

Федеральное агентство по образованию Российской Федерации
Государственное образовательное учреждение
высшего профессионального образования
«Тульский государственный университет»
КАФЕДРА АЭРОЛОГИИ, ОХРАНЫ ТРУДА И ОКРУЖАЮЩЕЙ СРЕДЫ
Кравцов ю.В.
Конспект лекций
по дисциплине «ПРОИЗВОДСТВЕННАЯ БЕЗОПАСНОСТЬ»
Часть 2
БЕЗОПАСНОСТЬ ПРОИЗВОДСТВЕННЫХ ПРОЦЕССОВ.
ПОЖАРНАЯ БЕЗОПАСНОСТЬ
для студентов специальности 280102
«Безопасность технологических процессов и производств»
Тула 2009
1 ОБЩИЕ ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
К ПРОИЗВОДСТВЕННЫМ ПРОЦЕССАМ
План лекции
1.1. Причины травматизма на машиностроительных предприятиях
1.2. Общие требования безопасности к производственным процессам.
Причины травматизма на машиностроительных предприятиях
Известно, что большинство несчастных случаев происходит по организационным причинам, т.е. из-за небрежного отношения работающих к выполнению правил, норм и инструкций по охране труда. Около 80% несчастных случаев происходит по следующим причинам: нарушение правил охраны труда; отсутствие или недостаточное руководство, а также надзор за производством работ; недостатки в обучении и инструктировании работающих, а также допуск к производству работ без инструктажа; применение инструментов и приемов работ, не предусмотренных технологией; неправильная организация рабочего места и др. Поэтому, основной проблемой повышения безопасности является постоянная организаторская работа по воспитанию у каждого работника чувства ответственности за соблюдение требований охраны труда.
Безопасность производственных процессов определяется в первую очередь безопасностью производственного оборудования, причем значительное число травм происходит в следствие конструктивных недостатков оборудования.
Наиболее травмоопасным является кузнечно-прессовое оборудование; 54% несчастных случаев происходят из-за отсутствия или несовершенства ограждений рабочей зоны, 14% из-за несовершенства двуручного управления; 34% из-за отсутствия предохранительных упоров при работе с полосовым материалом. Многие модели оборудования оснащены не всеми, требуемыми по ГОСТ 12.2.017-93, средствами защиты. На некоторых моделях кузнечно-прессового оборудования нет ограждений межштампового пространства, а применяемые защитные блокировки (фотоэлектронная защита типа РФ1-3 и др., двуручное управление) ненадежны в работе. Не всегда эффективны устройства по предотвращению сдвоенных ходов ползуна и тормозные устройства. Предусмотренная на гидравлических прессах, в виде полупроводникового прибора блокировка защиты рук, часто не используется из-за необходимости его частой настройки. К травматизму приводит отсутствие защитных устройств, исключающих попадание рук прессовщиц в опасную зону при педальном включении прессов. При обслуживании гильотинных ножниц основной причиной травматизма является отсутствие ограждений, предупреждающих попадание рук под ножи и прижимы, а также устройств для отделения листа от стопы и для подачи его на ножницы.
При работе на металлорежущем оборудовании основными причинами несчастных случаев являются: отсутствие и недостаточная эффективность оградительных устройств зоны резания, режущего инструмента, ходовых валиков и винтов, пруткового материала и шпинделей (49 %), а также устройств для отсоса металлической пыли из зоны резания и аэрозолей по группе шлифовальных станков (38 %), негерметичность резервуаров для охлаждения жидкости и масла, неэффективное местное освещение, ненадежность приспособлений для зажима заготовок и т.п. (13%). Ограждения на фрезерных стычках из-за несовершенства не исключают при обдирочных работах разлета стружки, что приводит к травмам глаз, лица и рук. Некоторые предприятия в нарушение ГОСТ 12.2.009 поставляют стружкосборники и транспортеры для удаления стружки только по требованию заказчики и за отдельную плату.
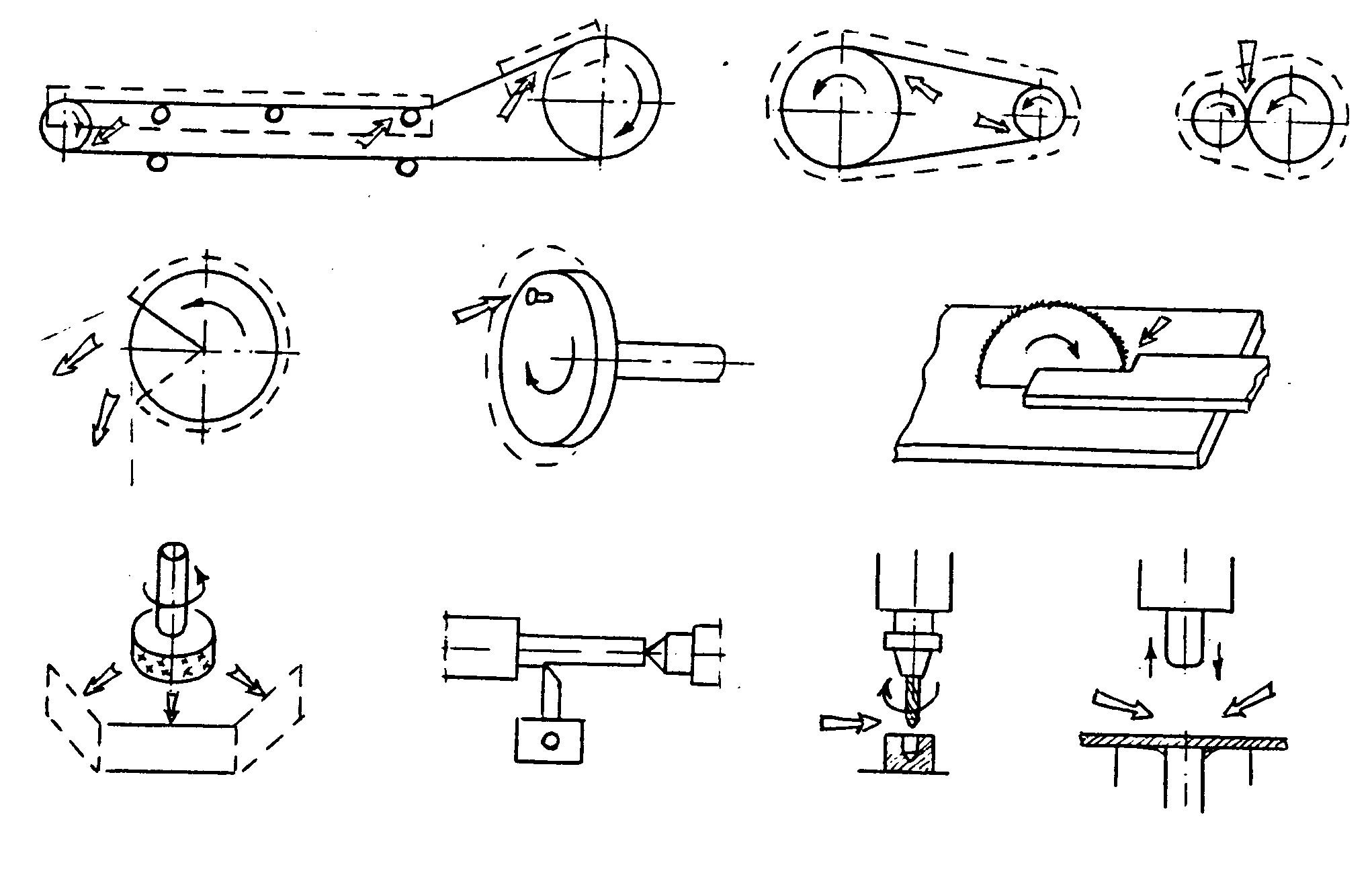
Рисунок 1.1 – Опасные зоны оборудования
Основные конструктивные недостатки литейного оборудования следующие: отсутствие оградительных и предохранительных устройств; отсутствие или неэффективность блокировки, в том числе в наладочном режиме; несовершенство конструкции для безопасного проведения монтажа и ремонта. Например, автоматы для изготовления стержней не имеют безопасного доступа к высоко расположенным частям для осмотра , смазки и ремонта, не предусмотрена механическая установка и съем стержневых ящиков и т.д.