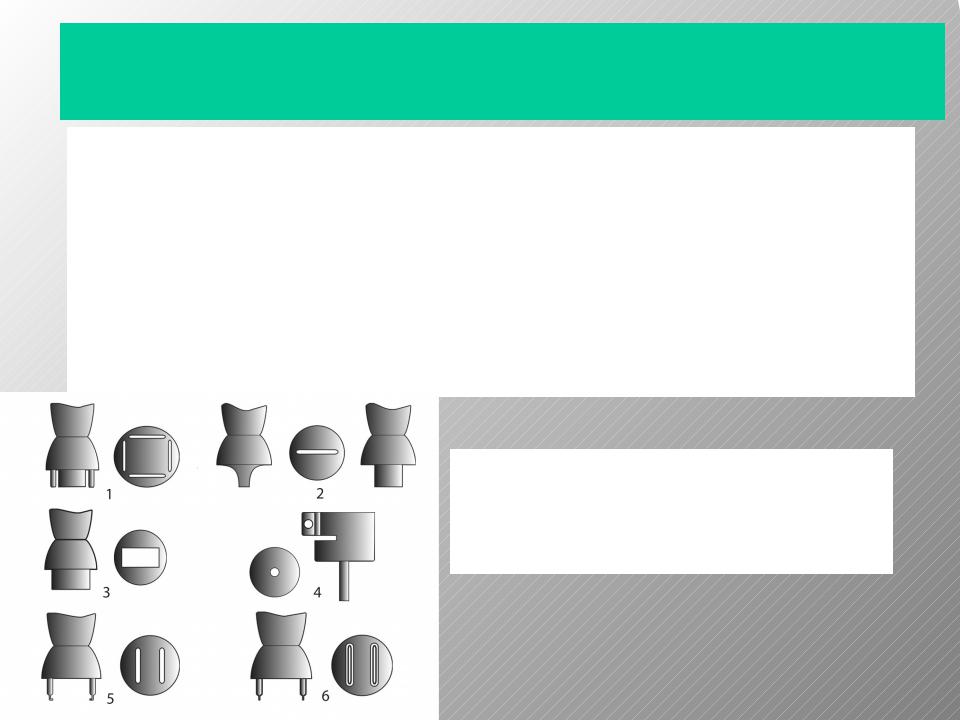
Насадки термофена для различных видов корпусов: 1 - QFP, 2 - DIP, 3 - BGA, 4 - одиночная простая, 5 - SO с j- выводами, 6- SO
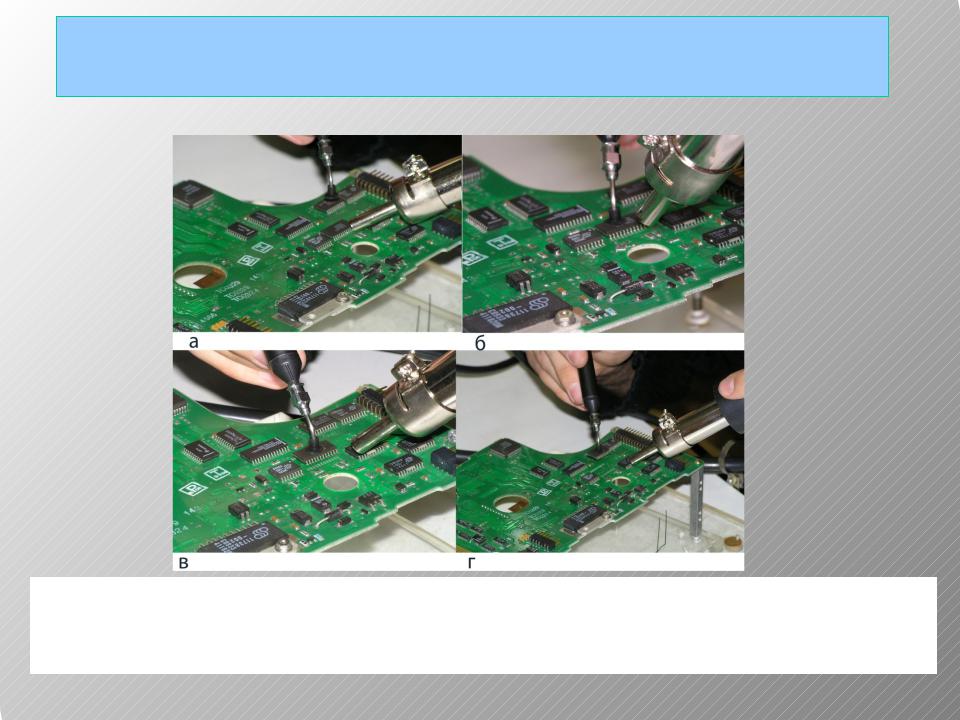
Процесс демонтажа интегральной микросхемы
а - разогрев контактных площадок до расплавления припоя, б - установка на корпус микросхемы присоски вакуумного пинцета, в, г - демонтаж микросхемы с поверхности печатной платы