

1.2. Анализ технологического производства Горизонтально-расточные станки
Горизонтально-расточные станки - группа металлорежущих станков, предназначена для обработки заготовок крупных размеров в условиях индивидуального и серийного производства. На этих станках можно производить растачивание, сверление, зенкерование, нарезание внутренней и наружной резьб, обтачивание цилиндрических поверхностей, подрезку торцов, цилиндрическое и торцовое фрезерование. Иногда на расточных станках можно произвести окончательную обработку заготовки корпусной детали без перестановки ее на другие станки.
Отличительной особенностью расточных станков является наличие горизонтального (или вертикального) шпинделя, совершающего движение осевой подачи. В отверстии шпинделя закрепляется режущий инструмент — борштанга с резцами, сверло, зенкер, развертка, фреза др.
Перемещения, обеспечивающие установку шпинделя в заданное положение, и движения подачи сообщаются различным узлам расточных станков в зависимости от назначения, компоновки, размеров станка, а также характера операции.
В горизонтально-расточных станках шпиндель располагается горизонтально. Движения, необходимые для выполнения технологического цикла, сообщаются различным узлам станка. Главным движением V станка является вращательно-поступательное движение шпинделя относительно его оси. Движение подачи сообщается либо инструменту, закрепленному в шпинделе, либо заготовке, установленной на столе или приспособлении, которое установлено на столе и. т.п., либо оператору с помощью специальной подвижной подножки, в зависимости от типа обработки.
Вспомогательными движениями в этих станках являются: установочные перемещения шпиндельной бабки в вертикальном направлении, установочные перемещения стола по двум координатам, установочное движение в горизонтальной плоскости оператора, установочное перемещение задней стойки с люнетом, установочное перемещение люнета на задней стойке, переключение скоростей и подач и т. д.
В моем случае был использован горизонтально-расточнойй станок 2А636Ф1. (Приложение 1, № 24)
Общий вид станка
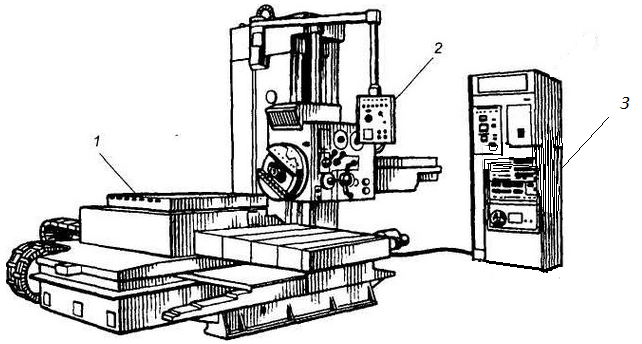
Рис. 2 Общий вид компоновки горизонтально-расточного станка мод. 2А622Ф2-1
Диаметр шпинделя, мм - 90
Размеры рабочей поверхности стола, мм - 1120*1250
Наибольшие перемещ,мм: шпинд. бабки (вертикальное) - 1000
шпинделя (продольное) - 710
стола (поперечное) - 1250
стола (продольное) - 1000
Частота вращения шпинделя, с-1 - 0,16-26,6
Подача, мм/мин: шпиндельной бабки и стола - 1,25-1250
Подача, мм/мин: шпинделя - 2-2000
Скорость быстрого перемещения, мм/мин: шпинделя 4000
Скорость быстрого перемещения, мм/мин: шпиндельной бабки и стола 5000
Шаг нарезаемой резьбы: метрической, мм 1-10
Шаг нарезаемой резьбы: дюймовой, число ниток на 1" 4-20
Мощность главного привода, кВт 10
Габарит станка (длина х ширина х высота), мм 5990*3850*3100
Масса станка, кг 17500
Деталь, которая изготавливается на этом станке в моей работе – вал.
Деталь «Вал» представляет собой тело вращения цилиндрической, конической и другой формы, опирающееся на две или несколько опор. На валу закрепляются шкивы, зубчатые колеса, маховики и т. п. Некоторые из этих деталей, называемые ведущими, получают вращательное движение от постороннего источника энергии (двигателя). К другим деталям вращение передается валом. Они называются ведомыми.

Рис. 1 Эскиз детали
В таблице 1 представлен технологический процесс изготовления детали.
Таблица 1
Технологический процесс изготовления детали.

