

Книги для Шишкиной К / ++Клосси-Херши-Тедеско-Послепечат и отделоч процессы-1
.pdf27. Переплет в жесткой обложке
С точки зрения элегантности и долговеч ности ничто не заменит переплета в же сткой обложке. Этот испытанный, солид ный стиль переплета не только позволяет создать действительно уникальные изде лия, но также может быть достаточно экономичным, чтобы вписаться в скудный бюджет.
Поскольку при выполнении жесткого пере плета надо пройти много шагов, внимание к де талям очень важно. Тщательно предварительно распланируйте свою работу, чтобы выполнить ее вовремя, со стабильным качеством, по ра зумным ценам.
Основы спуска полос для переплета в жесткой обложке
В то время как некоторые переплетные мастер ские могут соблюдать различные припуски на подрезку, наиболее предпочтительными счита ются припуск в 1/8 дюйма (3,2 мм) для подрез ки верхнего края, припуск в 0,25 дюйма (6,4 мм) для подрезки нижнего края и припуск в 0,25 дюйма (6,4 мм) для подрезки переднего края книги в случае короткой стороны. Когда выпол няется печать «в край» на, по крайней мере, од ной из этих четырех сторон, припуск на подрез ку верхнего края увеличивают на 0,25 дюйма. Однако когда припуски на подрезку верхнего и нижнего краев вместе превышают 3/4 дюйма
Что вы изучите
●Рекомендации для спуска полос/про изводства
●Варианты переплета в жесткой крышке
●Ускорение выполнения работ
(19 мм), производительность начинает сни жаться. Если они в сумме составляют 1 дюйм (25,4 мм), проект, вероятно, даже придется под резать заранее. Также припуск на обрезку пе реднего края не должен превысить 3/4 дюйма.
Сшитые книжные блоки требуют специаль ной компоновки, чтобы гарантировать макси мум эффективности шитья. По этой причине было бы мудро следовать нижеприводимым трем правилам:
1.Никогда не делайте перфорацию на кореш ковом сгибе тетради.
2.При поставке сфальцованных тетрадей пер форация верхнего края должна быть закры той. Если штрихи перфорации слишком большие, отдельные страницы тетради лег ко отделяются и могут стать причиной зна чительного снижения эффективности ши тья. В худшем случае может потребоваться дорогое шитье на ручной подаче.
3.Все тетради должны иметь одну и ту же дли ну (расстояние между верхним и нижним краями) и одну и ту же ширину (расстояние между корешком и передним обрезом). От клонения в размерах увеличат время подачи и затраты.

132Переплетно,брошюровочные и отделочные процессы...
Втех случаях, когда книга изготовлена из книжно журнальной бумаги без покрытия; толщина книжного блока составляет менее, чем 2 дюйма (50,8 мм), окончательный обрез ной формат равен 8,5 x 11 дюймов (215,9 x 279,4 мм) или менее, а вес – меньше чем 2 фунта (0,9 кг), следует предусмотреть укреп ление элементов, приклеенных к первым и по следним страницам книжного блока. Иными словами, последние страницы должны быть окантованы. При расчете отходов производст ва на книги с приклеенными последними стра ницами заложите 100 листов на приладку каж дой тетради плюс 2% тиража. Для проектов с
Вклеенные и укрепленные последние страницы |
окантованными последними страницами уве |
тетради. |
личьте эти цифры до 150 листов плюс 2,5% |
|
тиража. Также добавьте по 2% для первой и |
Предусмотрите постоянство шлейфов тет |
последней тетрадей книги. |
радей. Хотя длинные шлейфы предпочтитель |
Когда книга имеет принципиальные перехо |
ны, более короткие – лучше, поскольку они |
ды сюжета на развороте, пробуйте сделать |
стабильны. Путаница в направлении шлей |
спуск полос тетради с переходами как для 8 |
фов – дорогая, но легко предотвращаемая |
или 16 страничной тетради, чтобы предотвра |
ошибка. Для тонких тетрадей (например, с 16 |
тить проблему смещения страниц вперед. Поз |
страницами или меньше на 70 фунтовой книж |
вольте переплетной мастерской, которая вы |
но журнальной бумаге или более тонкой) реко |
полняет для вас жесткий переплет, выполнить |
мендованный размер шлейфа составляет почти |
и фальцовку, особенно в изделиях с перехода |
0,25 дюйма (6,4 мм). При фальцовке более тол |
ми, потому что контроль и ответственность за |
стых тетрадей разбухание корешка может |
работу будут возложены на одну компанию. |
уменьшить шлейф на 1/4 дюйма (0,6 см), ниве |
Направление волокон очень важно в случае |
лируя пользу от него. В этих случаях предпо |
жесткого переплета блока, скрепленного клее |
чтителен шлейф 3/8 дюйма (9,5 мм). |
вым бесшвейным способом. Если работа вы |
Большинство книг в твердом переплете из |
полняется поперек волокна (меняющего на |
готавливаются из тетрадей с разным количест |
правление при фальцовке корешкового сгиба), |
вом страниц. Обратите пристальное внимание |
книга не будет лежать плоско. Точно так же при |
на параметры тетради, потому что от этого зави |
наложении запечатанных обложек на картон |
сят прочность изделия и эффективность произ |
ные сторонки волокна должны иметь такое же |
водства. Во первых, тонкие тетради никогда не |
направление, как корешок, или же картон мо |
должны помещаться в начале или в конце любо |
жет покоробиться. Также и в крайних листах |
го книжного блока. В то время как 32 странич |
волокна должны иметь такое же направление. |
ные тетради являются предпочтительными, 16 |
Приклеивание заранее напечатанных обло |
страничные также являются приемлемыми для |
жек к жесткому переплету не намного более |
этого очень ответственного расположения тет |
трудный процесс, чем для клеевого бесшвейно |
радей. Аналогично тетради из очень тонкого ма |
го скрепления, если у вас есть «кукла» блока, |
териала, так же как и 2 , 4 и 6 страничные |
на которую следует ориентироваться. Чтобы |
формы, нужно вставлять или вклеивать в более |
правильно позиционировать изображение на |
толстые тетради перед комплектовкой. В этих |
запечатываемых обложках, надо знать толщину |
случаях лучше приклеивать тонкую тетрадь к |
книжного блока, нормы расхода материала на |
последней странице большей тетради. |
загиб, конечный формат картонных сторонок и |

27. Переплет в жесткой обложке |
133 |
их толщину. Разрыв цветного изображения в любом случае следует помещать в зону кореш ка, что делает применение модели книжного блока еще более важным. Так как есть явная тенденция к востребованности запечатанных и заламинированных (целлофанированных) об ложек, такое планирование является принци пиальным для многих работ.
Припрессовка фольги к ткани отличается от припрессовки фольги к бумаге. Разные виды фольги имеют разные адгезивные свойства и не всегда взаимозаменяемы. Например, фольга, которая работает на Roxite С (торговая марка Holliston/ICG), вероятно, не будет взаимодей ствовать с Roxite A. Плохое качество припрес совки фольги может свести на нет всю работу по изготовлению жесткого переплета.
Варианты жесткого переплета
Есть много способов изменить внешний вид или функциональные возможности книг в жестком переплете. Во первых, есть выбор из трех сти лей оформления корешка: скругленный, плос кий (прямой) и тугой. Скругленный корешок является самым распространенным. Следую щий тип – плоский корешок – является обыч ным для меню и других книг высокого класса. Для книг, которые весят больше чем 3 фунта (1,4 кг), рекомендуется тугой корешок (книж ный блок, приклеенный к корешку) по сообра жениям долговечности и качества.
Другой признак – тип картона для изготов ления сторонок. Для достижения высшего каче ства не соглашайтесь ни на что, кроме стойких к деформации переплетных картонов, потому что металлические частицы делают их более проч ными и более толстыми, чем другие картоны. Если проект находится на скромном бюджете, имеет печатную обложку и представляет собой скрепленный клеевым бесшвейным методом блок в жестком переплете, можно рассмотреть возможность использования картона более низ кого сорта, чтобы сэкономить деньги. Для про ектов с предполагаемым небольшим сроком эксплуатации недорогой картон типа Rock Tenn (торговая марка Rock Tenn) может стать разум
Сшитый книжный блок.
ной заменой даже несмотря на то, что он имеет тенденцию деформироваться больше, чем пере плетный картон. Некоторые компании, выпол няющие работы с жестким переплетом, для из готовления такого переплета могут даже ис пользовать гибкий 21 пунктовый картон Lexitone (торговая марка Rexam DSI) как само стоятельную обложку, который экономит много денег. В целом же, переходя от шитья к клеево му бесшвейному скреплению в жестком пере плете, обычно можно сэкономить приблизи тельно от 15% до 25% стоимости скрепления.
Метод Wire O в жестком переплете дает действительно плоско лежащее изделие. Когда скрепленный Wire O книжный блок вставляет ся в жесткую переплетную крышку, крайние ли сты должны быть изготовлены из 90 фунтового материала или более тяжелого и выдвигаться на 1/16 дюйма (1,6 мм) за пределы обрезного формата переднего края книжного блока.
Есть широкое разнообразие дополнитель ных возможностей оформления изданий в же стком переплете. Ленточка закладка, индекс ный указатель на обрезе справочника или вы емки с буквами алфавита на обрезе (для удобства пользования словарём), рельеф (тис нение по корешку для книг элитного класса), золочение обреза, многопроходная припрес совка фольги, конгревное и блинтовое тисне ние, многоуровневая высечка, мягкий много слойный картон с поролоном, круглые углы и каптал – все возможно и практически выпол

134 Переплетно,брошюровочные и отделочные процессы...
Различные стили корешка: скругленный (вверху) и плоский (внизу).
нимо. Наконец, ничто не смотрится и не ощу щается лучше, чем кожаный переплет.
Сокращение сроков изготовления изделия
В целом, изготовление издания в жестком пе реплете требует больше времени, чем другие стили переплета. Спросите компанию, изготав ливающую для вас жесткий переплет, есть ли у нее расходные материалы для изготовления об ложки. Компании, которые не держат картон под рукой, могут столкнуться со сроками по ставки, обычно измеряемыми неделями, кото рые напрасно задерживают начало работы. Ко роче говоря, переплетные мастерские, которые запаслись картоном, выполнят работы быст рее. Также ищите компании с аппаратами для продольной резки картона в дополнение к одно ножевой бумагорезальной машине, потому что устройства продольной резки предотвращают проблемы вытягивания и обеспечивают боль шую стабильность в размерах картона.
Стандартно крайние страницы или форзацы изготавливаются из 80 фунтовой офсетной бу маги. Если требуются крайние страницы с по крытием, следует использовать 100 фунтовую или больше книжно журнальную бумагу, чтобы предотвратить морщинистость. Крайние страни цы со специальными структурами или цветами
также могут быть применены, но обычно их нуж но специально оговаривать и заказывать. Если скорость принципиальна, дайте своим партне рам из переплетной компании заказ на закупки как можно раньше, так чтобы можно было ус петь заказать все компоненты работы заранее.
Если фрагменты изделия будут поставляться переплетной мастерской частичными отгрузка ми, расположите по приоритетам печать первых и последних тетрадей и поставьте их раньше срока. Если эти тетради уже подклеены или ук реплены крайними страницами, когда остальная часть работы еще только прибывает, дни до да ты отгрузки готового изделия будут сокращены.
Заключение...
Так как при скреплении издания в жестком пе реплете имеют значение много факторов, важ но найти переплетную мастерскую с такой спе циализацией и с ответственным отношением. Незначительные проблемы, оставленные неза меченными или проигнорированными, могут быстро погубить работу. Имейте в виду, что фольга может отмарывать или отшелушивать ся, компоновка может быть неправильной, а на матовом ламинационном покрытии могут ос таться отпечатки пальцев. Если переплетная мастерская не предлагает вам конкретный кон тракт и не уделяет пристальное внимание дета лям, вы можете оказаться разочарованы конеч ным результатом. В мире жесткого переплета суровая реальность состоит в том, что десятки и даже сотни тысяч долларов изделия могут про сто сгореть, если ваша переплетная мастерская не начинает процесс поиска возможных про блем прежде, чем работа напечатана.
Использованные источники:
●Fred Daubert, The Riverside Group, Rochester, New York www.riversidegroup.com.
●Chris Eckhart, Eckhart & Company, Indianapolis, Indiana www.eckhartandco.com.
●Jerry Nocar, Advantage bookbinding, Inc., Balti more, Maryland www.advantagebookbinding.com.
●Mike Welsch, Muscle Bound Bindery, Minneapolis, Minnesota www.mbbindery.com.

28. Клей легкого отделения и клей для проклейки фальцев
Успешная работа склеивания нуждается в научном подходе и артистическом исполне нии. Четыре участника забега – бумага, краска, покрытия и клей – вносят одина ковый вклад в успех работы. Вариантов их комбинаций – почти бесконечное множе ство, а результаты зачастую бывают действительно неожиданными. Иногда клей легкого отделения рвет волокна бу маги. Иногда постоянные клеи ведут себя подобно клеям легкого отделения. Даже волшебник Мерлин был бы озадачен.
Процесс склеивания кажется достаточно простым. Вы имеете два напечатанных фраг мента, которые должны быть склеены вместе. Что в этом может быть сложного? С одной сто роны, различные формулы клея требуют раз личных времен отверждения. Это может быть ключевым фактором в принятии решения, клей какого состава использовать. Кроме того, не все клеи одинаково удерживают фрагменты бу маги вместе. Взаимозависимость между скле енными частями и конечным назначением гото вого изделия определит точно, какой клей необ ходим и как он будет применен.
Есть множество клеев, доступных для проек тов, которые требуют склеивания. Уникальные потребности данной работы выдвигают различ ные требования к клеям, которые будут исполь зоваться. Аналогично, отличительные свойства различных клеев делают их более или менее подходящими для данного применения. Пра вильный выбор клея для вашего изделия явля
Что вы изучите
●Клей легкого отделения
●Стойкий клей
●Поверхности и покрытия бумаги
ется принципиальным для внешнего вида и удобства использования конечного продукта. Склеиваете ли вы стороны конверта для ком пакт диска или запечатываете многостраничное издание для почтовой рассылки, есть специаль ные клеи, которые обеспечат работе успех.
Полиграфические клеи изготавливаются главным образом на основе масел, смол или ла текса. Каждый вид предназначен для широкой области применения, но имеет и ограничения.
И клеи легкого отделения, и постоянные клеи на основе масла имеют хорошие клейкие свойства и подходят для физически тяжелых или покрытых лаком фрагментов. Однако боль шая их часть дает в результате с точки зрения маркетинга непривлекательное изделие. По стоянные клеи на основе смолы наносятся хо лодными и обеспечивают хорошее скрепление с относительно маленьким количеством сухого остатка. Латексные клеи легкого отделения жидкие, по настоящему надежные, недорогие в применении, энергосберегающие (наносятся холодными), экологически безопасные и одоб рены FDA (Food and Drug Administration – Уп равление по контролю за продуктами и лекар ствами (США)) для применения для изготовле ния упаковки пищевых продуктов. Латекс,
136 Переплетно,брошюровочные и отделочные процессы...
однако, натуральный продукт каучукового дере ва и сгущается, когда входит в контакт со ста лью или с железом. Коагуляция может стать проблемой для устройства аппликатора клее вой машины. Также, латексный клей не работа ет хорошо в бесконтактных системах со сжатым воздухом.
Клей легкого отделения
Клей легкого отделения, также известный как разъемный или непрочный, хорошо выполняет работу девятнадцать из двадцати раз, но одна прочная склейка докажет, что нет никакого «легкого» отделения от неотвязной головной боли.
Клей легкого отделения лучше всего ведет себя на стойкой к проникновению, высоко ка ландрированной, плотной бумаге с плотным красочным слоем и лакированной поверхнос тью. Матовые и другие слегка каландрирован ные материалы с покрытием, офсетная бумага или материалы с наполнителем из тяжелой гли ны предрасположены к расслаиванию и разры ванию волокна, когда есть намерение создать эффект легкого отклеивания.
Латексные клеи легкого отделения требуют долгого времени настройки (3–4 мин) и имеют тенденцию растекаться, когда соседний лист сильно прижат. Их период отверждения – поч ти 24 часа, даже притом, что они кажутся сухи ми через 10 минут. К сожалению, изделия, ко торые хорошо выглядят спустя 10 минут после производства, могут измениться через 24 часа и потянуть волокна материала. Клеи легкого от деления на основе масла имеют более короткое время отверждения, но объем клея остается проблемой.
Контроль за изменчивой клейкостью и хи мическими реакциями является важным. Неко торые растворители клея легкого отделения, типа аммиака, растворяют водные и другие по крытия и неумышленно создают в результате постоянное склеивание. Иногда же постоянные клеи на основе смолы могут функционировать как клеи легкого отделения на водно дисперси онных покрытиях, потому что, высыхая, они становятся очень ломкими и отделяются лучше, чем собственно клеи легкого отделения на ос нове латекса или на основе масла.
Параметры температуры и влажности мо гут всерьез повлиять на исполнение склеенных изделий. Например, ведущая переплетная мас
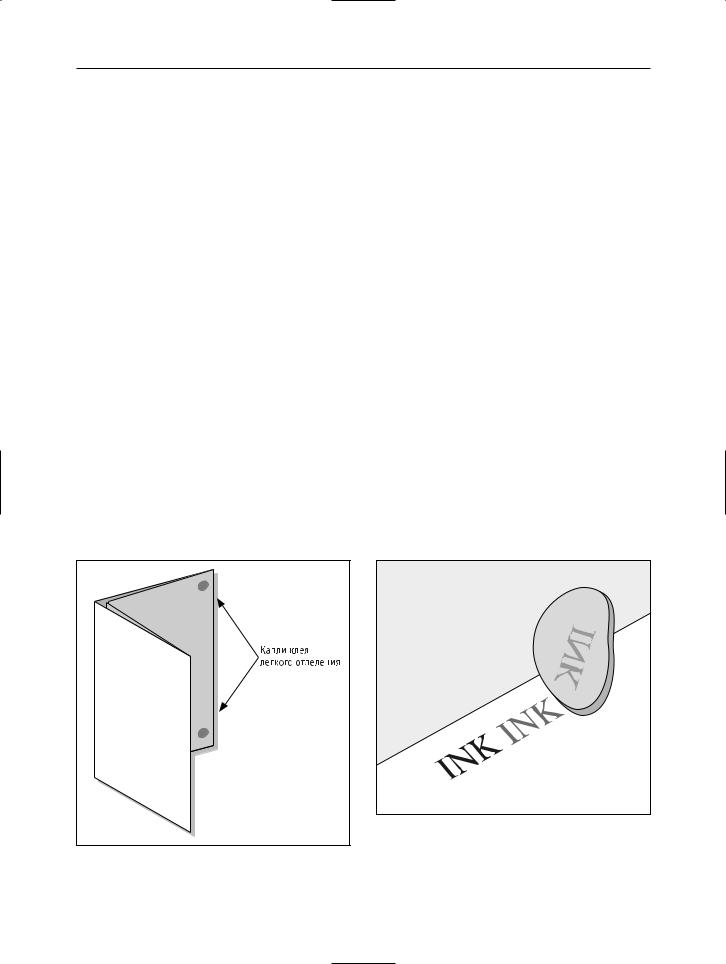
Образец клея легкого отделения, используемого с изделием с тройной калиткой (также известной как «двойные ворота»)
При планировании проекта с разъемным склеиванием избегайте нанесения клея поверх областей с плотным красочным слоем.
Краска может перейти на клей, когда фрагменты разделяются.

28. Клей легкого отделения и клей для проклейки фальцев |
137 |
Распространенные области применения клеев легкого отделения
●Клей легкого отделения является экономичной и привлекательной заменой водостойко го покрытия. (Правильно изготовленные продукты прекрасно работают на почтах США).
●Он предохраняет сфальцованные вклейки и калитки от развертывания во время брошю ровочно переплетных операций.
●Он удерживает изделия воедино, поэтому они могут быть автоматически вложены (на пример, инструкция по использованию продукта потребителем, вложенная в бутылку или коробку).
●Он прекрасно подходит для фармацевтических продуктов, а также миниатюрных изданий.
терская Среднего Запада отправила в трейлере груз изделий, склеенных латексным разъем ным клеем, в штат Техас. Вскоре после этого клиент сообщил, что работа неприемлема, по тому что волокна рвались. Хотя образцы во время производства функционировали превос ходно, проблема стала очевидной после изуче ния образцов у клиента. Представитель пере плетной мастерской был отправлен в Техас и обнаружил, что 2 дюймовая (на 50,8 мм) лента Mylar, которая использовалась для запечаты вания картонных коробок при отгрузке, покры лась пузырями. Изготовитель ленты объяснил, что образование вздутий происходит с лентой Mylar, когда она подвергнута температуре выше чем 120°F (49°C). Должное усердие в изучении всех обстоятельств показало, что гру зовик оставался на солнце в течение очень жарких выходных перед отправкой. Интересно, что рвущее волокно изделие было только во внешних картонных коробках, а не в более защищенных внутренних. Ясно, что чрезвычай ная высокая температура стала причиной даль нейшей реакции отверждения клея легкого отделения.
Стойкий клей для проклейки фальцев
Проблемы при проклейке фальцев действи тельно случаются, но нечасто. Для лучших ре зультатов выберите бумагу с пористой поверх ностью и наносите клей в удалении от красоч ного слоя и покрытий. Стойкий клей должен «вгрызаться» в бумагу; чем плотнее поверх ность, тем более трудно ему будет проникнуть в
лист и создать хорошее прилипание. Устраните краску, лак, ультрафиолетовое и водно диспер сионное покрытия везде, где вы размещаете стойкий клей, потому что клей склонен остать ся на поверхности покрытий и не сможет про никнуть вглубь и захватить волокно. Стойкие клеи на основе смол растекаются на материа лах и покрытиях с высоким барьером к проник новению, что может привести к плохому скреп лению или неравномерному нанесению клея. Впитывающая и пористая бумага позволит клею проникать вглубь бумажных волокон и создавать прочное скрепление. Если склеива ние происходит по красочному слою, исполь зуйте краску без воска. Когда выполняется трудная работа по склеиванию стойким клеем покрытых водно дисперсионным лаком поверх ностей, в качестве последнего аргумента про буют использовать латексный клей легкого от деления на основе аммиака вместо постоянно го. Это может сработать.
Поскольку смоляные клеи на водной основе растекаются, изделия с принципиальными тре бованиями к нанесению клея требуют постоян ного контроля и изучения образцов, изымаемых в течение производства. Обратите особое вни мание при нанесении клея на основе смолы на обрезную область. Если клей достигает края бумаги, листы просто склеиваются вместе. На оборот, если клей распространяется слишком далеко в изделие, он не будет удален в процес се окончательной подрезки под формат. Если обрезная область короче 3/8 дюйма (9,5 мм), рассмотрите возможность применения разъем ного клея вместо постоянного, потому что в этом случае отрицательные последствия чрез мерного распространения клея меньше.

138 Переплетно,брошюровочные и отделочные процессы...
Ассортимент изделий, подвергнутых склеиванию.
Когда склеиваются листы толщиной 8 пунк тов или более, «память» бумаги может стать причиной сморщивания в сгибе. Стойкие тер моклеи на основе масел хорошо работают с толстыми материалами, потому что время при хода таких клеев в рабочее состояние намного короче, чем у наносимого холодным клея на ос нове смолы. Клеи легкого отделения на основе смолы и латекса наносятся напылением и тре буют три или больше минуты для прихода в ра бочее состояние. Термоклей схватывается, как только его температура опускается ниже 250°F (120°C), и это происходит почти мгновенно по сле нанесения. При применении стойкого клея
всоединении с клеем повторного действия сле дует принять к сведению, что клеи на водной ос нове могут войти в контакт с оборотной сторо ной полосы увлажняемого клея повторного действия. Просочившаяся влага могла бы миг рировать через лист и активизировать полосу клея повторного действия.
Ксожалению, термоклей может быть труд но нанести. Проблемы загрязнения возникают чаще при работах, требующих маленьких от верстий аппликатора. Например, если котел с клеем перегревается, это создает огарок, кото рый, в свою очередь, забивает отверстия. По скольку термоклей имеет рабочую температуру свыше 300°F (150°C), трудно выявить проблему
врежиме эксплуатации. Загрязнение, вызван ное термоклеем, обычно требует отнимающей много времени очистки системы и значитель ных отходов дорогого клея. Один из методов со кращения отходов термоклея – чистка загряз
ненных головок аппликатора горячим расти тельным маслом.
Проблемы механизации и автоматизации
До 1970 х годов склеивание не было широко распространено, но прошлые три десятилетия показали прогресс в этом вопросе. Теперь эле ктронные системы, которые фиксируют присут ствие листа, ждут указанный период времени и затем наносят клей, сделали склеивание осуще ствимым. Большинство систем на рынке теперь имеет довольно хорошую электронику, но уже намечается следующий большой прогресс в технологии склеивания.
Сегодняшние управляемые сжатым возду хом бесконтактные системы склеивания стой ким клеем чрезвычайно точны и практически безаварийны. Возможность применять стойкий клей на основании листа удобна и практична. Без сомнения, много переплетных мастерских заменили бы все свои клеевые машины обору дованием, управляемым сжатым воздухом, если бы только оно хорошо работало с клеем легко го отделения.
Развитие хороших отношений с поставщиком клея
Если ваша компания делает склеивание, нахо дитесь в частом контакте с поставщиками клея. Поскольку большинство клеев имеет короткий срок годности, закупайте и используйте клей в двухнедельный срок, чтобы гарантировать хо рошие клейкие свойства.
Часто работы требуют изготовленных на за каз клеев для специальных ситуаций. Напри мер, вы, возможно, нуждаетесь в клее, который мог бы проникнуть через жесткий слой водно дисперсионного лака, работать в условиях вы сокой влажности, выдержать замораживание и размораживание или удерживать сфальцован ную пластмассу в стиральной машине. Отзыв чивый поставщик поможет сохранить вам часы бесплодного экспериментирования и уложить
28. Клей легкого отделения и клей для проклейки фальцев |
139 |
ся в сжатые сроки. Хорошие поставщики также знают правительственные законы. Например, когда есть сомнения относительно требований FDA, свяжитесь с поставщиком, вызывающим доверие, и получите от него факсом регулирую щий кодекс.
Заключение...
Большое число производственных факторов и условий эксплуатации играют важную роль при выполнении работ в переплетной мастерской, в которых участвует клей. Складирование, пере
возка и климат в местах предназначения, специ фика упаковки, химия краски и бумаги, формат и вес готового изделия и даже правительственные инструкции должны быть рассмотрены и учтены перед тем, как капля клея попадет на бумагу.
Использованные источники:
●Fred Daubert, The Riverside Group, Rochester, New York
www.riversidegroup.com.
●Russ Haines, Rapid Bind, Inc., Portland, Oregon www.rapidbind.com.
●Jack Bickard, Rickard Bindery, Chicago, Illinois www.rickardbindery.com.
