

Гальваника / 2. Гальваническая ванна своими руками
.doc
Сегодня
мы сделаем гальваническую ванну для
хромирования, цинкования,меднения,никелирования.
Каждый кто решил сделать гальванику в
гараже сталкивается с проблемой как
самому сделать гальваническую ванну
или как приспособить под нее какую
нибудь посудину, что бы в ней можно было
цинковать (никелировать ,хромировать,
меднить и т.д.). Гальваническая ванна
должна соответствовать следующим
требованиям: быть стойкой к кислотам
щелочам , быть прочной(не лопаться при
ударах),и выдерживать температуру хотя
бы до 80 градусов.
Мною
еще в начале занятий гальваникой был
найдено очень не дорогое решение. В
любой фирме торгующей химикатами есть
полиэтиленовые емкости .Емкости
обрешечены и укреплены на поддонах.
Емкости бывают на 1000 или 600 литров. При
покупке обратите внимание на целостность
нижнего сливного крана(он шаровый
пластиковый),и на наличие верхней крышки.
Можно уложится в 2000-3000 рублей.
рис
 Аккуратно
срезаем верх обрешетки и верх нашей
будущей гальванической ванны. Срезанный
верх не выкидываем, он нам еще пригодится.
В обоих торцах ванны делаем 3 отверстия,
отверстия под анодные штанги. Отверстия
должны быть на одном уровне. рис
Аккуратно
срезаем верх обрешетки и верх нашей
будущей гальванической ванны. Срезанный
верх не выкидываем, он нам еще пригодится.
В обоих торцах ванны делаем 3 отверстия,
отверстия под анодные штанги. Отверстия
должны быть на одном уровне. рис
Наша
ванна обязательно должна быть с крышкой.
Мы позже прикрутим ее к ванне при помощи
рояльной петли. В магазине автозапчастей
покупаем резиновые уплотнители для
дверей автомобиля жигули, и насаживаем
их на бортик крышки и ванны. Резина
необходима нам для уплотнения соединения
между ванной и крышкой. Ванна полиэтиленовая
по этому края можно усилить, прикрутив
стальные уголки или полосу. Только после
того как уплотнители установлены на
гальваническую ванну прикручиваем
крышку к ванне при помощи рояльной
петли, так чтобы крышка прилегала
наиболее плотно к ванне .рис
Получилась
ванна с открывающейся крышкой. В крышке
есть заливное отверстие, его мы используем
для подключения вентиляционного рукава.
Рис
В отверстия вставляем медные
штанги. В качестве штанг я использовал
медные трубки диаметром 20мм. Если трубка
попадется мягкая то внутрь вставьте
стальной пруток. Концы трубок сплющите
и просверлите отверстия для
подключения выпрямителя.
Конечно
же, это ванны большого объема и в гараже
их использовать как то не очень. Можно
ванну нужного нам объема и формы спаять
из винипласта. На самом деле это проще
чем кажется. Покупаем листы винипласта
.Те кто продают винипласт продают и
прутки для сварки. Пруток это тот же
винипласт только в виде проволоки. Так
же потребуется промышленный фен с
сужающей воздушный поток насадкой и
электролобзик.
Способ
сварки гальванической ванны
Сварка
винипласта заключается в нагреве
свариваемых кромок до пластического
вязкотекуче-го состояния и соединения
их под некоторым давлением. Применяется
следующий способ сварки:
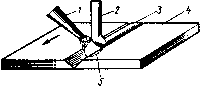
Сварка
нагретым воздухом Свариваемые кромки
детали 4 и присадочный материал (пруток
для сварки) нагревают до температуры
сварки струей горячего воздуха из
промышленного фена. Присадочный пруток
2 вдавливают в разделку шва 5; нагретые
слои материала слипаются и присадочный
пруток образует сварной шов 3. При сварке
толстого материала в разделку шва
последовательно укладывают несколько
нагретых присадочных прутков, как
показано на рис.
 Сварку
без скоса кромок применяют для соединения
листов толщиной менее 4 мм. При большей
толщине применяют V- и Х-образные разделки
шва под углом 60°. При этом Х-образные
швы более прочны. В процессе сварки по
мере размягчения поверхностей свариваемых
кромок и присадочного прутка необходимо
непрерывно вжимать пруток в основание
разделки под небольшим, но постоянным
давлением. Для получения полного провара
необходимо у корня шва оставить зазор
0,4...0,5 мм. При сварке мягких термопластов
(полиэтилен и др.) присадочный пруток
вводят под тупым углом, чтобы обеспечить
достаточное давление на свариваемые
кромки. При сварке жестких термопластов
(винипласт, органическое стекло и др.)
пруток вводят в разделку шва почти под
углом 90° к шву.
Присадочным материалом
служат прутки сечением 1... 12 мм2. Допускается
использование сварочных прутков из
винипласта диаметром 3,0...5,0 мм. Винипласт
сваривают в размягченном (вязкотекучем)
состоянии при температуре 220...240°С.
Присадочным материалом служат сварочные
прутки диаметром до 5 мм из пластифицированного
винипласта. Процесс сварки осуществляется
путем размягчения прутков и сцепления
их с основным материалом.
В любом
поисковике набираете «сварка винипласта»
и там все будет подробно расписано. Опыт
придет уже через 30 минут работы (я через
10 минут чувствовал себя профессионалом),
к стати этот же способ применяется при
сварке сломанных автомобильных бамперов.
Таким же способом варятся, и гальванические
барабаны о них мы поговорим позже.
Самостоятельная сварка оборудования
позволит сэкономить Вам массу наличности.
По скольку мы говорим о гальванической
ванне для гаража, то нет смысла делать
ее объемом более 100 литров, и Вам
потребуется не одна ванна а несколько,
допустим для оцинкования (обезжиривание
, промывка, цинкование, промывка ,
хроматирование, промывка).
Сварку
без скоса кромок применяют для соединения
листов толщиной менее 4 мм. При большей
толщине применяют V- и Х-образные разделки
шва под углом 60°. При этом Х-образные
швы более прочны. В процессе сварки по
мере размягчения поверхностей свариваемых
кромок и присадочного прутка необходимо
непрерывно вжимать пруток в основание
разделки под небольшим, но постоянным
давлением. Для получения полного провара
необходимо у корня шва оставить зазор
0,4...0,5 мм. При сварке мягких термопластов
(полиэтилен и др.) присадочный пруток
вводят под тупым углом, чтобы обеспечить
достаточное давление на свариваемые
кромки. При сварке жестких термопластов
(винипласт, органическое стекло и др.)
пруток вводят в разделку шва почти под
углом 90° к шву.
Присадочным материалом
служат прутки сечением 1... 12 мм2. Допускается
использование сварочных прутков из
винипласта диаметром 3,0...5,0 мм. Винипласт
сваривают в размягченном (вязкотекучем)
состоянии при температуре 220...240°С.
Присадочным материалом служат сварочные
прутки диаметром до 5 мм из пластифицированного
винипласта. Процесс сварки осуществляется
путем размягчения прутков и сцепления
их с основным материалом.
В любом
поисковике набираете «сварка винипласта»
и там все будет подробно расписано. Опыт
придет уже через 30 минут работы (я через
10 минут чувствовал себя профессионалом),
к стати этот же способ применяется при
сварке сломанных автомобильных бамперов.
Таким же способом варятся, и гальванические
барабаны о них мы поговорим позже.
Самостоятельная сварка оборудования
позволит сэкономить Вам массу наличности.
По скольку мы говорим о гальванической
ванне для гаража, то нет смысла делать
ее объемом более 100 литров, и Вам
потребуется не одна ванна а несколько,
допустим для оцинкования (обезжиривание
, промывка, цинкование, промывка ,
хроматирование, промывка).
Стадии процесса цинкования (пример) Обезжиривание в органических растворителях Обезжиривание химическое в щелочном растворе Промывка в горячей воде Обезжиривание электрохимическое анодное или катодное в щелочном растворе Промывка в горячей воде Промывка в холодной воде Активирование или травление Промывка в холодной воде Промывка в холодной воде Цинкование Промывка в холодной воде Осветление в (0,3 - 0,5) %-ном растворе азотной кислоты (может исключаться) Пассивирование Промывка в холодной воде Промывка в теплой воде (температура не более 40 °С) Сушка (температура не более 60 °С) Так что количество ванн, их объем, вы должны предусмотреть за ранее согласно площади гаража. Но есть прямая зависимость между стабильностью электролита и объемом ванны, проще говоря, при маленьком объеме гальванической ванны придется чаще корректировать электролит.