

Методы испытаний на влагоустойчивость
Метод испытаний под давлением пара (pressure cooker test – PCT)
Испытание в автоклаве проводится в атмосфере перегретого пара при температуре +121˚С, давлении 0,2 МПа и относительной влажности 100% в течение 240 час
При приложении к ИМС электрической нагрузки (HAST - highly accelerated stress test) реализуются испытания с большим ускорением. Они проводятся при более высоких температурах вплоть до 155°С в условиях ненасыщенного пара (80—85% относительной влажности). При этом коэффициенты ускорения для ИМС в пластмассовых корпусах достигает 700—3500.

Дефекты при проникновении влаги
Обрыв общего вывода, присоединенного к кристаллодержателю, в результате проникновения влаги и развития коррозионных процессов
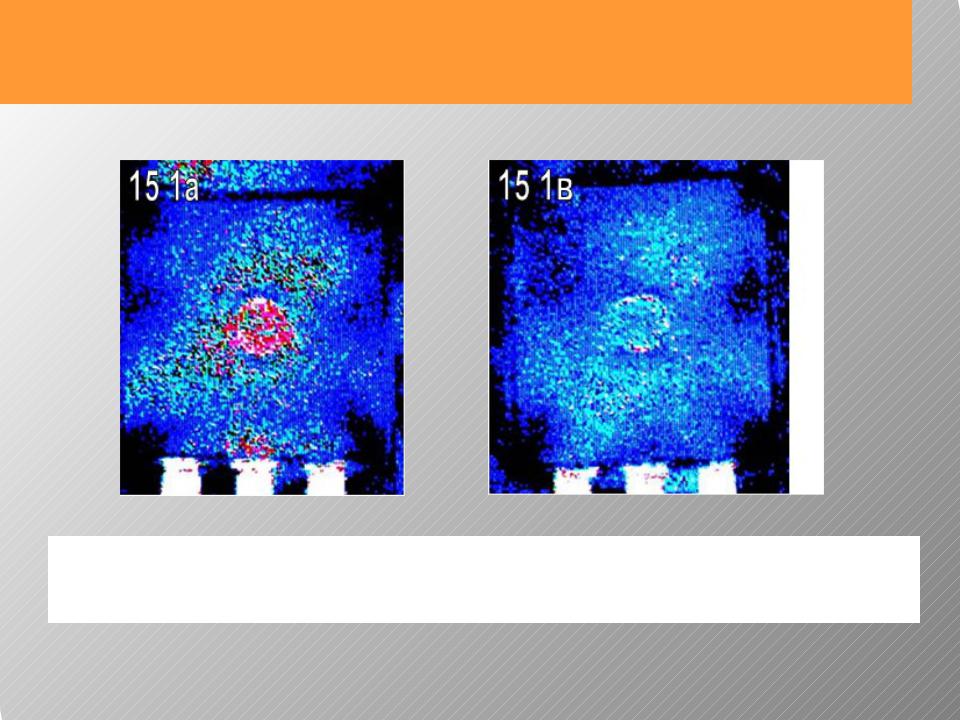
Оценка качества корпусирования
Лазерное фотоакустическое диагностирование качества корпусирования: время герметизации (а)– 3 мин, (б) – 5 мин

ФАКТОРЫ ГЕРМЕТИЧНОСТИ КОРПУСОВ ПОЛУПРОВОДНИКОВЫХ ПРИБОРОВ И ИМС
|
|
|
|
|
|
|
|
|
|
Герметизация корпусов |
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Вакуум-плотная |
|
|
|
|
|
|
|
|
|
Негерметичная |
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
Металло- |
|
|
Металло- |
|
|
Керамические |
|
|
|
Стеклянные |
|
Пластмассовые |
|
||||||||
|
стеклянные |
|
керамические |
|
|
|
корпуса |
|
|
|
корпуса |
|
корпуса |
|
||||||||
|
корпуса |
|
|
корпуса |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Сварка |
|
|
Пайка |
|
|
Склеивание |
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Холод |
|
Электр |
|
Микро- |
Аргонно |
|
Лаз |
|
Электрон |
|
Конвектив |
|
Струей |
ная |
|
о- |
|
плазменн |
-дуговая |
|
ерн |
|
но- |
|
ная |
|
горячего газа |
|
|
контакт |
|
ая |
|
|
ая |
|
лучевая |
|
в печах |
|
|
|
|
ная |
|
|
|
|
|
|
|
|
в |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
•Для защиты кристаллов полупроводниковых приборов и ИМС, кристаллов и подложек
гибридных микросхем от воздействий внешней среды, стабилизации параметров, повышения срока службы и надёжности осуществляют герметизацию в металлических, металлостеклянных, керамических, металлокерамических и пластмассовых корпусах.

Требования к герметизации корпусов
При выборе способа герметизации решаются две задачи, а именно: обеспечивается защита от дестабилизирующего воздействия климатических факторов атмосферы и одновременно исключается дестабилизирующее влияние герметизирующего материала на изделие.
Окружающая среда может быть газообразной (полые корпуса), жидкой (корпуса, заполненные теплоотводящей жидкостью) или в виде твердого покрытия (монолитные герметизирующие конструкции). В ряде случаев под окружающей средой следует понимать сочетание различных материалов и сред. Например, в полых корпусах могут находиться бескорпусные навесные компоненты с герметизирующим покрытием на основе органических полимерных материалов.
В монолитных пластмассовых корпусах с подслоем окружающая среда представляет

Конструкции металлокерамических и
металлостеклянных корпусов
Металлокерамические корпуса применяются в блоках радиоэлектронной аппаратуры специального назначения. Основные области применения мощных транзисторов в металлостеклянном корпусе – источники электропитания, блоки кадровой и строчной разверток, регуляторы, схемы управления электродвигателями. Транзисторы должны быть устойчивы к климатическим воздействиям при изменении температуры внешней среды от -60 до +125˚С.
•При коммутации токов 30–50 А транзисторы изготавливают в металлостеклянном
корпусе КТ-9 или в металлокерамическом корпусе КТ-97В. Для достижения Рк max=100- 150 Вт кристаллы монтируют на термокомпенсатор, расположенном на медном теплорастекателе, обладающем высокой теплопроводностью и устойчивостью к механическим воздействиям. Материалом изолятора являются вакуумно-плотная керамика ВК-94-1 или стеклобусы С-45, С-76, С-95.
•Внешние вывода корпусов изготавливают из материала МК (медь–ковар). Электрические соединения выполняются проволокой алюминиевой АОЦПоМ диаметром 250-300 мкм. В выходной цепи необходимо формировать не менее чем по две проволочных
перемычек, в связи, с чем поверхность траверс должна иметь расширенную площадь, что достигается путем формирования осаженной части в виде шляпки гвоздя для КТ-9 или чеканкой для КТ-97В. Присоединение кристалла к корпусу выполняется пайкой на легкоплавкий припой для корпуса с никелевым покрытием или контактно-реактивной
пайкой с образованием эвтектики Au-Si.

Конструкции металлокерамических и металлостеклянных корпусов
•Металлокерамический (а) и металлостеклянный (б) корпуса: 1 – основание, 2 – крышка, 3 – выводы, 4 – подложка, 5 – кристалл с герметизирующим покрытием
•Металлокерамические корпуса состоят из керамического основания с выводами и металлической крышки . Металлостеклянные корпуса более технологичны и состоят из стеклянного основания и металлической крышки. В процессе формовки основание армируют выводами и металлической рамкой, а затем спекают, в результате чего образуется металлостеклянный спай.
•Для соединения выводов с рамкой керамического корпуса керамику металлизируют с помощью молибдено–марганцевых паст или металлической фольги толщиной 30–50 мкм. Металлизацию выполняют распылением через свободную маску, трафаретной печатью либо вырубкой из фольги с последующей приклейкой. На металлизацию электролитически наносят слой никеля или меди толщиной 3-5 мкм и затем производят

Требования к материалам корпуса
•Во избежание термических напряжений и растрескивания корпуса изготовляют из материалов, имеющих близкие по значению температурные коэффициенты линейного расширения (ТКЛР). Стекло, кроме того, в процессе сборки и герметизации приборов не должно размягчаться при нагревании. Рекомендуемыми парами материалов являются железо-никель-кобальтовый сплав 29НК (ковар) – стекло С48-2 или С49-2 (температуры размягчения 570˚С и 585˚С), железо-никель-медный сплав 47НД - стекло С89-8 или С90-1 (температуры размягчения 530˚С и 550˚С); керамика 22ХС или "Поликор" – стекло С72-4 (температура размягчения 560˚С).
•Для согласования ТКЛР металла со стеклом или керамикой применяют буферные
материалы с промежуточным значением ТКЛР. В роли буфера используют припайные стекла, имеющие сравнительно невысокую температуру размягчения (~500˚ С). При нагреве припайное стекло размягчается и смачивает соединяемые поверхности подобно тому, как припой смачивает соединяемые металлические детали. ТКЛР припайного стекла находится в пределах (4 – 12)·10-6 ˚С-1.

Технологические воздействия на корпуса
•Корпуса должны выдерживать следующие технологические воздействия без потери герметичности:
•– посадку кристаллов на эвтектику Au-Si при температуре 450 0С в течение 2 мин;
•–– разварку проволочных межсоединений, при этом механическая прочность соединений должна быть не хуже 0,5Н для проволоки диаметром 150-300 мкм;
•– герметизацию методом шовно-роликовой сварки с показателем герметичности корпусов по скорости утечки гелия не более 5 10–5 Па м3 /с;
•– вывода корпуса, включая их спаи с керамикой, должны выдерживать воздействие растягивающей силы, направленной вдоль оси вывода, для вывода диаметром 1,0 мм – 20 Н, а для диаметра 1,5 мм – 40 Н.

Металлокерамические и металлостеклянные изоляторы
•Металлокерамический (а): 1-керамический изолятор, 2-припой, 3-траверса, 4-вывод, 5- медный сердечник и металлостеклянный (б) гермовыводы: 1-стеклянный изолятор, 2- вывод, 3-медный сердечник
•Вакуумная плотность керамического и стеклянного изоляторов является важнейшим условием получения герметичного металлокерамического или металлостеклянного гермовывода корпуса . Для получения паяного металлокерамического узла необходимо предварительно осаждать специальную металлизацию, состоящую из молибденового слоя с последующим нанесением слоя никеля для улучшения условий растекания припоя.